立式圓筒形鋼制儲罐雙絲埋弧橫焊技術開發及應用
2013-10-29 11:46:02張田利唐德渝張建護李春潤
石油工程建設 2013年1期
張田利,唐德渝,馮 標,張建護,龍 斌,李春潤
(1.中國石油集團工程技術研究院,天津 300451;2.中國石油集團海洋工程重點實驗室,天津 300451)
0 引言
在我國儲罐罐體施工中,焊接作為施工中的主要工序對保證質量和進度起決定性作用。目前,罐壁的環縫和縱縫、罐底和罐頂的平縫以及罐壁板和罐底板連接處的大角縫等連續焊縫的焊接已普遍采用自動焊焊接施工方法。更高質高效的自動化焊接技術的應用,是提高儲罐焊接質量和效率的重要保證,也是施工企業降低工程建造成本,提高經濟效益和企業競爭力的重要措施和手段。
罐壁板環縫是儲罐焊接工作量最大的部分,一般是縱縫的3倍左右,且隨著罐容積的增加而增大[1],但其自動焊施工至今仍在采用單絲埋弧橫焊技術,已不能滿足當前儲罐施工需求,成為提高儲罐自動焊效率的瓶頸。為進一步提高儲罐環縫的焊接效率,繼續推進儲罐自動焊技術的發展,提出了采用雙電源單熔池縱列雙絲埋弧橫焊技術進行儲罐環縫自動焊的設想,并開展了相關的技術研究,取得了多項具有實用價值的成果。
1 基本原理及可行性分析
1.1 雙絲埋弧橫焊原理
單絲埋弧焊時,隨著焊接電流和速度的提高,電弧對熔池金屬的后排作用加劇,熔池金屬在電弧力的作用下迅速向熔池尾部運動 (見圖1(a)),使弧坑加深,當冷卻時無足夠的液體金屬補充,會造成咬邊;同時會使焊縫成形系數減小而易出現熱裂紋[2];且橫焊時,因其熔池在自由狀態下成形,鐵水受重力作用下淌,焊接規范參數稍大,則成形困難,焊接熔敷效率難于進一步提高。
應用雙電源單熔池縱列雙絲雙弧埋弧焊技術焊接時,前后縱列排列形成單熔池的雙電弧,通過兩個電弧間的相互作用,后行電弧可阻止熔池金屬向尾部運動 (見圖1 (b)),既可避免產生大而深的弧坑,后行焊絲又可提供更多的熔敷金屬,可避免高速焊接時產生咬邊缺陷;而且通過雙電弧和熔池的控制,獲得理想的焊縫成形系數,可避免熱裂紋缺陷[2],從而克服單絲埋弧焊高速焊接時焊接質量不能保證的問題,實現高速焊接,提高埋弧橫焊效率。
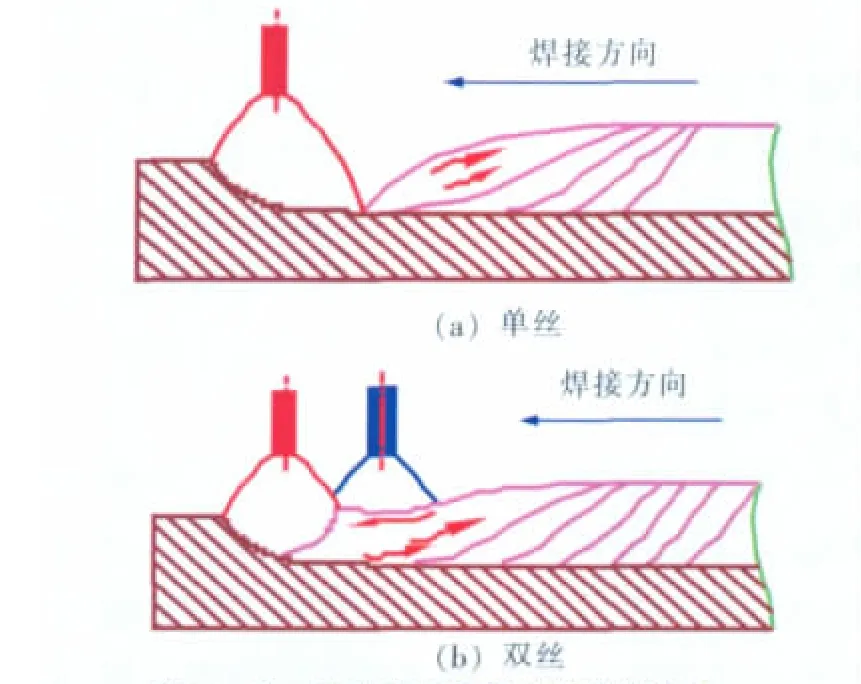
圖1 單、雙絲埋弧焊焊弧及熔池特點
該技術用于儲罐橫焊時,由于形成長條狀熔池,在熔敷率顯著提高的同時,焊接線能量增加有限,焊縫的力學性能能夠得到保證;且采用雙電源方式,前后電弧參數相對獨立可調,可提高焊縫成形及其成形系數的可控性,能滿足橫焊對電弧和熔池的控制要求,因此用于儲罐橫焊在原理上是可行的。
1.2 可行性試驗分析
利用林肯DC1000直流埋弧焊系統和MILLER SUMMIT ARC1250交流方波埋弧焊系統組成雙絲埋弧焊系統;將兩系統的埋弧焊機頭固定于AGW-II型正裝儲罐埋弧橫焊焊車上,使兩焊絲前后排列;前絲和后絲分別接直流和交流系統,通過調整前后焊絲間距,形成單熔池;在試板上以手動控制方式進行雙絲埋弧橫焊試驗。經反復試焊,獲得了成形良好的橫焊道,且可通過兩焊絲的焊接參數的單獨調整,以及與高焊車速度的匹配,控制焊道成形和熔敷金屬量,證明了用雙電源單熔池縱列雙絲雙弧埋弧焊技術進行橫焊的可行性。
2 系統設備的構成
鑒于國內外5萬m3以上大型儲罐建設大多采用正裝施工工藝,研制了基于LMDHWS雙電源單熔池縱列雙絲雙弧埋弧橫焊電源和配套送絲調節機構的SAGW-1型大型正裝儲罐雙絲埋弧橫焊設備。其構成如圖2所示,由雙絲焊接電源、焊車以及連接兩者的電纜等3部分構成,焊車由8個子系統組成。

