酸析法和堿析法處理草漿造紙黑液的效果對比
2013-10-22 08:07:00榮少鵬孫亞兵趙澤華
化工環保 2013年3期
關鍵詞:效果
榮少鵬,孫亞兵,趙澤華
(南京大學 環境學院污染控制與資源化國家重點實驗室,江蘇 南京 210046)
造紙工業以植物纖維為主要原料,生產過程中產生大量高濃度、難處理的廢水。造紙工業廢水是一種嚴重污染環境的工業污染源[1]。該廢水主要包括蒸煮制漿造紙黑液、洗漿廢水、漂白廢水和抄紙廢水等四大類[2]。其中蒸煮制漿造紙黑液對環境的污染最為嚴重,占整個造紙工業污染的90%。造紙黑液成分復雜,包括木質素、聚糖類化合物、揮發性有機酸鹽和無機化合物等[3]。溶解于造紙黑液中的木質素,使得造紙黑液不易降解且透明度極低,所以去除和資源化利用造紙黑液中的木質素不僅可使造紙黑液得到治理,還會帶來可觀的經濟效益[4]。
本工作探討了酸析法和堿析法對堿法草漿造紙黑液的處理效果,分析了兩種方法在處理效果上的差異及其原因,并進一步對比研究了絮凝劑對酸析和堿析后造紙黑液的絮凝效果。
1 實驗部分
1.1 材料、試劑和儀器
造紙黑液取自江蘇省某紙業公司黑液塘,其主要成分為堿、二氧化硅、木質素、纖維素、糖類等,特點是有機物含量高、色度高、可生化性差。造紙黑液主要物性參數見表1。

表1 造紙黑液主要物性參數
硫酸、氧化鈣:分析純;聚丙烯酰胺(PAM):相對分子質量3×106,化學純;聚合氯化鋁(PAC):10~80目,質量分數28%。
SC656型六聯攪拌器:武漢市梅宇儀器有限公司;PHS23C型酸度計:廣州滬瑞明儀器有限公司;752N型紫外-可見分光光度計:上海菁華科技儀器有限公司。
1.2 實驗方法
取200 mL造紙黑液,分別用硫酸或氧化鈣調節造紙黑液的pH,常溫下在160 r/min的轉速下快速攪拌3 min,然后在60 r/min的轉速下慢速攪拌10 min,靜止120 min后測定濾液的木質素含量、色度和COD。
絮凝實驗時,控制廢水溫度為55 ℃,調節造紙黑液pH,投加一定體積質量分數20%的 PAC溶液,在160 r/min的轉速下快速攪拌3 min,在60 r/min的轉速下慢速攪拌10 min,在慢速攪拌的過程中,投加5 mL 質量分數1% 的PAM溶液,靜置30 min后過濾測定木質素含量、色度和COD。
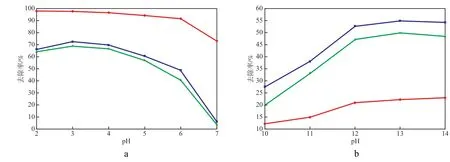
圖1 造紙黑液pH對酸析法(a)和堿析法(b)處理效果的影響
1.3 分析方法
采用重鉻酸鉀法測定COD[5];采用酸度計測定pH;采用分光光度計測定色度;采用稱重法測定木質素含量[6]。
2 結果與討論
2.1 造紙黑液pH對酸析法和堿析法處理效果的影響
