電磁超聲鑄軋AZ31B鎂合金板的熱拉深性能
2013-10-21 00:57:10李建平毛大恒扶宗禮
機(jī)械工程材料 2013年4期
李建平,肖 瓊,毛大恒,扶宗禮,石 琛
(中南大學(xué)高性能復(fù)雜制造國家重點(diǎn)實(shí)驗(yàn)室,長沙 410083)
0 引言
鎂合金具有密度低、比強(qiáng)度和比剛度高、易于機(jī)加工和易于回收再利用等優(yōu)點(diǎn),在眾多領(lǐng)域得到越來越廣泛的應(yīng)用[1-2]。然而鎂合金晶體結(jié)構(gòu)為密排六方,滑移系少,低溫塑性差,用傳統(tǒng)軋制工藝制備板材困難,成材率低,成本高,制約了其應(yīng)用[3-4]。連續(xù)鑄軋具有高效、節(jié)能、流程短和組織細(xì)化等優(yōu)點(diǎn),已受到國內(nèi)外學(xué)者的廣泛關(guān)注[5-6]。近年來,鎂合金鑄軋技術(shù)不斷提高,鑄軋板材的性能越來越好,特別是在鑄軋過程中施加電磁場和超聲場后,鎂合金板材的晶粒可以得到明顯細(xì)化,且偏析顯著減少,這使得鑄軋生產(chǎn)出的鎂合金板材進(jìn)行拉深加工成為可能[7-10]。
沖壓成形是一種生產(chǎn)效率高、產(chǎn)品性能好的加工方法,而鎂合金板材的沖壓成形工藝更是具有產(chǎn)品力學(xué)性能優(yōu)異、產(chǎn)品輕量化及環(huán)保等優(yōu)勢;但鎂合金的室溫沖壓成形性能差,沖壓時(shí)容易開裂,極限拉深比(LRD)較低。為改善鎂合金的沖壓性能,國內(nèi)外專家對鎂合金的深沖進(jìn)行了一系列研究。Yoshihara等[11]采用局部加熱和冷卻技術(shù)結(jié)合可變壓邊力技術(shù)沖壓成形的AZ31 鎂合金的極限拉深比(LRD)可達(dá)5.0以上。Yasumasa等[12]研究發(fā)現(xiàn)交叉軋制修正了AZ31鎂合金板的(0002)織構(gòu)并細(xì)化了晶粒,使AZ31板具有較好的沖壓成形性。陳振華等[13]研究指出在200~275 ℃溫度范圍內(nèi)AZ31鎂合金薄板具有較好的成形性能。目前,關(guān)于鎂合金沖壓性能的文章已屢見不鮮,但是有關(guān)鎂合金鑄軋板材熱拉深成形工藝的研究報(bào)道甚少,而關(guān)于鎂合金電磁超聲鑄軋板材的熱拉深性能研究更是未見報(bào)道。為此,作者對電磁超聲鑄軋AZ31B鎂合金板經(jīng)過后續(xù)多道次溫軋后的顯微組織、織構(gòu)和熱拉深性能進(jìn)行了研究,以優(yōu)化鎂合金塑性變形工藝、改善鎂合金的延性和強(qiáng)度,探索開發(fā)適合工業(yè)化生產(chǎn)的高性能變形鎂合金加工工藝。
1 試樣制備與試驗(yàn)方法
1.1 試樣制備
