06Ni9鋼埋弧自動橫焊技術探討
2013-10-29 11:46:00胡建平
石油工程建設 2013年1期
魏 明,胡建平,江 強
(中國石油天然氣第六建設公司,廣西桂林 541004)
0 引言
江蘇LNG接收站工程是中國石油首批開工建設的LNG接收站工程之一,是國家發改委核準的重點工程,也是國內第一個自主設計、自主采辦、自主施工、自主管理的LNG接收站項目。LNG儲罐由中國寰球工程公司設計采辦,在國內是首次采用太鋼研發的06Ni9鋼板作為內罐材料,我公司負責LNG儲罐主體施工。江蘇LNG項目2臺16萬m3的低溫LNG儲罐于2011年5月24日正式投用,目前設備運行良好,其基本結構如圖1所示。
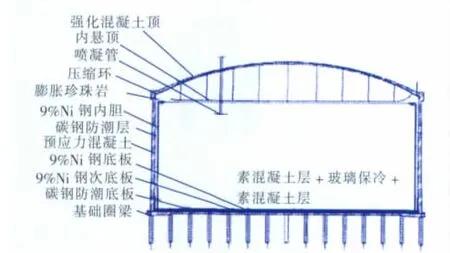
圖1 LNG低溫儲罐結構示意
1 06Ni9鋼性能簡介
首批06Ni9鋼由太原鋼鐵 (集團)有限公司生產,2007年1月通過全國鍋爐壓力容器標準化技術委員會組織的材料評審。由于項目開工前國內尚無9%Ni鋼的材料標準,太鋼根據中國寰球工程公司江蘇LNG項目對9%Ni鋼的技術要求編制了Q/太新113-2008企業標準,國內外相關標準關于9%Ni鋼的化學成分和力學性能的對比見表1和表2。
可見太鋼Q/太新113-2008標準中對06Ni9鋼板的化學成分和力學性能規定也滿足國外相關標準要求。
2 06Ni9鋼埋弧自動焊焊接工藝
2.1 焊接電源的選擇
根據LNG低溫儲罐的結構特點,江蘇LNG項目儲罐內罐壁板環縫采用LINCOLN Power Wave AC/DC-1000交直流兩用埋弧自動焊機,考慮到首次采用國產06Ni9鋼作為LNG儲罐內罐壁板材料,為避免直流電源模式導致06Ni9鋼板磁化,影響儲罐焊接施工,因此采用交流焊接模式。

表1 國內外相關標準9%Ni鋼化學成分對比/%

表2 國內外相關標準9%Ni鋼力學性能對比
2.2 焊接材料的選擇
06Ni9鋼為低碳馬氏體低溫鋼。保證焊接接頭的低溫韌性是關鍵,通常可以采用Ni基、Fe-Ni基和Cr-Ni奧氏體不銹鋼三種類型。其中Fe-Ni基材料低溫韌性好,線膨脹系數與9%Ni鋼相近,但是屈服強度偏低;奧氏體不銹鋼成本低,屈服強度高,但是低溫韌性差,線膨脹系數與9%Ni鋼存在較大差異,無法滿足大型LNG低溫儲罐的力學性能要求;采用Ni基材料是最理想的選擇。由于06Ni9鋼剛研發成功,國內焊材廠商提供的Ni基焊材焊接工藝性能較差,且同樣沒有與Ni9鋼配合使用的工程先例。因此,項目部決定采用德國伯樂公司的 Thermaint Nimo C276(ERNiCrMo-6)焊絲和Marathon 104焊劑配合進行工藝評定試驗,焊接材料的化學成分和力學性能分別見表3、表4和表5。

表3 焊接材料化學成分/%

表4 焊接材料力學性能

表5 Marathon 104焊劑主要組成/%
2.3 焊接工藝評定試板的選擇
本項目所需儲罐壁板厚度為27.5~12 mm,根據EN 15614-1-2004 《焊接工藝評定》的相關要求,選取厚度為23 mm和12 mm的兩種鋼板作為試板材料,規格分別為1 500 mm×250 mm×23 mm和1 500 mm×250 mm×12 mm,材料的化學成分和力學性能見表6、表7。

表6 焊接工藝評定鋼板化學成分 (例值)/%

表7 焊接工藝評定鋼板力學性能 (例值)
2.4 坡口型式的選擇
坡口型式根據LNG內罐壁板坡口設計圖紙選取,如圖2所示。

圖2 焊接工藝評定試板坡口型式
2.5 焊接工藝參數
06Ni9鋼焊接時應合理選擇焊接工藝參數,選擇合適的焊接電流和焊接速度是控制焊接熱輸入的關鍵,焊接電流過大會影響焊縫的低溫韌性,焊接電流過小則導致生產效率低。因此,在焊接電流與焊接速度之間選擇合理的配比十分重要,采用的焊接工藝參數見表8。焊接過程中應嚴格執行焊接排道工藝,控制單層焊道厚度≤4 mm,焊接過程中層間溫度控制在150℃以下。

