鋼錠楔形軋制法在特厚板寬度控制中的應用
2013-10-25 07:35:06丁敬國曲麗麗胡賢磊劉相華
哈爾濱工程大學學報 2013年7期
丁敬國,曲麗麗,胡賢磊,劉相華
(1.東北大學軋制技術及連軋自動化國家重點實驗室,遼寧沈陽110819;2.沈陽鼓風機通風設備有限責任公司遼寧沈陽110041)
近年,隨著大型汽輪發電機組、海洋石油平臺、軍艦和坦克裝甲板、核電站、大型模具鋼等特殊用途部件需求不斷增加,特厚板市場需求量也越來越大.在特厚板生產中,對于生產厚150 mm以下的鋼板可采用連鑄坯,但對150 mm以上的特厚板生產,如從軋件到成品的壓縮比較小,對某些規格和鋼種會出現鋼板內部疏松壓合、偏析消除等方面達不到質量要求的情況[1-4],造成鋼板內部質量無法保證,因此國內外在大力發展連鑄的同時仍保留了一定量模鑄用以生產扁鋼錠,以便生產特殊鋼板和特厚板.在鋼錠軋制特厚板生產中,展寬軋制完成后,若按照正常情況轉鋼90°進行終軋,因頭尾錐度易使產品頭尾產生較大燕尾形[5-8],造成切損增加.本文提出鋼錠楔形軋制法,在展寬軋制之前的道次,計算鋼錠頭尾展寬后的寬度差異,在考慮側邊雙鼓形及邊部摺疊對成材率影響的基礎上,采用從鋼錠大頭采用壓下量逐漸減小的方式進行楔形變厚度軋制,從而達到展寬道次鋼錠小頭展寬量大于大頭展寬量的效果,增加終軋產品的矩形度,提高產品的成材率.
1 頭尾寬度變化分析
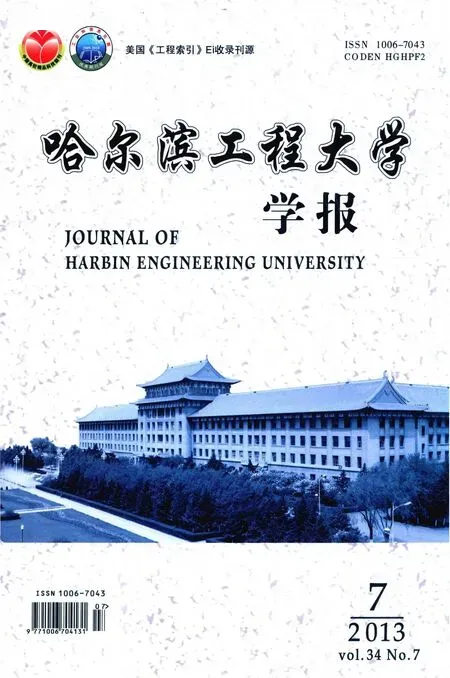
鋼錠生產特厚板過程中,先經除鱗箱除鱗后的鋼錠被送到立輥軋機軋制,消除部分寬度方向的錐度,再送給四輥軋機,大頭咬入縱軋,消除部分厚度方向的錐度,然后進入展寬階段進行展寬軋制.由于立輥消錐度過程中所產生的狗骨狀隆起部分,經過平輥軋制后產生回復[9-11],因此在進入展寬階段前,頭尾寬度差已發生較大變化.根據寬度形狀函數可計算出沿著長度方向上第i個點的狗骨回展量以及自由寬展量之和ΔRBi為
式中:Bi為鋼錠進入立輥前沿著長度方向上第i個點寬度,mm;bi為鋼錠立輥出口沿著長度方向上第i個點寬度,mm;ΔBi為沿著長度方向上第i個點立輥壓下量,mm;Hi為軋件沿著長度方向上第i個點入口厚度,mm;hi為軋件沿著長度方向上第i個點出口目標厚度,mm;Re為立輥直徑,mm.
在鋼錠軋制過程中,鋼板入口側的寬厚比對橫向流動因子αk有著非常重要的影響,寬厚比越大,橫向流動因子αk越小,實際生產過程中,針對不同展寬比的產品實測寬度進行數據擬合,其關系曲線如圖2.取寬厚比與橫向流動因子進行指數擬合得