先把工業(yè)純鎂、純鋁、純鋅按相應(yīng)比例配料后置于容量為200kg電阻式坩鍋爐內(nèi)進(jìn)行熔煉(溫度為690~705 ℃)并保溫40min,熔煉過程中坩鍋爐內(nèi)通入氬氣,防止鎂熔體被氧化和燃燒;然后使鎂熔體通過流槽、前箱(溫度保持在670~680℃)、過橋、鑄嘴等,最后流入φ400 mm×500 mm 水平式雙輥鑄軋機(jī),分別進(jìn)行鎂合金板帶的普通和電磁超聲鑄軋?jiān)囼?yàn),成功制備出寬200mm、厚5 mm,邊部整齊、表面光亮的AZ31B 鎂合金板帶。電磁超聲鑄軋?jiān)囼?yàn)時(shí),在鑄嘴處鎂熔體的正上方插入超聲波變幅桿,另通入交變電流使磁化器線圈產(chǎn)生電磁場,其中超聲場功率為250~300 W,電磁場磁感應(yīng)強(qiáng)度為0.5~0.6T。AZ31B鎂化學(xué)的合金成分見表1。

表1 AZ31B鎂合金的化學(xué)成分(質(zhì)量分?jǐn)?shù))Tab.1 The chemical compositions of AZ31B Mg alloy(mass) %
將制備的5 mm 厚的兩種AZ31B 鎂合金鑄軋板分別在φ320mm×500mm 冷軋機(jī)上以相同工藝進(jìn)行7道次溫軋,制得1.3mm 厚的薄板。其中,軋制溫度約250 ℃,前三個(gè)道次壓下量約為20%,后四個(gè)道次壓下量約為15%。每道次軋制前鑄軋板均實(shí)施均勻化退火,置于KSW-4D-C型電爐中加熱至250 ℃,保溫約40min。
1.2 試驗(yàn)方法
在1.3mm 的終軋薄板上取樣,用Leica DMI 5000M 型光學(xué)顯微鏡進(jìn)行顯微組織觀察,浸蝕劑配方為5g 苦味酸+5g 冰醋酸+10 mL 蒸餾水+80mL無水乙醇。
在D8DISCOVER 型X 射線衍射儀(XRD)上對終軋薄板進(jìn)行晶粒取向分析,采用銅靶Ka射線,管電壓為40kV,管電流為40mA,采用反射法,測量范圍α為0~75°,β為0~360°,測量步長5°。測試四個(gè)不完整極圖的數(shù)據(jù),經(jīng)過背底扣除、散焦校正后,采用Bunge的球諧級數(shù)展開方法計(jì)算取向分布函數(shù)(ODF),計(jì)算過程使用Tex evaluate軟件完成,結(jié)果以恒φ2(φ2=0°,5°,…,60°)截面圖來表示。φ1、φ、φ2 分別為鎂合金織構(gòu)測定中使用的邦厄(Bunge)定義的歐拉角。
熱拉深試驗(yàn)在WPL-250型動(dòng)靜萬能試驗(yàn)機(jī)上完成,所用模具為自制的圓筒拉深模具,結(jié)構(gòu)見圖1,主要尺寸參數(shù)見表2。在1.3mm 的終軋薄板上取圓形的拉深試樣,將其裝入拉深模具,在KSW-4D-C型電爐中加熱至所需溫度后,恒溫10min以均勻整個(gè)模具的溫度場,溫度精確控制在±5 ℃。潤滑劑采用石墨和機(jī)油混合液。試驗(yàn)過程中采用恒定壓邊力設(shè)置,即將壓邊力設(shè)置在抑制板料起皺的臨界值,并在拉深過程中保持此值不變,由此消除壓邊力對于鎂合金板料沖壓成型性能的影響。熱拉深時(shí)采用合適的恒定拉深速度,為10mm·min-1。
2 試驗(yàn)結(jié)果與討論
2.1 顯微組織
