沖壓鉚接技術在電器產品中的應用
2013-10-16 09:22:32高一浪吳文新
環境技術 2013年4期
高一浪,吳文新
(廣東美的制冷設備有限公司,佛山 528311)
引言
電器產品的設計與制造已逐步向精細化方向邁進,企業通過技術創新在不斷提升產品力,追求產品美觀、內部精細、結構可靠和性能最優以為企業發展的大趨勢。隨著新技術、新工藝和新材料的應用與發展,使得沖壓鉚接技術的優勢日益明顯,其已在電器產品上逐步替代傳統的電阻點焊。
1 電阻點焊的原理與存在的不足
電阻點焊是將焊件疊成搭接,放置在兩柱狀電極之間予以適當壓力,并且電流與電阻產生電阻熱后熔化母材金屬,形成溶核的焊接方法。見圖1電阻電焊。
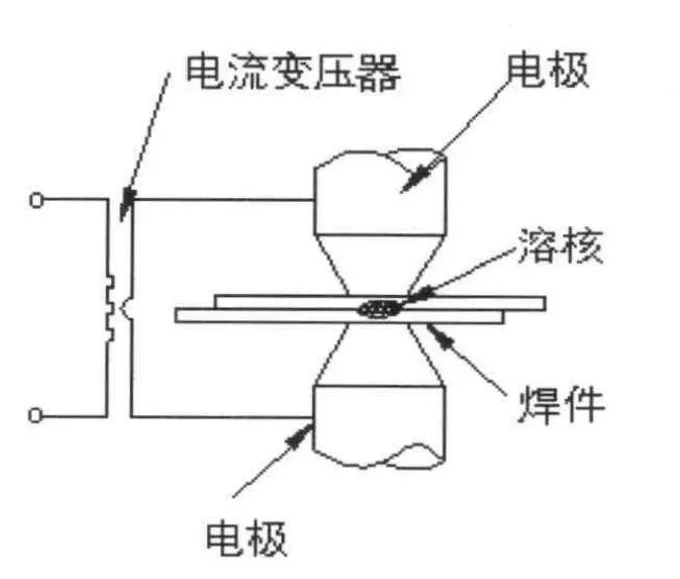
圖1 電阻點焊
電阻點焊在焊接過程中,焊接電流、通電時間和電極壓力以及電極頂部直徑等焊接參數,直接影響溶核的形成。以上焊接參數的結合方式幾乎有無數種,而且電極頂部直徑隨著焊接次數的增加而產生變形,電源狀態和水冷狀態變化都會改變焊接結果。所以電阻點焊對人員調試和操作的熟練程度要求比較高。然而在電器產品如空調上使用的鍍鋅板的板厚一般為0.5~2mm,電阻點焊的焊接電流為1500~8500A,焊接時間為0.02~0.2S,焊接壓力為0.1~0.45Mpa,所以焊接參數調試的范圍相對較窄,因此要求焊接人員的技術水平就相對更高。