式中:k1、k2為擬合系數;B0為軋件寬度,mm;h為軋件厚度,mm.
可得多道次大壓下量展寬系數為

式中:h0為入口厚度,mm;h1為出口厚度,mm;在展寬軋制后,大頭寬度為

式中:Bh0為頭部入口寬度,mm;hh0為頭部入口厚度,mm;hh1為頭部出口厚度,mm.小頭寬度B't為

式中:Bt0為尾部入口寬度,mm;ht0為尾部入口厚度,mm;ht1為尾部出口厚度,mm.
2 楔形軋制法
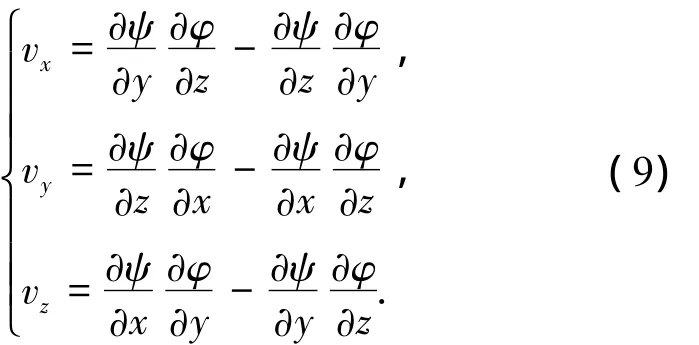
為了提高成材率,一些特定的平面形狀控制方法被引入特厚板生產中,如舞鋼4 200 mm厚板廠開發了咬邊返回軋制法和留尾軋制法,使成材率提高近3%.留尾軋制是由于錠身有錐度,錠尾有圓角,軋成鋼板的頭尾寬度不一,因而增加切邊量.故在軋件縱軋至一定厚度,軋件軋制到尾部時,留一段錠尾不軋,軋輥反轉退出,轉90°進行寬展軋制,消除軋件頭尾寬度的不等,該方法能滿足提高鋼錠軋制特厚板成材率的生產要求,可將鋼板的魚尾和頭中尾寬度差得到一定程度的降低,減少切頭、切尾、切邊,從而提高了厚板成材率,但上述方法均需要在手動軋鋼模式下完成,對操作人員操作水平要求較高,增加勞動強度,同時會造成轉鋼困難.由留尾軋制法得到啟示,在轉鋼前一道次采用楔形軋制法,由大頭至小頭壓下量逐漸減小的方式進行軋制,如圖3所示,然后轉鋼后進行展寬軋制,使得小頭的展寬量大于大頭的展寬量,從而得到了矩形度較好的終軋產品.
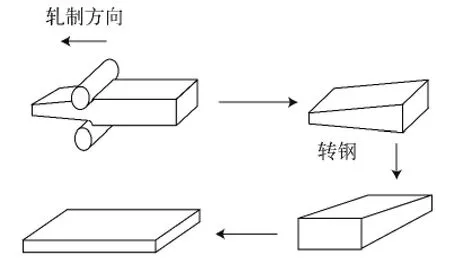
圖3 楔形軋制法示意Fig.3 W edge rolling
在楔形軋后的展寬階段,由于其邊部金屬存在一定程度的橫向流動,隨著軋制厚度的變化,邊部形狀呈現雙鼓形狀并發生摺疊現象.因此為了達到火切后的目標寬度,需要考慮雙鼓形及摺疊對目標寬度的影響.
在特厚板軋制過程中,由于不同軋件的表面摩擦狀態,如軋件表面的溫度高低或氧化鐵皮的殘留比例等,會導致不同金屬流動規律和不同的側鼓形,而幾何尺寸對特厚板側鼓形的影響主要體現在變形滲透性,壓下率與其滲透性近似呈正比例關系,壓下率越大,則變形滲透越深,而且不同的變形區產生的變形滲透程度也不同,因此需要分析并計算特厚板側邊的金屬單元應變速率以及塑性功,然后建立側邊雙鼓形形狀函數以及邊部摺疊深度函數.
對于軋件塑性變形需要滿足體積不變條件,并且速度場的散度等于零.因此,塑性變形問題可認為是無源場,采用流函數速度場進行上界法進行解析.平輥輥面與軸無關,則其流面函數為ψ1(x,z),而軋件側自由表面因有鼓形與x,y和z有關,則其表面流函數為φ1(x,y,z),如圖4所示,速度矢量可由2個流面的交線組成,為v=?ψ·?φ,采用流函數表示的三維速度場為根據體積不變原理,vx=v0h0b0/(b(x)h(x)),取ψz=v0h0/h(x),φy=-b0/b(x),分別進行積分并由邊界條件z=0時,ψ=0,當y=0,φ=0.