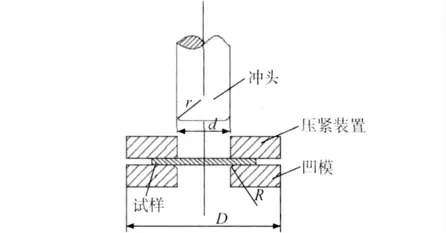
圖1 模具結(jié)構(gòu)Fig.1 Structure of mould
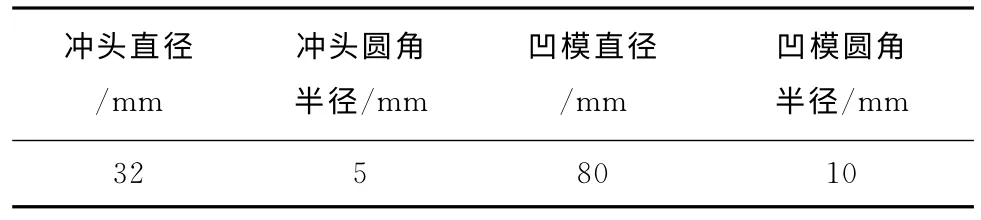
表2 模具的尺寸參數(shù)Tab.2 Dimensions of mould
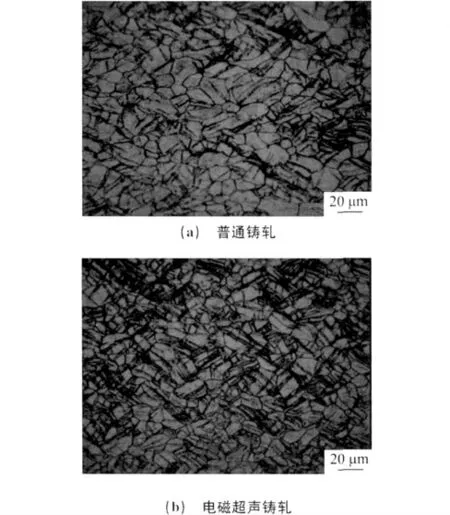
圖2 兩種鑄軋終軋鎂合金薄板的顯微組織Fig.2 Microstructure of Mg alloy sheets by general cast-rolling(a)and electromagnetic field and ultrasonic field cast-rolling(b)
由圖2可見,兩種鑄軋鎂合金終軋薄板均出現(xiàn)不同程度的孿晶,在大晶粒和孿晶附近都有細(xì)小的動(dòng)態(tài)再結(jié)晶晶粒出現(xiàn);電磁超聲鑄軋終軋薄板的平均晶粒尺寸為10~12μm,小于普通鑄軋終軋薄板的平均晶粒尺寸(14~16μm),且細(xì)小的再結(jié)晶晶粒分布較多,孿晶也明顯多于普通鑄軋終軋薄板的。
2.2 織 構(gòu)
由于鎂合金六方結(jié)構(gòu)的六次對稱性及軋制織構(gòu)分布的規(guī)律性,可選φ2=0°和φ2=30°的ODF 截面圖來分析其晶粒取向分布情況。由圖3可知,兩種鑄軋鎂合金板經(jīng)過7個(gè)道次的溫軋后形成了強(qiáng)的基面織構(gòu),電磁超聲鑄軋終軋薄板中還有少量的棱柱面織構(gòu)存在,且基面織構(gòu)強(qiáng)度要弱于普通鑄軋終軋薄板的。由圖4,5可見兩種鑄軋終軋板的主要織構(gòu)分布情況。從φ為0~15°的基面織構(gòu)和近基面織構(gòu)分布來看,電磁超聲鑄軋的終軋薄板基面織構(gòu)取向密度明顯低于普通鑄軋的終軋薄板的。從φ為35~70°的錐面織構(gòu)分布來看,電磁超聲鑄軋的終軋薄板的錐面織構(gòu)取向密度略高于普通鑄軋的終軋薄板的。從φ為80~90°的棱柱面和近棱柱面織構(gòu)分布來看,電磁超聲鑄軋終軋薄板的棱柱面織構(gòu)取向密度高于普通鑄軋終軋薄板的。
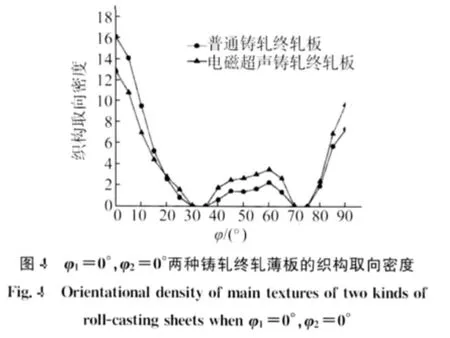
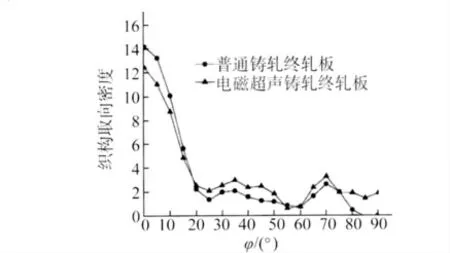
圖5 φ1=0°,φ2=30°兩種鑄軋終軋薄板的織構(gòu)取向密度Fig.5 Orientational density of main textures of two kinds of roll-casting sheets whenφ1=0°,φ2=30°
2.3 熱拉深性能
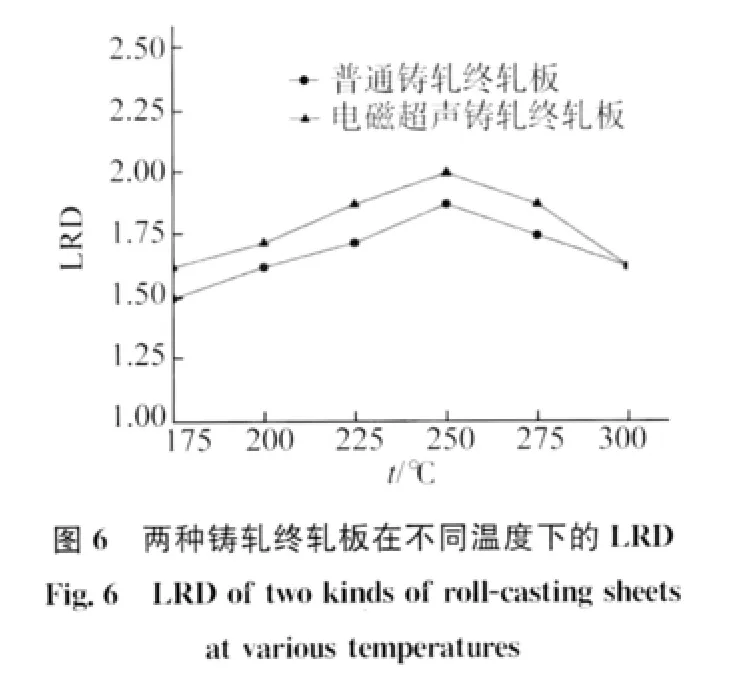
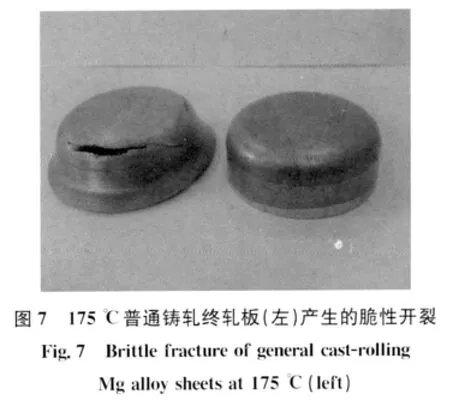
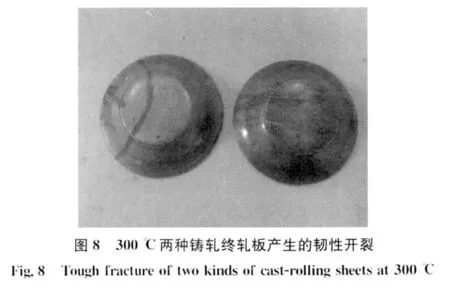
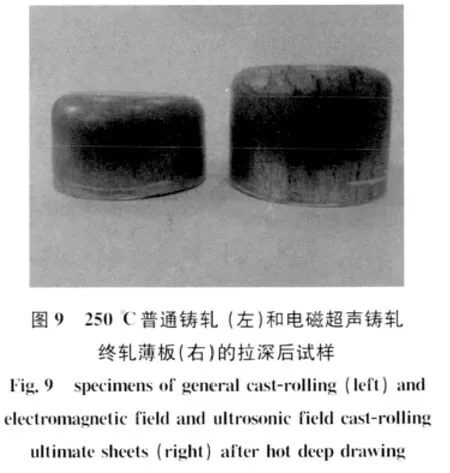