電阻點焊需要復雜的工藝控制方法才能保證品質穩定,若過程控制不當,就會產生以下不同類型的缺陷:①焊穿;②虛焊;③板材翹曲;④裂紋;⑤表面飛濺引起的毛刺;⑥氣孔;⑦壓痕過深;⑧燒痕;⑨邊緣焊點;⑩漏焊。同時,成熟的焊接品質評判方法目前只有外觀目視和剝離破壞性檢驗,所以加大了品質控制的難度。
焊接時飛濺會灼傷人員,焊接人員需配備勞動保護用品;同時還會點燃周圍易燃物,焊接現場須有防火安全措施。因為焊接產生的煙塵和一氧化碳對人體有害的,所以焊接場地需要有配套的換氣裝置。故焊接制造成本較高,能源消耗較大,不利于環保。
2 沖壓鉚接的原理與優勢
沖壓鉚接是利用沖壓設備和模具,使板材或鉚釘產生塑性變形,形成連接點的加工方式。沖壓鉚接分為無鉚連接和有鉚連接。無鉚連接實際應用有翻孔鉚接和TOX鉚接,有鉚連接實際應用有螺母鉚接和螺栓鉚接。
沖壓鉚接強度是依靠沖壓設備的行程和模具限位來保證,對調試和操作人員的技術水平和熟練程度要求不高,品質控制可按普通沖壓制件進行首檢和過程控制,沖壓鉚接質量穩定,不需采用破壞性檢驗,檢測方法簡單實用。
連接點的外觀一致且精美,無毛刺變形小,表面不需人工涂制油漆,防腐性能優于電阻點焊;工作環境無污染,能源消耗低,對員工不造成負面因素。
沖壓鉚接可同時單點或多點連接,自動化程度高,可實現無人或少人化生產,生產效率大幅提升。
3 沖壓鉚接的應用
3.1 翻孔鉚接