由式(9)~(11),基于流函數的三維速度場為
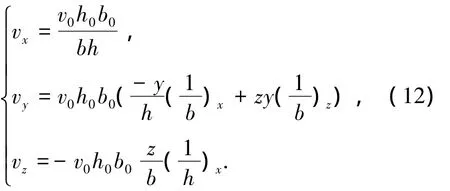
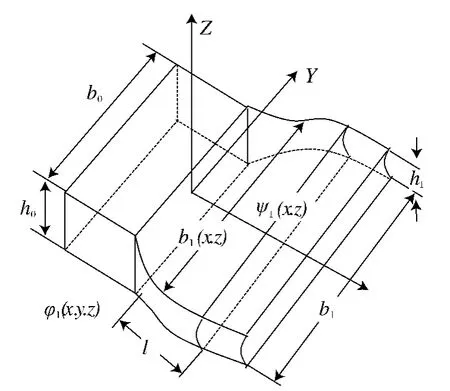
圖4 平板軋制分析示意Fig.4 plate rolling analytical graph
軋件側邊鼓形的寬度形狀函數應滿足如下條件,當b0/h0<0.5,邊部將出現單鼓形,否則會出現雙鼓形,其寬度形狀函數為

式中:f=1-4z/h,b0是入口寬度,mm;b1是軋件出口平均寬度,mm;l是軋件接觸弧長,mm;x是軋件變形區長度,mm.
由于特厚板的側邊鼓形主要取決于寬厚比b0/h,而影響展寬率εb=(b1-b0)/b0的主要因素是輥徑和坯厚的比值R/h0.根據生產實驗數據邊部凹入趨勢如圖5.
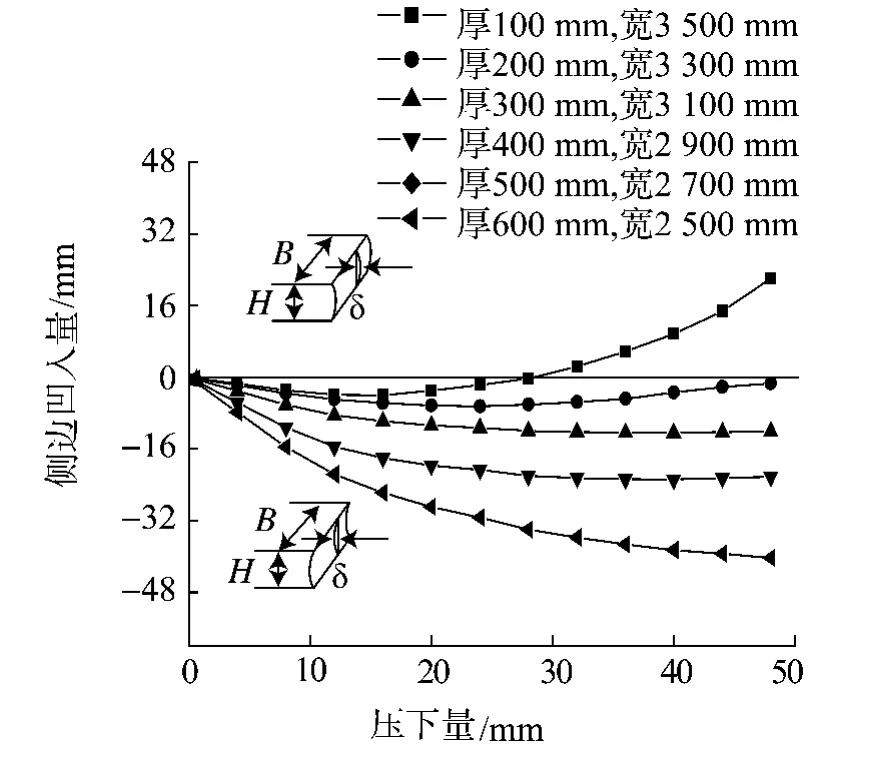
圖5 側邊凹入量趨勢Fig.5 Tendency chart of side indentation
在展寬軋制過程中,需要計算側邊摺疊深度函數,從邊部鼓形寬度形狀函數可計算摺疊深度函數如下

式中,αk橫向流動因子.
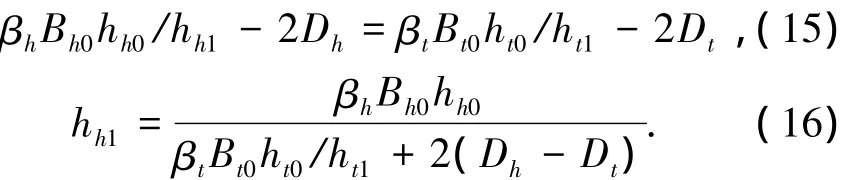
在軋制設備能力允許的前提下,設定尾部的壓下量為 Δht,則