由圖6可知,在175~250 ℃之間,兩種鎂合金終軋薄板的LRD 隨著溫度的升高而增大。這是由于低溫時(shí)鎂合金的塑性變形能力差,沖頭克服鎂合金流動(dòng)變形所需應(yīng)力大,鎂合金板容易產(chǎn)生脆性斷裂(見圖7);隨著溫度的升高,鎂合金的非基面滑移系被激活,塑性變形能力顯著增強(qiáng)。在250~300℃之間,兩種鎂合金終軋薄板的LRD 值隨著溫度的升高反而減小,因?yàn)殡S著溫度的繼續(xù)上升,板料的強(qiáng)度降低,應(yīng)變硬化能力減弱,當(dāng)鎂合金板在沖頭圓角處的等效屈服應(yīng)力低于沖頭圓角處應(yīng)力時(shí),就容易出現(xiàn)韌性斷裂(見圖8)。由圖9可見,250℃左右時(shí)沖出的杯形基本沒有制耳,此時(shí)電磁超聲鑄軋終軋板的LRD 達(dá)到2.0,而普通鑄軋終軋板的LRD達(dá)到1.875,拉深性能最好,故250 ℃左右為電磁超聲鑄軋終軋薄板與普通鑄軋終軋薄板的合理拉深溫度。電磁超聲鑄軋終軋薄板的熱拉深性能在整個(gè)試驗(yàn)溫度區(qū)間均優(yōu)于普通鑄軋終軋薄板的,這歸因于晶粒和織構(gòu)的差異。電磁超聲鑄軋終軋薄板的晶粒細(xì)小,晶界多,而晶界能有效阻礙位錯(cuò)的滑移,容易在晶界前方形成應(yīng)力集中使得更多的滑移系被激活,同時(shí)晶界滑移(GBS)變得容易使鎂合金板的整體變形均勻,塑性變形能力得到提高;電磁超聲鑄軋終軋薄板的基面織構(gòu)較弱,錐面織構(gòu)略強(qiáng),這有助于減弱鎂合金的各向異性和幾何硬化,提高鎂合金塑性變形能力。
3 結(jié)論
(1)AZ31B鎂合金電磁超聲鑄軋終軋薄板的平均晶粒尺寸為10~12μm,小于普通鑄軋終軋薄板的平均晶粒尺寸(14~16μm),且細(xì)小的再結(jié)晶晶粒分布較多,孿晶較明顯。
(2)電磁超聲鑄軋終軋薄板與普通鑄軋終軋薄板相比,基面織構(gòu)取向密度較低,錐面和棱柱面織構(gòu)取向密度較高。
(3)電磁超聲鑄軋終軋薄板的熱拉深性能在175~300 ℃之間均優(yōu)于普通鑄軋終軋薄板的,且250 ℃左右的LRD 達(dá)到最大2.0,此時(shí)普通鑄軋終軋薄板的LRD 也最大,為1.875。
[1]AGHION E,BRONFIN B.Magnesium alloys development towards the 21st century[J].Materials Science Forum,2000,350/351:19-28.
[2]FRIEDRICH H,SCHUMANN S.Current and future use of magnesium in the automobile industry[J].Materials Science Forum,2003,419/422:51-56.
[3]余琨,黎文獻(xiàn),王日初,等.變形鎂合金研究、進(jìn)展及應(yīng)用[J].中國有色金屬學(xué)報(bào),2003,13(2):277-287.