翻孔鉚接是在板件上沖圓孔和翻孔,并使翻孔產生塑性變形,從而形成連接點的沖壓鉚接方式。
第1步:在板件A上沖圓孔;第2步:在板件B上沖30°的錐形翻孔;第3步:板件A上的圓孔套入板件B上的翻孔并疊放在模具上;第4步:板件B上的翻孔通過模具產生翻邊并鉚死板件B,形成翻孔連接。見圖2翻孔鉚接。
3.1.1 應用實例
在兩件掛板上先沖制4個翻孔,連接板沖制4個圓孔,然后把掛板和連接板放置在模具上,通過模具上的定位保證掛板與連接板的相對位置,一次沖壓完成4個翻孔鉚接點并連接成空調掛墻板。見圖3掛墻板翻孔鉚接。
3.1.2 翻孔鉚接模
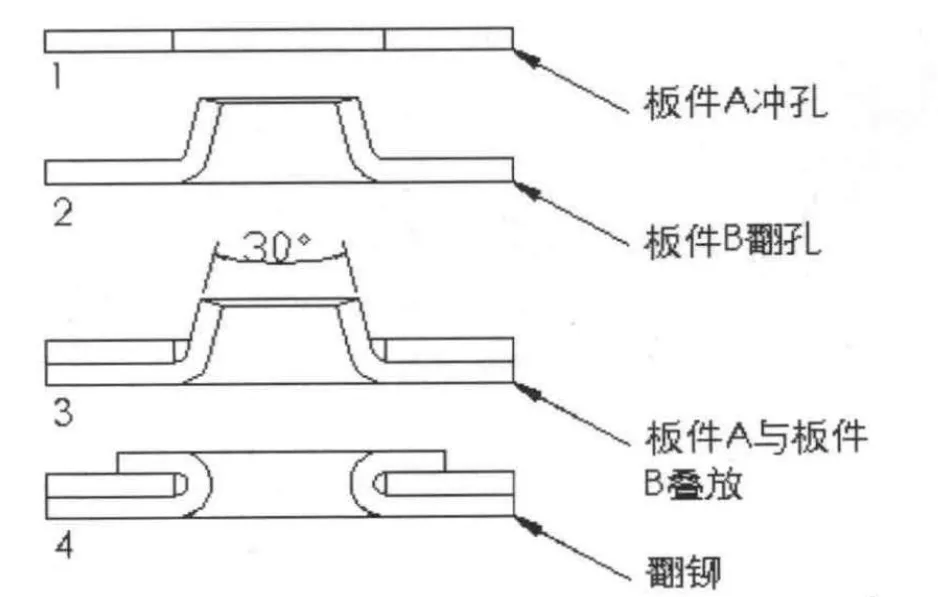
圖2 翻孔鉚接
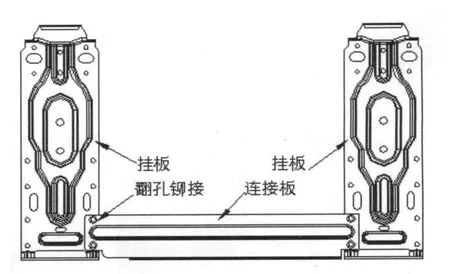
圖3 掛墻板翻孔鉚接
板件放置在模具上并依靠模具定位釘定位;模具下行,壓料板下壓板件,防止材料表面起皺;然后沖針下行接觸板件,與凹模共同作用,使翻孔產生塑性翻邊,形成翻孔鉚接點。模具上行,沖針和壓料板脫離板件,取出鉚接好的零件,完成翻孔鉚接動作。模架保證模具上、下準確運動,限位柱限止模具下行深度,從而控制鉚接強度。見圖4翻孔鉚接模。
3.2 TOX鉚接
TOX鉚接是通過沖壓模具對板件進行冷擠壓,使得兩個板件本身材料發生擠壓塑性變形,形成鑲嵌式圓形連接點的沖壓鉚接方式。