常溫下,造紙黑液pH對酸析法(a)和堿析法(b)處理效果的影響見圖1。由圖1a可見:造紙黑液的木質素、COD和色度去除率均隨著造紙黑液pH的升高逐漸減小;當造紙黑液pH≤4時,木質素大量析出,使造紙黑液COD和色度去除率較高,當造紙黑液pH為3時,COD去除率達到72.0%,色度去除率達到97.7%,酸析后的溶液呈現淡黃色。由圖1b可見:當廢水pH在10~13時,木質素、COD和色度的去除率都隨著造紙黑液pH的升高而增大,其中色度去除率增幅較小;當造紙黑液pH為13時,COD去除率達到55.0%,色度去除率達到22.3%,堿析后的溶液依然呈黑色。
當造紙黑液pH≥6時,木質素基本無法析出,造紙黑液整體呈深黑色,基本不發生分層現象;而當造紙黑液pH為5時,黑液發生微弱分層,整體呈現灰色。這主要歸因于:當黑液中酸不過量時,造紙黑液中沒有足夠多的無機鹽離子壓縮酸木質素膠體的雙電層結構,因而酸木素膠體很難沉降[7-8]。而當造紙黑液pH為4時,黑液發生分層且清液呈現深黃色,分層后的上層清液約占總體積的1/7;當造紙黑液pH≤3時,造紙黑液分層更加明顯且清液呈現淺黃色,約占總體積的1/4。
對比兩種方法的處理效果,兩種方法都能取得較好的COD去除效果,酸析法在造紙黑液pH為3時COD去除率達到72.0%,堿析法在造紙黑液pH為13時COD去除率也達到55.0%。但是在色度的去除上兩種方法存在較大的差距,酸析法的處理效果明顯優于堿析法,其原因是黑液的色度只是由木質素造成[9],在酸性條件下木質素向不顯色或低色度的分子態轉化析出,造紙黑液pH為3時木質素的析出率為69.0%,從而降低了造紙黑液的色度;在堿性條件下,木質素的去除主要是通過與高價金屬離子發生螯合作用,木質素由于含有易螯合基團,是一種典型的多基配位體,因此有可能與調節黑液pH時投加的金屬陽離子生成兩處或更多處的環狀結構,形成具有螯合效應的“木質素螯合物”。但在實際應用中發現,木質素堿析后黏度變大,很難自然沉淀。木質素螯合物環狀結構內部的配位基團也不能得到飽和配位而使其表面帶電,使得木質素未被有效析出,使得造紙黑液色度下降不明顯。
2.2 酸、堿投加速率對酸析法和堿析法處理效果的影響
實驗中發現造紙黑液酸析過程中產生大量的泡沫,當酸投加速率較快時泡沫的產生量更大。而在堿析過程中泡沫產生量極少,偶有少量泡沫產生也是由于攪拌所致。在實際應用中,堿析法產生泡沫量較小無需考慮消泡問題,而酸析法產生的泡沫量難于控制,使得酸析反應設備有效容積利用率較低,且目前為止并無有效的消泡方法。分析泡沫產生的原因,一方面加酸后,反應生成大量氣體,導致廢水體積膨脹,反應式見式(1)~式(3)。
另一方面黑液中含有大量表面活性物質,會使水的表面張力減小,水中污染粒子嚴重乳化,表面ζ電位增高,此時起泡現象強烈,形成穩定泡沫[10]。
2.3 廢水溫度對酸析法和堿析法處理效果的影響