[4]SLOOF F F,ZHOU J,DUSZCZYK J,etal.Constitutive analysis of wrought magnesium alloy Mg-Al4-Zn1[J].Scripta Materialia,2007,57(8):759-762.
[5]婁花芬,汪明樸,唐寧,等.AZ31B鎂合金的鑄軋組織及其相關(guān)變形機(jī)制[J].中國有色金屬學(xué)報(bào),2008,18(9):1584-1589.
[6]PARK S S,OH Y S,KANG D H,etal.Microstructural evolution in twin-roll strip cast Mg-Zn-Mn-Al alloy[J].Materials Science and Engineering:A,2007,449/451:352-355.
[7]李婷,毛大恒,李建平,等.AZ31B 鎂合金電磁鑄軋實(shí)驗(yàn)研究[J].熱加工工藝,2010,39(15):1-4.
[8]XU G M,BAO W P,CUI J Z.Effect of magnetostatic field on the microstructure of magnesium alloys ZK60[J].Transactions of Nonferrous Metals Society of China,2003,13(6):1270-1273.
[9]李建平,胡建冰,毛大恒,等.超聲波輔助鑄軋AZ31鎂合金板帶的實(shí)驗(yàn)研究[J].華中科技大學(xué)學(xué)報(bào),2010,38(12):1-4.
[10]GAO D M,LI Z J,HAN Q Y,etal.Effect of ultrasonic power on microstructure and mechanical properties of AZ91 alloys[J].Materials Science and Engineering:A,2009,502:2-5.
[11]YOSHIHARA S,YAMAMOTO H,MANABE K,etal.Formability Enhancement in magnesium alloy deep drawing by local heating and cooling technique[J].Journal of Materials Processing Technology,2003,143/144:612-615.
[12]YASUMASA C,KENSUKE S,AKIRA K,etal.Microstructure and press formability of a cross-rolled magnesium alloy sheet[J].Materials Letters,2007,61:1504-1506.
[13]陳振華,程永奇,夏偉軍,等.AZ31鎂合金薄板熱拉深工藝研究[J].湖南大學(xué)學(xué)報(bào),2005,32(1):83-86.