第1步:凸模下行接觸板材;第2步:凸、凹模相互作用,兩件板材發生擠壓塑性變形,產生相互鑲嵌和材料變薄;第3步:凸、凹模脫離板件,形成圓形TOX鉚接點。見圖5 TOX鉚接。
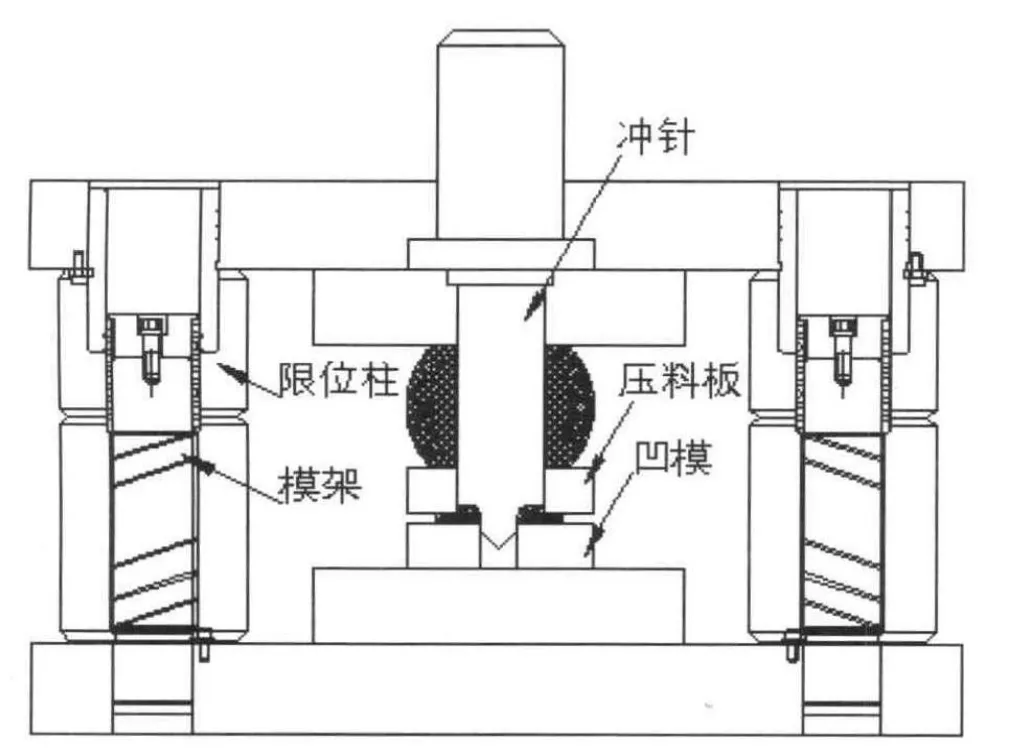
圖4 翻孔鉚接模
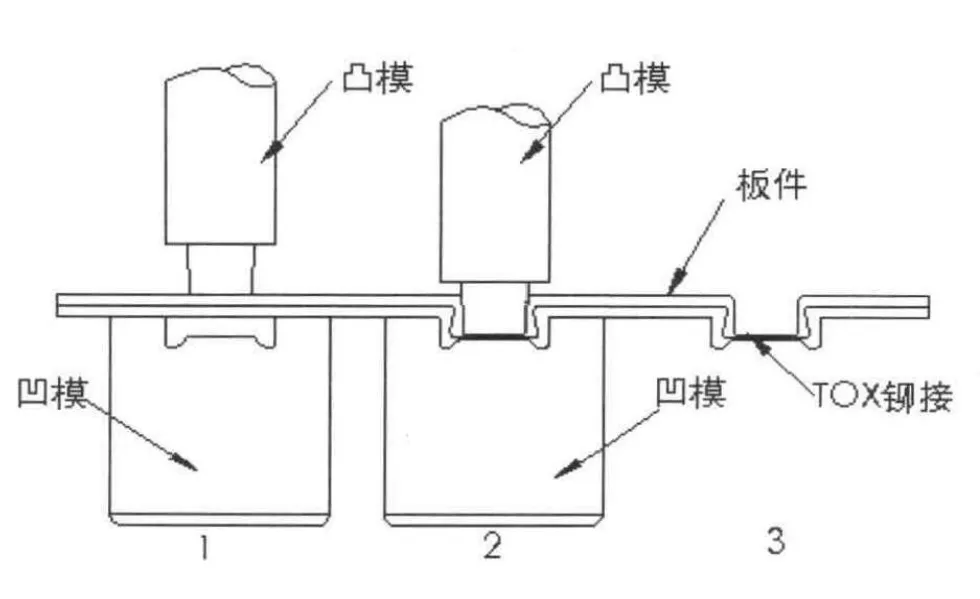
圖5 TOX鉚接
3.2.1 應用實例
電機安裝板與柜機背板先進行定位,然后把組件放置在模具上進行TOX鉚接,形成柜機背板組件。見圖6柜機背板組件TOX鉚接。
兩件底腳先放置模具上進行定位,然后放置外機底盤,在模具上進行TOX鉚接,形成外機底盤組件。見圖7 外機底盤組件 TOX鉚接。
3.2.2 TOX鉚接模
板件放置在模具上,模具下行時壓料板下壓板件,以防止板件起皺;然后凸模下行接觸板件,與凹模共同作用,使得兩個板件本身材料發生擠壓塑性變形,形成鑲嵌式的圓形連接點。模架保證模具上、下準確運動,限位柱限止模具下行深度,從而控制TOX鉚接強度。模具上行,凸模和壓料板脫離板件,取出鉚接件,完成TOX鉚接動作。見圖8 TOX鉚接模。
3.3 螺母鉚接
螺母鉚接是在板件圓孔上放置螺母,使圓孔與螺母產生塑性變形,從而達到固定螺母的沖壓鉚接方式。

圖6 柜機背板組件TOX鉚接

圖7 外機底盤組件TOX鉚接