圖2 SAGW-1型雙絲埋弧橫焊設備構成框圖
2.1 焊接電源
雙電源單熔池縱列雙絲雙弧埋弧橫焊電源用于提供滿足儲罐橫焊特性要求的穩定、可靠和可控的雙電弧,是本技術研究的基礎。
為保證焊縫成形和質量,以及電弧的穩定性,與單絲埋弧橫焊相同,雙絲埋弧橫焊電源采用細絲、平電源特性、等速送絲方式,因此雙絲橫焊需利用電弧自身的調節系統加專用的協調控制實現。
LMDHWS焊接系統是由林肯直流埋弧焊接系統、米勒交流方波埋弧焊系統和PLC雙絲協調控制系統3個子系統構成的模塊化結構。
該系統的技術特點如下:
(1)采用前絲直流后絲交流配置方式,可使焊絲間的磁偏吹減到最小,雙電弧的穩定性和可控性最高[3]。且從弧采用交流方波電源,進一步提高了從弧的可控性和穩定性,從而保證雙電弧能最大地滿足儲罐雙絲埋弧橫焊的工藝要求。
(2)PLC雙絲協調控制系統基于PLC技術,其協調控制包括雙電弧間和雙電弧與焊車行走系統間2個層次;雙電弧間又按控制要求不同分為引弧、焊接和熄弧3個階段的分別控制,其結構見圖3。該系統體積小、抗干擾性強、可靠性高,具有良好的功能擴展能力。

圖3 PLC雙絲協調控制系統框圖
(3)采用模塊化架構,各模塊具有相對獨立完整的功能,協調控制模塊和各單絲焊接模塊自由組合,實現單絲或雙絲橫焊功能,可很好地兼容現有單絲埋弧橫焊設備,簡便地將單絲設備升級為雙絲設備,成本較低,便于推廣應用。
2.2 送絲及調節機構
根據LMDHWS電源配置情況和雙絲橫焊焊接和操作工藝的需求, 其配套的雙絲送絲及調節機構如圖4所示,由升降橫梁、前絲和后絲送絲總成及調節機構、焊劑托輥4個模塊組成。

圖4 LMDHWS雙絲埋弧橫焊送絲及調節機構
其主要技術特點為:
(1)前絲和后絲送絲總成及調節機構分別用于前絲和后絲的輸送和位置姿態調節,各具有上下、前后、左右、水平和垂直角度等5個焊槍調節自由度。
(2)雙絲埋弧橫焊工藝要求的雙絲焊絲間距、垂直傾角和水平夾角等位置和姿態參數,通過前后絲的獨立調節、組合實現。
(3)焊劑托輥、前絲和后絲調節機構固定于升降橫梁上,通過焊接機頭升降系統 (見圖2)帶動橫梁升降,可實現雙絲同步焊縫跟蹤,且雙焊絲和焊劑托帶同步升降。
3 焊接工藝研究
3.1 試驗研究內容
與單絲埋弧橫焊相比,由于雙絲埋弧橫焊工藝參數增多,影響和控制焊縫成形的因素顯著增加;焊接熱輸入量大幅增加,影響焊縫的低溫沖擊韌性。根據大量的雙絲埋弧橫焊試焊和儲罐單絲埋弧橫焊的經驗,綜合考慮雙絲埋弧焊的工藝特點和焊接工藝實用性,確定本焊接工藝研究的主要內容為:以現有大型儲罐正裝單絲埋弧橫焊焊接工藝為基礎,通過大量試驗,研究雙絲埋弧焊各焊接工藝參數的匹配及其對橫焊焊縫成形的影響、焊接熱輸入的控制、相應的焊縫力學性能和焊接效率,最終總結出一套與大型儲罐正裝現場施工條件相適應的成形優良和力學性能滿足標準要求的高質高效的雙絲埋弧橫焊工藝。
3.2 焊接工藝試驗
3.2.1 試驗準備
焊接工藝試驗所需的基本條件如表1所列。其中各項均按國內大型原油儲罐施工相關標準和工程實際確定,具有典型性和代表性。