表8 06Ni9鋼埋弧自動焊的焊接工藝參數
3 試驗方法與試驗結果
3.1 拉伸試驗
按照EN 895-1995《金屬材料焊縫處的破壞性試驗——橫向拉伸試驗》對埋弧自動焊焊接接頭做橫向拉伸試驗,并按BS 7777-1-1993《低溫用平底、立式、圓柱形儲罐》附錄B要求讀取屈服強度。試驗結果見表9,滿足項目設計文件要求。

表9 埋弧自動焊橫焊橫向拉伸試驗和彎曲試驗數據
3.2 彎曲試驗
由于06Ni9鋼焊縫金屬為奧氏體組織,與06Ni9鋼母材存在較大差異,為了更準確地反映焊接接頭的韌性,對06Ni9鋼埋弧自動焊焊接接頭按照ASME IX 2007做縱向彎曲試驗,試驗結果見表9,試驗結果滿足項目設計文件要求。
3.3 低溫沖擊試驗
低溫沖擊試驗按照EN 10045-1-1990《金屬材料的夏比沖擊試驗》進行,并滿足BS 7777-2-1993《低溫設備用平底、立式、圓柱形儲罐》相關規定。試驗溫度為-196℃。低溫沖擊試驗的位置包括焊縫金屬、熔合線、熔合線+2 mm、熔合線+5 mm。圖3為SAW-23和SAW-12兩組試件的沖擊試驗結果,最低值在SAW-23熔合線位置為58 J,所有試驗數值滿足設計文件規定的最低低溫沖擊值55J、側向膨脹值 >0.38mm的要求。
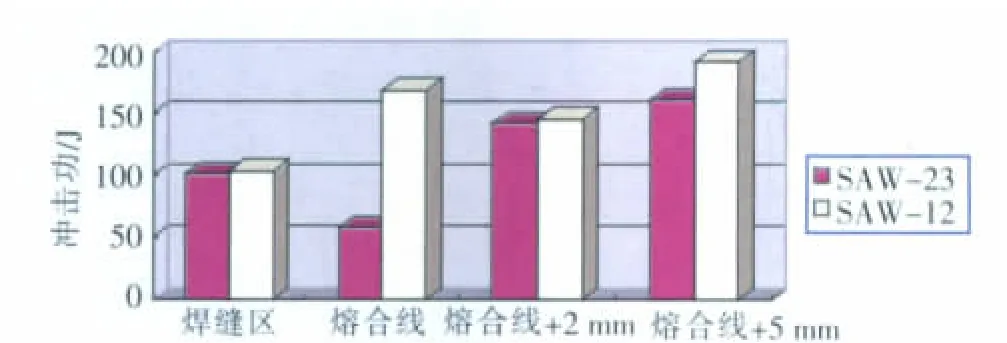
圖3 SAW-23和SAW-12焊接接頭低溫沖擊試驗數據
3.4 硬度試驗
按照EN 1043-1-1996《金屬材料焊接的破壞試驗——硬度試驗》要求進行接頭硬度試驗,硬度測試位置如圖4所示,試驗結果見表10,所有數值滿足HV10≤450的要求,接頭硬度較高的位置在熱影響區 (HAZ)的中部。
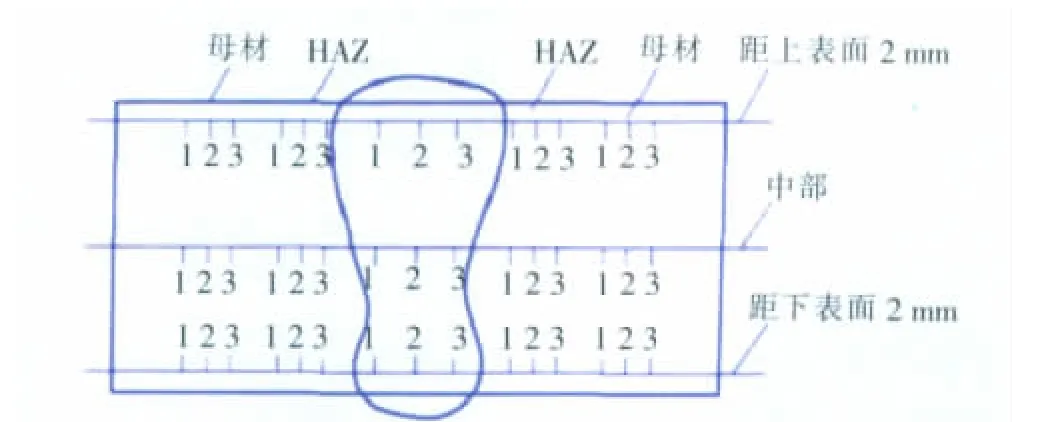
圖4 焊接接頭硬度檢測位置
3.5 接頭金相試驗
按照EN 1321-1997 《金屬材料焊縫的破壞試驗——焊縫宏觀和微觀檢驗》要求完成金相試驗,接頭圖片如圖5所示,宏觀金相檢驗合格。