第1步:在板件上沖制圓孔;第2步:把圓柱形的六角頭螺母放入孔內;第3步:利用沖壓模具使螺母緊壓到板件上,即螺母的六角頭壓入板材內,在X-Y方向上限制了螺母的轉動;同時板件產生塑性擠壓后,材料被壓入螺母的退刀槽內,使得螺母在Z方向受到限制,從而把螺母固定在板件上。見圖9螺母鉚接。
3.3.1 應用實例
柜機背板上放置螺母后,把定位好的組件放置在模具上進行鉚接,使螺母與柜機背板產生固定連接。見圖10 柜機背板螺母鉚接。
3.3.2 螺母鉚接模
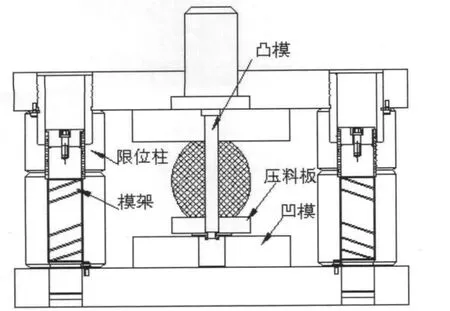
圖8 TOX鉚接模

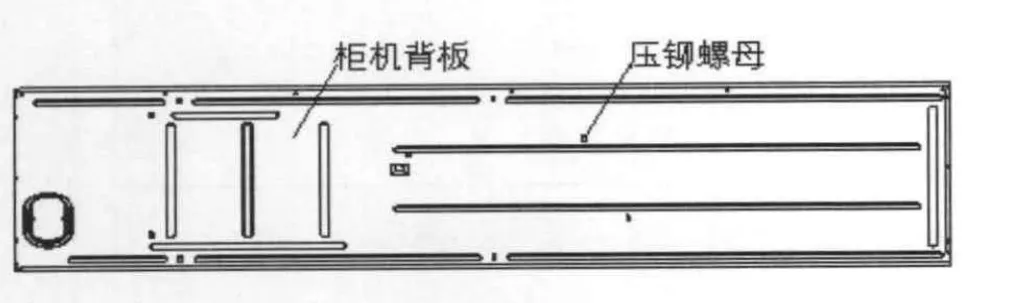
圖10 柜機背板螺母鉚接
螺母放置在板件圓孔內,模具下行時壓料板下壓瓣式滑塊,瓣式滑塊受力后向內收緊形成閉環;然后沖針下行與瓣式滑塊共同作用,使得板件材料發生擠壓塑性變形后,螺母與板件產生固定連接。模具上行,凸模和壓料板脫離下模,瓣式滑塊上行張開,取出鉚接件,完成螺母鉚接動作。見圖11 螺母鉚接模。
3.4 螺栓鉚接
螺栓鉚接是在板件圓孔上放置螺栓,使板材與螺栓頭部產生塑性變形,從而達到固定螺栓的沖壓鉚接方式。
第1步:在板件上沖制圓孔;第2步:把圓柱形的螺栓放入孔內;第3步:利用沖壓模具使螺栓緊壓到板件上,即螺栓的三角形筋壓入板材內,在X-Y方向上限制了螺栓的轉動;同時螺栓頭部的筒壁產生翻邊,限制了螺栓在Z方向的運動,從而把螺栓固定在板件上。見圖12 螺栓鉚接。