廢水溫度對酸析法(a)和堿析法(b)處理效果的影響見圖2。由圖2可見:隨著廢水溫度的升高,兩種處理方法的木質素、COD和色度去除率都有增大,其中COD的去除率增大較為明顯。隨著廢水溫度的升高,析出的木質素的顏色按棕褐色、土黃色、土灰色順序變淺。在25 ℃時,析出的木質素顆粒較為細小,隨著廢水溫度的升高,木質素凝聚速率加快、顏色變淺且凝聚顆粒變大,過濾也變得較為容易。在廢水溫度高于55 ℃后,木質素凝聚成團狀,廢水溫度繼續升高后結成大塊,過濾時濾速明顯加快。在55 ℃時,酸析法的木質素、COD和色度的去除率分別為75.0%、78.0%和97.9%,堿析法的木質素、COD和色度的去除率分別為63.4%、65.7%和27.0%。從操作和綜合經濟因素考慮,木質素的析出溫度控制在55 ℃左右為宜。

圖2 廢水溫度對酸析法(a)和堿析法(b)處理效果的影響
2.4 PAC加入量對酸析法和堿析法處理效果的影響
當廢水溫度為55 ℃時,PAC加入量對酸析法(a)和堿析法(b)處理效果的影響見圖3。
由圖3a可見,隨著PAC加入量的增加,造紙黑液的COD和色度去除率也逐漸增大。這是因為混凝處理過程中,PAC絮凝產生具有巨大表面積的絮體,吸附造紙黑液中的有機物共同沉降析出[11-13];當PAC加入量為45 mL/L時,木質素、COD和色度去除率分別為78.6%、79.5%和98.5%;但當PAC加入量大于等于45 mL/L時,造紙黑液COD和色度去除率變化不大,其原因在于,當PAC絮凝劑過量后,過量的絮凝劑會包裹離子表面吸附活性點,使絮凝劑的吸附架橋作用減弱,絮凝效果無法進一步提高甚至會降低。
由圖3b可見,隨著PAC加入量的不斷增加,造紙黑液的COD和色度去除率增加幅度較小,與酸析法相比,堿析法的處理效果不十分理想,當PAC的加入量達到45 mL/L時,黑液中木質素、COD和色度的去除率分別為60.6%、62.6%和27.2%。
兩種方法去除率有較大差距,原因在于:在強酸性條件下木質素轉變成難溶于水的分子狀態,而在強堿性條件下大部分木質素呈現離子狀態[3],PAC等絮凝劑對于水中的顆粒懸浮物有較好的絮凝效果,但對于處于離子態的污染物僅僅是靠絮體的包裹卷掃,去除效率較低。
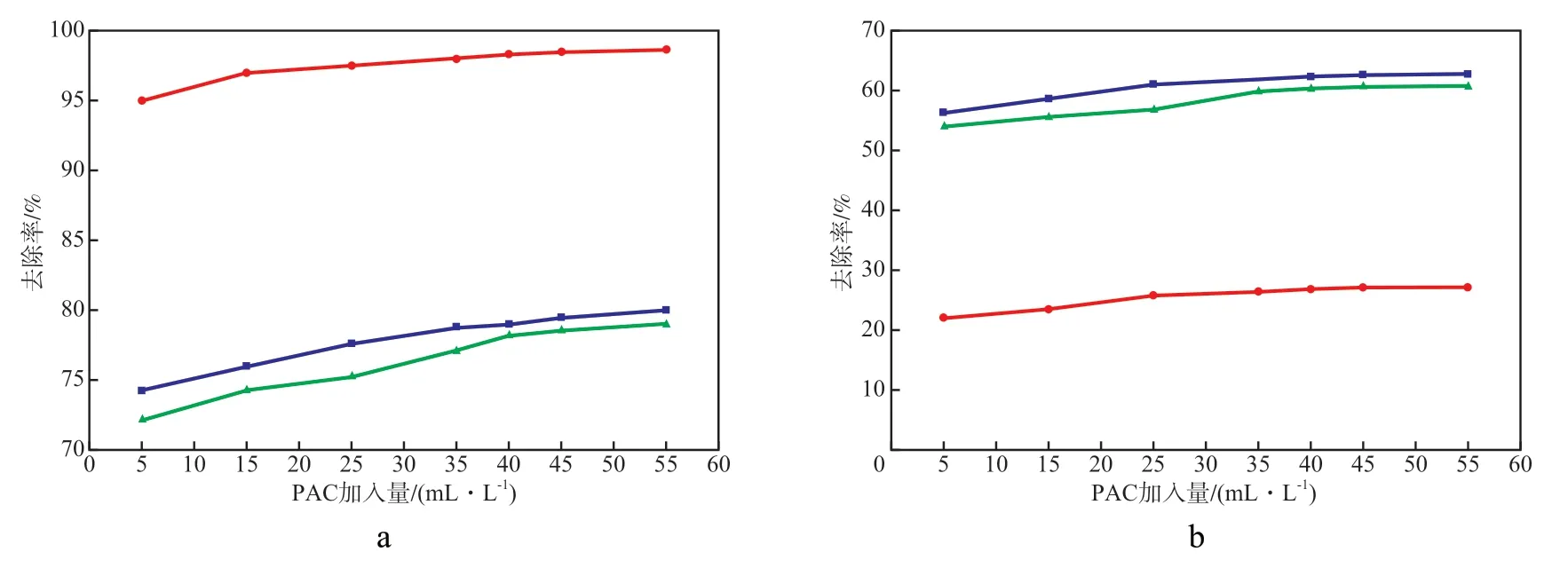
圖3 PAC加入量對酸析法(a)和堿析法(b)處理效果的影響
3 結論
a)對比了酸析法和堿析法對造紙黑液處理效果的影響。常溫下,在酸析法中,當造紙黑液pH為3時,COD去除率達到72.0%,色度去除率達到97.7%,酸析后的溶液呈現淡黃色;在堿析法中,當造紙黑液pH為13時,COD去除率達到55.0%,色度去除率達到22.3%,堿析后的溶液依然呈黑色。
b)在酸析過程中造紙黑液會產生大量的泡沫,使得酸析反應設備有效容積利用率較低。對于如何在酸析過程中有效地消除泡沫有待進一步研究。在堿析過程中的泡沫產生量較少,可以不予考慮。