由式(16)、(17)可計算出楔形度:

楔形軋制需要實現軋制過程軋件微跟蹤,利用實時反饋主電機實際速度和軋制過程中實時計算的前滑率,建立軋制過程中的微跟蹤模型.在軋制時間t內軋件軋出長度和輥面弧長具有如下關系:

式中:l為軋件軋出長度,lR為轉過的輥面弧長,f為前滑率,在計算機控制算法中將式(11)離散化,

式中:i為控制序列.楔形軋制的壓下量不斷變化,壓下率ri是壓下量Δhi的函數,軋輥壓扁半徑Ri'也是壓下量Δhi的函數,因此前滑模型可以表示為

由于中厚板軋制過程軋件溫度很高,軋件與軋輥的摩擦系數很大,可以采用全粘著條件的西姆斯前滑公式:
式中:kl為自學習系數;hi為軋件出口厚度,mm;R為軋輥半徑,mm;ri為軋制過程的壓下率.
3 楔形軋制法實際應用
在楔形軋制過程中,通過增加厚度計模型的精度,避免了由軋制力模型誤差所造成的軋制厚度誤差的問題.過程控制級提供目標厚度和預設定輥縫,由基礎自動化調整軋出厚度到目標厚度,軋輥的輥縫到設定輥縫[12].在基礎自動化級,厚度控制AGC和位置控制APC構成雙閉環控制的變厚度控制系統,APC是內環控制,AGC為外環控制,圖6是變厚度軋制過程實際應用控制圖,實際應用中考慮油膜厚度補償、軋輥偏心補償和手動干預輥縫補償,將補償量加到輥縫輸出上,然后由HGC完成輥縫調節.
圖6 楔形軋控制結構Fig.6 Diagram of wedge rolling control
以國內某4 300 mm厚,35 t錠型為例,其規格尺寸(大頭×小頭×長)為(2 140 mm×960 mm)×(2 090 mm×780 mm)×3 025 mm,鋼種為 Q345B,生產成品規格為200 mm×2 600 mm(厚×寬)的產品,切邊量為100 mm,熱態目標寬度為2 730 mm,四輥軋機最大軋制力為80 000 kN,立輥軋機最大軋制力為9 000 kN.
特厚板在變厚度軋制過程中的軋件微跟蹤需要計算各道次的動態設定點,計算各設定點的設定值,它包括各設定點的設定厚度hi(i=1,2,3…)、設定輥縫、預報軋制力和相鄰設定點之間的距離li(i=1,2,3…).將 hi、li數據代入式(12),最后得到各個設定點的前滑率.
楔形軋制過程輥縫進行帶載動態壓下,通過軋制過程的微跟蹤確定設定點位置,設定點處的輥縫以目標厚度計算輥縫為準,將設定點間的輥縫線性化,按照控制周期離散化設定點間的總輥縫變化量,沿長度方向輥縫實測曲線對比如圖7.采用楔形軋制技術前后寬度實測值對比曲線如圖8.
從圖8可以看到,楔形軋制技術投用后,沿著長度方向的實測寬度指標比投用前大幅度提高,在特厚板實際生產過程中,不同目標寬度在不同楔形度時所對應的成材率提高幅度如圖9.
從圖9可以看到,隨著楔形度的增加,特厚板成材率均有增大的趨勢,而當楔形度達到一定值后,成材率開始趨于穩定;在同一楔形度條件下,鋼板厚度越薄,鋼板的成材率越高,這是因為鋼板厚度越厚,金屬向邊部流動的趨勢越大,發生邊部摺疊的趨勢也就越大,從而增大了切邊量,降低了成材率.采集特厚板軋制一個月的實際數據進行數據統計,楔形軋制投用后成材率可提高3%~4%.
圖7 輥縫對比曲線Fig.7 Contrast curves of gap
圖8 寬度為2 600 mm的實測寬度對比曲線Fig.8 Contrast curve of measured width of 2 600 mm
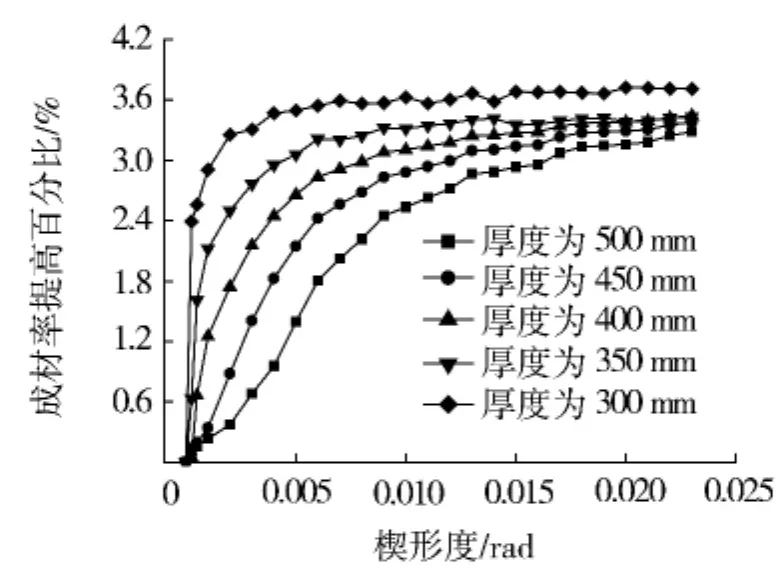
圖9 楔形度與成材率提高對比Fig.9 Contrast of wedge and yields increase percentage
4 結束語
本文主要針對鋼錠軋制特厚板軋制中頭尾錐度產生的寬度偏差,提出了楔形軋制方法.通過對鋼錠軋制中的頭尾寬度變化分析,建立了最佳矩形度條件下的楔形函數及微跟蹤方法.得到的主要結論如下:
1)軋件越厚且壓下量越小,越容易形成雙鼓形并產生邊部摺疊,在盡量減小邊部摺疊的同時,可調整楔形度來保證因側邊摺疊差異造成的過切損問題.
2)相對于咬邊返回軋制法和留尾軋制法,特厚板楔形軋制法更容易實現軋件的精確微跟蹤控制,成材率也更高.
3)特厚板楔形軋制方法在不增加設備成本和工藝成本的前提下,有效的提高了產品的成材率,具有良好的應用價值.
[1]MIKAEL J.An investigation of different strategies for thermomechanical rolling of structural steel heavy plates[J].ISIJ International,2006,46(8):1192-1199.