3.4.1 應用實例
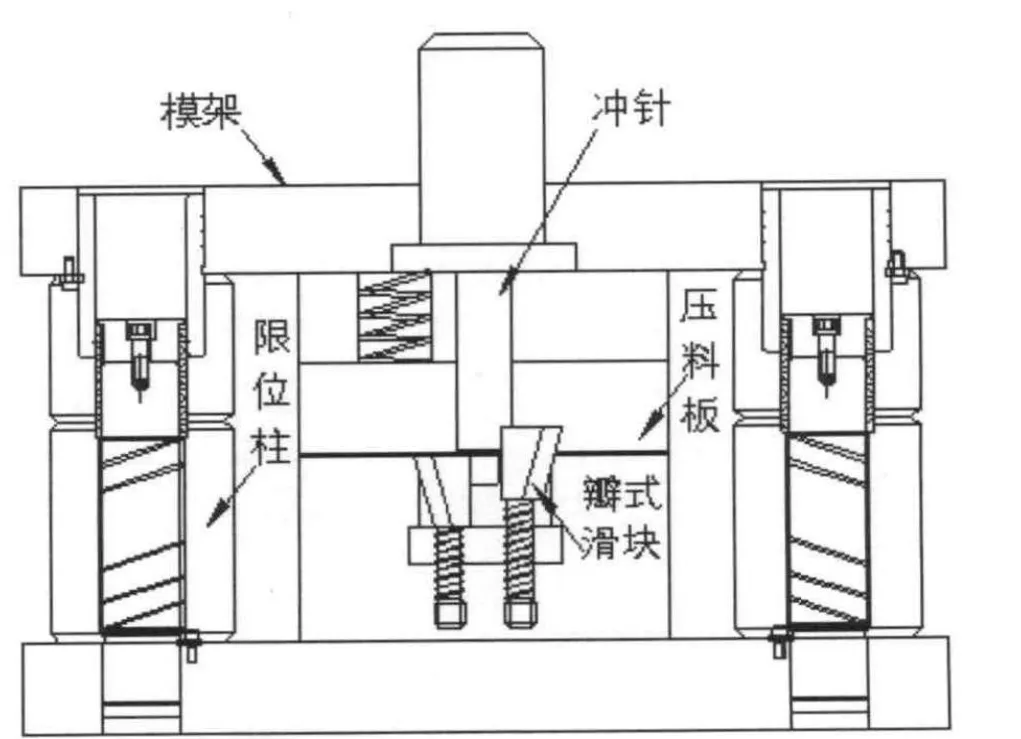
圖11 螺母鉚接模
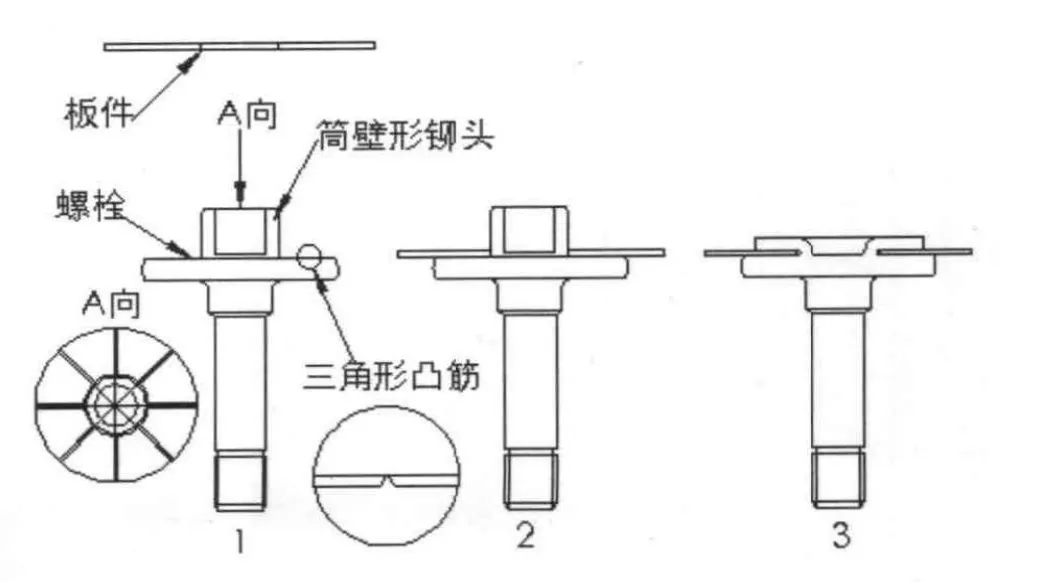
圖12 螺栓鉚接
外機底盤上放置螺栓后,把定位好的組件放置在模具上進行鉚接,形成螺栓與外機底盤的固定連接。見圖13 外機底盤螺栓鉚接。
3.4.2 螺栓鉚接模
螺栓放置在板件圓孔內,模具下行時壓料板下壓瓣式滑塊,瓣式滑塊受力后向內收緊形成閉環;然后沖頭下行與瓣式滑塊共同作用,使得板材與螺栓頭部產生塑性變形,從而把螺母固定在板件上。模具上行,沖頭和壓料板脫離下模,瓣式滑塊上行張開,取出鉚接件,完成螺栓鉚接動作。見圖14 螺栓鉚接模。
4 沖壓鉚接的檢驗與試驗方法
鉚接樣條一般分為無鉚連接樣條和有鉚連接樣條。樣條的材料及厚度與產品實際所需要的一致,無鉚連接樣條的尺寸為100×10mm的板件;有鉚連接樣條的尺寸為80×80mm的板件,同時需在板件中心位置預制能放置鉚釘的孔。
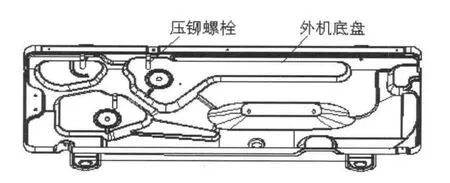
圖13 外機底盤螺栓鉚接
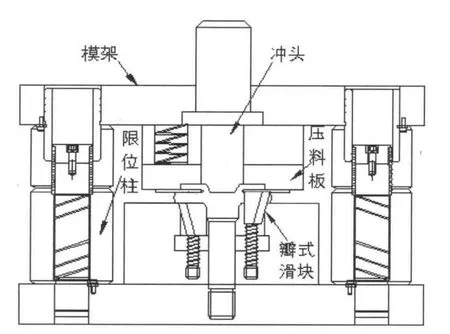
圖14 螺栓鉚接模
在沖壓設備上調試好鉚接模具,把事先準備好的兩件樣條或者一件樣條及一顆鉚釘放置在模具上進行鉚接,制作好檢驗樣條。無鉚連接的檢驗樣條需要鉚接兩種方式的樣條,一種為疊加式,另一種為搭接式,見圖15無鉚連接的檢驗樣條。