表1 焊接工藝試驗基本條件
3.2.2 雙絲埋弧橫焊工藝參數
雙電源單熔池縱列雙絲雙弧埋弧橫焊工藝共有10個參數。
其中前后焊絲的焊接電流、焊接電壓和焊接速度5個參數為雙絲焊接規范參數,其良好匹配對焊接過程中電弧的穩定性、焊縫的成形系數、熱輸入、最終組織狀態和使用性能等起著決定性作用。焊接過程中,前、后絲的作用不盡相同,一般前絲的電流較大而電壓較小,以保證焊道的熔深;后絲的電流較小而電壓較大,以保證焊道的熔寬和調整焊縫成形。
焊槍垂直傾角θv(前后槍相同)、焊絲干身長l、前后焊絲間距s和前后焊槍夾角θh為雙絲焊接位置參數 (見圖5),決定了雙焊絲的布局情況,對焊縫的成形和焊接質量也有一定影響。

圖5 雙絲埋弧橫焊雙絲位置參數示意
經過大量的試驗最終確定可獲得良好焊縫成形的焊接工藝參數,見表2。
3.2.3 工藝評定試驗結果
參照表2的焊接工藝參數進行了9組模擬儲罐焊接工藝評定試驗,采用厚度為12 mm、21 mm和32 mm的試板各3組,按照GB 50128-2005《立式圓筒形鋼制焊接儲罐施工及驗收規范》和JB 4708-2000《鋼制壓力容器焊接工藝評定》等標準的規定,試驗結果均滿足要求。9組試板焊縫成形優良,無損探傷結果均為Ⅰ級片。機械性能試驗中,拉伸試驗試樣抗拉強度均高于母材鋼號標準規定值的下限值,且均在母材處斷裂;面彎、背彎及側彎試樣均無裂紋出現;低溫沖擊試驗中,焊縫和熱影響區的沖擊功值均在105 J以上,遠遠大于一般儲罐設計所要求的45 J左右的-20℃低溫沖擊值。滿足標準規定的各項力學性能指標要求。3種規格試板的典型無損檢測和機械性能試驗結果見表3。

表2 雙絲埋弧橫焊焊接工藝參數

表3 雙絲埋弧橫焊工藝試驗無損檢測和機械性能試驗結果
3.2.4 熔敷速度對比
采用與雙絲埋弧橫焊工藝評定試驗同樣的φ 3.2 mm焊絲和焊劑、施焊方式及順序,用ZAGW-Ⅱ大型正裝儲罐單絲埋弧橫焊設備,焊接同材質的具有相同坡口形式、厚度為12 mm、21 mm和32 mm的3種規格試板,測算其焊絲的熔敷速度,與雙絲雙弧埋弧橫焊進行對比,其結果見表4。1.8)F取值偏大,建議往小進行修改,并按簡易公式Q′P=πDGbyp進行計算,式中墊片殘余密封比壓yp=y+Z m pc≈ (1.5~2.0)y,Z為放大系數, 一般取值2~4。

表4 雙絲埋弧與單絲埋弧橫焊熔敷速度對照
(2)墊片有效密封寬度建議按實際接觸寬度計算,計算簡便,計算精度滿足現場需要。
(3)在 《機械零件》和 《機械設計手冊》中均沒有收入目前大量使用的纏繞式墊片、波齒復合墊片、金屬包墊片、高強石墨墊片等新型材料的螺栓相對剛度系數Cb/(Cb+Cm),建議通過試驗予以增補。
(4)在簡單查表法中,預緊時按螺栓工作應力等于全部許用應力的簡易計算方法,在高壓、高溫工況下不準確,不安全,應謹慎使用。
(5)換熱器檢修中,通過力矩扳手可以獲得相同的擰緊力矩。但在每根螺栓中是否獲得了相同的預緊力與螺栓的潤滑條件關系極大,其差值在一倍之內。因此,檢修中應特別重視螺栓、螺母的保養修復,確保幾十套、甚至上百套螺栓具有基本相同的配合和摩擦系數,拆卸和恢復安裝時,螺栓螺母應保持相同的配對關系,不得任意改變。
(6)螺栓法蘭聯接密封一次成功的條件,除應獲得合適的擰緊力矩外,還與加載的程序、工具方法、均勻性有較大關系,在螺栓的松卸和擰緊操作中,應格外重視過程控制。
[1]濮良貴.機械零件[M].北京:高等教育出版社,1982.
[2]成大先.機械設計手冊[M].北京:化學工業出版社,1999.
[3]GB 150-1998,鋼制壓力容器[S].
[4]SESA 0301-2001,管道法蘭螺栓緊固力矩[S].
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24