c)廢水溫度對木質素的析出具有一定的影響,廢水溫度的升高能夠提高木質素的析出效率,析出的木質素顏色變淺,顆粒增大。
d)當廢水溫度為55 ℃時,酸性條件下,PAC絮凝劑能使木質素絮體很快凝聚,且分層效果明顯,可有效改善造紙黑液的過濾性能,當PAC加入量為45 mL/L時,COD去除率可以達到79.5%,色度去除率為98.5%。堿性條件下,PAC對造紙黑液處理效果不十分理想。
[1]蔣挺大.木質素[M].北京:化學工業出版社,2001:1-15 .
[2]蔡超,于輝.酸析-絮凝法處理造紙黑液[J].遼寧化工,2006,35(8):479-481.
[3]淡勇,薛向東.造紙黑液中堿木質素的析出探討[J].西北大學學報:自然科學版,2004,34(3):311-313.
[4]Eriksson H,Harvc S.Black liquor gasifi cation:Consequences for both industry and society[J].Energy,2004,29(4):581-612.
[5]全國文獻工作標準化技術委員會第七分會.GB11914—1989水質化學需氧量的測定 重鉻酸鹽法[S].北京:中國標準出版社,1989.
[6]蘇同福,高玉珍,劉霞,等.木質素的測定方法研究進展[J].河南農業大學學報,2007,41(3):356-362.
[7]戴友芝.堿法草漿黑液酸析回收木質素[J].環境科學與技術,1995(68):40-42.
[8]李曄,許士洪,彭長琪,等.PAFCS對造紙黑液處理效果的研究[J].武漢理工大學學報,2003,25(8):29-31.
[9]王三反,張國俊,薛向東,等.木質素及造紙黑液的堿析法處理機理[J].中國給水排水,2002,18(6):51-53.
[10]徐海升,蒲春生,薛崗林.造紙黑液治理技術在三次采油中資源化利用[J].石油鉆采工藝,2007,29(4):71-74.
[11]王媛,譚蕾,曾祥欽,等.草漿造紙黑液酸析木質素后濾液的混凝處理[J].貴州工業大學學報:自然科學版,2003,32(2):24-27.
[12]黃江麗,徐農,施漢昌,等.用膜分離技術處理草漿黑液[J].化工環保,2004,24(增刊):224-226.
[13]趙劍宇,田凱,趙璟輝.造紙工業廢水凈化新工藝[J].化工環保,2004,24(1):230-233.
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學生學習指導(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學生學習指導(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11