而有鉚連接檢驗樣條只有一種,見圖16有鉚連接的檢驗樣條。
然后目視檢驗樣條上的鉚接點或鉚釘區域的外觀,不允許有破裂和異常變形;再通過測量工具來檢測鉚接的尺寸,可初步判斷連接是否可靠。例如:TOX鉚接的檢驗尺寸為鉚接點底部材料變薄后的厚度,見圖17TOX鉚接的檢驗尺寸。
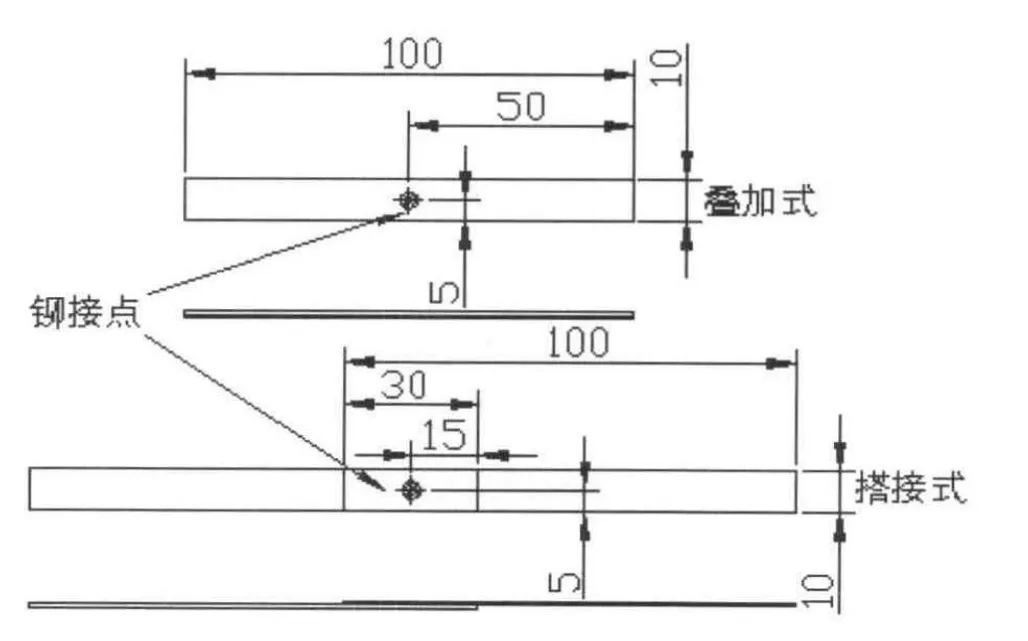
圖15 無鉚連接的檢驗樣條
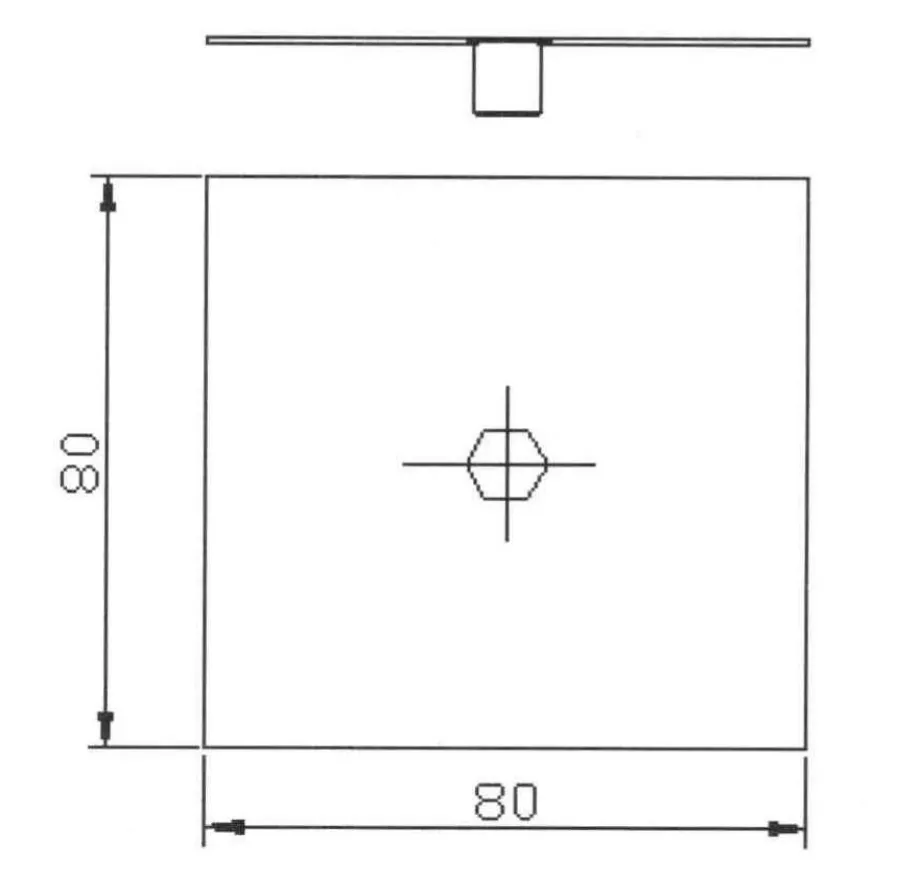
圖16 有鉚連接的檢驗樣條
檢驗樣條通過上述檢驗后,還必須進行型式試驗作最終的確認。
無鉚連接檢驗樣條的型式試驗通常需做剪切力和拉力測試,見圖18無鉚連接檢驗樣條的型式試驗。
而有鉚連接檢驗樣條的型式試驗通常需做扭力和推力測試,見圖19有鉚連接檢驗樣條的型式試驗。
型式試驗合格后,才能開始生產;以上檢驗與試驗方法適用于沖壓鉚接在制造過程的品質控制。
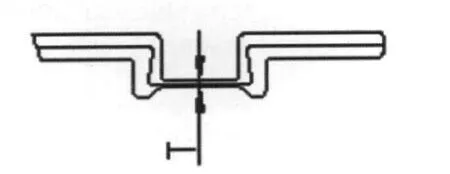
圖17 TOX鉚接的檢驗尺寸
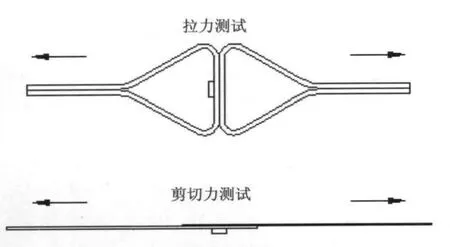
圖18 無鉚連接檢驗樣條的型式試驗
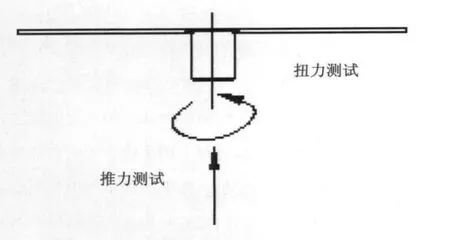