[2]PORTER D.Thermonechanical processing on hot strip and platemills[J].Ironmaking and Steelmaking,2001,28(2):164-169.
[3]李婧,趙德文,劉相華,等.Q345E-Z35高強度特厚鋼板的研制[J].軋鋼,2009,26(1):14-17.LI Jing,ZHAO Dewen,LIU Xianghua,et al.Development of Q345E-Z35 high strength ultra-heavy plate[J].Steel Rolling,2009,26(1):14-17.
[4]QISZ,ZHANG P J,DU L X ,et al.Controlled rolling and controlled cooling technology of ultra-high strength steel with 700 MPa grade[J].Journal of Iron and Steel Research International,2004,11(3):27-42.
[5]AKIRA A,YOSHIFUMI N,TAKAHIRO T.Prediction of effect of rolling speed on coefficient of friction in hot sheet rolling of steel using sliding rolling tribo-simulator[J].Journal of Materials Processing Technology,2009,2(10):110-115.
[6]劉相華,張廣基.變厚度軋制過程力平衡微分方程[J].鋼鐵研究學報,2012,24(4):10-13.LIU Xianghua,ZHANG Guangji.Force equilibrium differential equations for variable gauge rolling[J].Journal of Iron and Steel Research,2012,24(4):10-13.
[7]KAZUO S,SHIGEHIKO M.Computer systems for controlling steel plants[J].Mitsubishi Electric Advance,2000,92(12)21-26.
[8]MURPHY TM,JOHNSR L.On-line platemill process control computer replacement[J].Iron and Steel Engineer,1993,70(6):23-24.
[9]EVANSR D,ANDERSON D E,ZANNIJM,et al.Platemill automation at U.S.steel,Gary works[J].Iron and Steel Engineer,1993,70(3):44-49.
[10]ROMITO L,COZZI A.Developments in automation system design for steelplants[J].Steel Times International,1995,19(2):36,43-46.
[11]FELDMANN F,KERKMANN M.Process optimization for a 6-high universal reversing cold mill[J].MPT Metallurgical Plant and Technology International,2001,24(4):118-127.
[12]吳志強,劉相華,方智.帶材周期變厚度軋制控制系統開發[J]. 東北大學學報:自然科學版,2011,32(3):388-391.WU Zhiqiang,LIU Xianghua,FANG Zhi.Developing control systems for periodic variable gap rolling [J].Journal of Northeastern University:Natural Science,2011,32(3):388-391.