表10 SAW-23和SAW-12焊接接頭硬度試驗數值
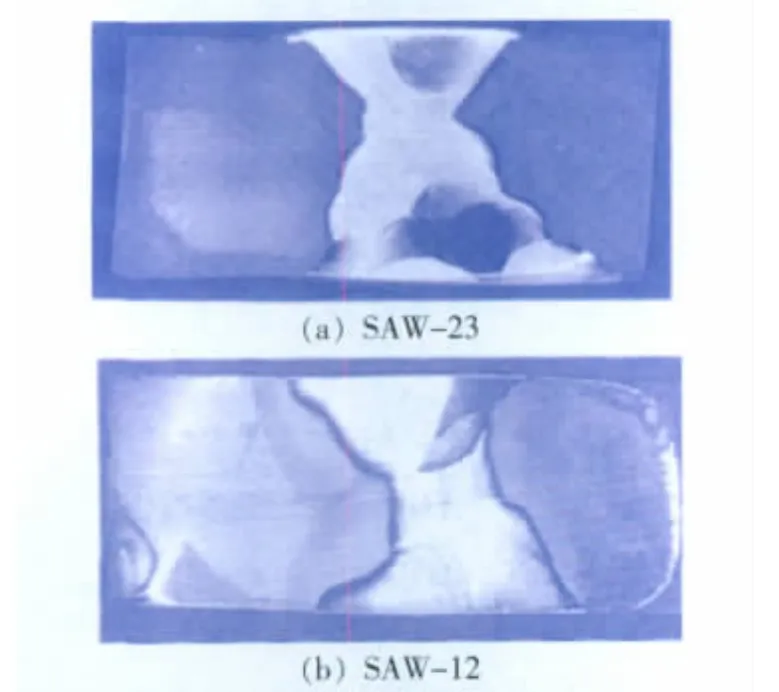
圖5 接頭金相試驗圖片
4 06Ni9鋼埋弧自動焊焊接過程中產生的問題及對策
06Ni9鋼在焊接冶金反應和熱循環的作用下,其組織和成分會改變,產生脆性相,低溫韌性下降,冷熱裂紋傾向增加,采用高Ni基焊材時氣孔產生機率也會隨之增加。
4.1 熱裂紋
熱裂紋的產生與焊縫金屬結晶過程中的低熔點雜質偏析的數量及分布有關,必須有針對性地提高焊材技術要求,嚴格控制S、P的雜質含量,每批焊材均需要廠方進行工藝性試驗并提交材料試驗報告。
4.2 低溫韌性降低
為保證焊縫具有較高的低溫韌性,在焊接過程中必須控制焊接線能量和層間溫度,過高的線能量輸入使熱影響區組織逆轉,奧氏體減少,產生粗大的貝氏體。因此,應嚴格執行焊接作業的技術交底,嚴格控制焊接層道的寬度、厚度,避免氣刨清根,采用不銹鋼砂輪片打磨,防止滲碳。
4.3 氣孔
埋弧自動焊焊接過程中氣孔主要出現在焊縫表面層。主要原因一方面是高Ni基焊材本身的合金成分較高,熔敷金屬的流動性較差,焊接時產生的氣體在熔池內部不容易逸出,致使氣孔出現的機率相對較高,參見如下反應式:另一方面原因是罐內濕度較大,尤其是早上和夜間容易形成霧氣,導致焊劑吸潮。

針對第一種情況在焊接過程中可以適當增大焊接電流;針對第二種情況要嚴格控制焊劑的烘焙、領用、回收過程,避免當天未用完的焊劑存留在焊機內過夜;還可以在焊縫打磨完成后增加焊縫表面的PT檢查工序。
4.4 條渣、條孔
條渣、條孔是埋弧自動焊最容易出現的缺陷,占返修片的80%以上,主要出現在儲罐前3圈環縫,這主要與焊工焊接作業的熟練程度有關,包括對工藝指導書中焊接工藝的掌握。隨著焊工對焊接作業逐漸熟練,該類缺陷隨之減少。
5 結束語
通過采用合理的埋弧自動焊焊接工藝,我公司圓滿地完成了兩臺LNG低溫儲罐內罐環縫的埋弧自動焊焊接工作,環縫累計RT檢測17356張,其中一次合格的有17 117張,焊接一次合格率達到98.62%。
通過兩臺LNG低溫儲罐的埋弧自動焊焊接施工,使我公司更加深入了解國產06Ni9鋼的焊接特性,掌握了大型LNG低溫儲罐埋弧自動焊施工技術,施工能力得到了進一步提升。
[1]中國工程機械學會焊接學會.焊接手冊(第2卷)材料的焊接[M].北京:機械工業出版社,2001.
[2]API 620-2002,大型焊接低壓儲罐設計與建造[S].
[3]劉祥儒.9Ni鋼低溫儲罐焊接施工經驗與工藝問題探討[J].石油工程建設,1997,(5):14-18.
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24