圖19 有鉚連接檢驗樣條的型式試驗
產品初次應用沖壓鉚接時,還需要通過產品的傾翻和跌落等試驗,來驗證鉚接設計的可靠性,具體方法詳見 GB/T 4857.14-1999 《包裝運輸包裝件傾翻試驗方法》和GB/T 4857.5-1992《包裝運輸包裝件跌落試驗方法》。
結束語
綜上所述,雖然沖壓鉚接相比電阻電焊,在產品外觀、品質穩定性、制造自動化和環境保護等方面具備一定的優勢,但目前在電器產品上仍未廣泛應用,需要不斷地挖掘,來提升制造的工藝水平,為廣大消費者提供質量可靠且外觀精美的電器產品,以滿足市場需求。
同時,沖壓鉚接技術的應用與推廣,要依據產品的具體連接部位的功能和強度要求,來選擇不同的鉚接方式;鉚接點的數量和排布方式,必須要反復通過產品傾翻和跌落試驗來進行驗證產品連接的可靠性;采用鉚接點的數量要盡可能地大于實際需要的30%,即實際需要10個鉚接點,產品上應安排13個以上的鉚接點,以增加產品連接的安全系數。
隨著工業技術的進步,電阻電焊在自動焊接和穩定焊接參數等方面,也在日益不斷的改進和完善。應用沖壓鉚接與電阻電焊這兩種連接技術,需要根據產品具體的結構特點,差異化對待,達到揚長避短的效果。
[1] 陳科羽,黎麗. 電阻點焊品質穩定性的控制方法[J].裝備制造技術,2012(8):1-3.
[2] 梁炳文. 板金沖壓工藝與竅門精選上冊[M].北京:機械工業出版社 ,2002,122-126