螺紋標注新方法的探討與應用
2013-10-12 05:55:38陜西柴油機重工有限公司陜西興平713105贠虎臣
金屬加工(冷加工) 2013年24期
關鍵詞:方法
陜西柴油機重工有限公司 (陜西興平 713105 ) 贠虎臣
1.問題的提出
正確的機械制圖圖樣畫法,是工程技術人員設計產品圖樣時應該具有的最基本的要素,圖樣上的不正確畫法及不正規標注方法,會直接導致識圖錯誤,產生報廢品,故技術人員應在產品設計圖樣中正確使用機械制圖畫法,避免錯誤出現。但是國家新頒布的《機械制圖》標準在使用中,有些情況下有時會給人造成誤解:如箱體、機架類零件的聯接面螺孔(本文以下所提到的螺紋為右旋螺旋線螺紋)的設計及尺寸標注,不僅數量大、且種類繁多,如果設計時對圖樣的整體考量不周,就會導致標注混亂,甚至增加不必要的視圖來解決沒有標注到的設計要素,非標的螺紋標注方法更是五花八門,沒有統一標準。
2.存在的問題
查詢機械制圖尺寸標注法GB4458.4-2003中有關螺紋的標注,如圖1所示為螺紋尺寸的標注方法。若在制圖中采用此種方法標注普通螺紋,無形中就增加了工程設計人員的勞動量,也給閱圖者增加了讀圖難度,也就沒有達到使用工程語言“簡明知意,沒有歧義”的原則之一。老國標GB4458.4-1984中如圖2所示,采用數字、字母、漢字共同來標注普通螺孔,沒有達到書寫簡單要求。
如今工作效率第一,減少勞動強度的的情況下,極為不便,存在以下具體問題:
(1)在圖幅標注比較復雜的情況下,占用圖幅面積大。
(2)漢字、數字、字母的交替輸入,輸入法頻繁轉化,強度增大。
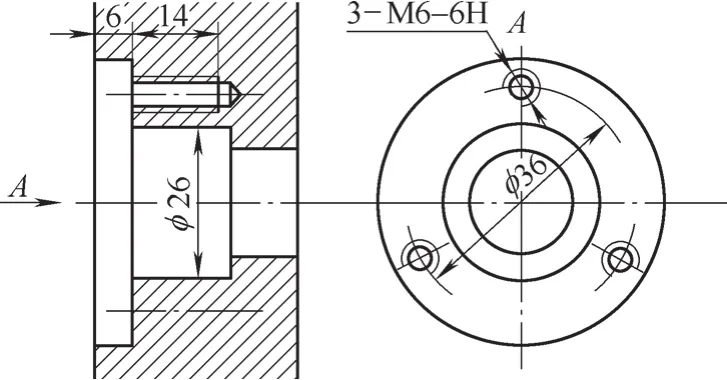
圖1
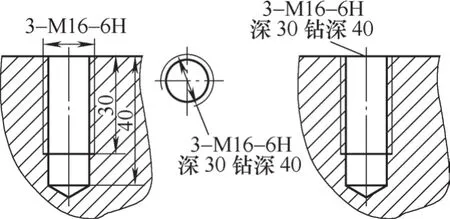
圖2
(3)對于普通內螺紋的加工常為鉆螺紋底孔→攻制螺紋(或銑削),工程技術人員都能熟練運用,所以只要在標準中注明就行,沒有必要每張零件圖都像GB/T4458.4-2003一樣的畫法和標注。
3.問題的解決途徑
現執行的國標對此敘述不確切,實際工作中對國際上部分國家有關螺紋的標注及表面粗糙度、精度的學習如圖3所示。

圖3
通過上面圖樣的標注方法的學習,結合國產軟件CAXA及引進軟件AutoCAD的應用,遵循機械制圖圖樣畫法的基本原則(簡明知意,其中“意”為不能有歧義)提出普通常用聯接螺紋(米制螺紋M)的標注方法,供大家探討。
(1)螺紋的標注:螺紋數量×螺紋的公稱尺寸—螺紋精度等級—攻深/鉆深(鉆通可用“通”或“trh”代替)—螺旋線方向,如圖4所示。
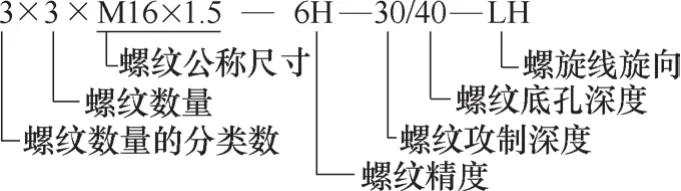
圖4
(2)一般聯接未注螺紋的尺寸精度為6級(常用的聯接用螺紋),牙型表面粗糙度值為Ra=6.3μm(國標中明確規定或詳細說明,其在好多專業技術文件中有說明)。
例如:3個M16孔深40mm鉆深30,精度等級6H,牙型表面粗糙度為Ra=6.3μm的右旋螺紋,其標注為:3×M16-30/40。
該方法有以下幾點優點:①標注簡單,不需要頻繁更換輸入法。②占用圖幅的面積相對減少,對于標識過多的圖樣是一種簡化。③減少圖面上普通螺紋的畫法,減少工程技術人員的勞動量,尤其是工藝人員的工作量。④此方法與現有標準也不發生矛盾,沒有歧義,因為鉆深永遠大于攻深。
4.結語
綜上所述,螺紋的加工方法雖然多種多樣,但是其底孔只有兩種方式,如圖5所示。
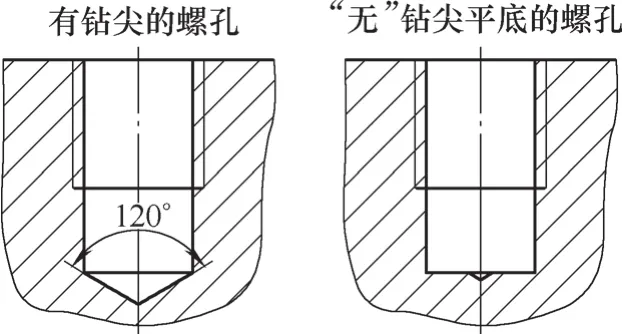
圖5
即對于普通聯接螺紋使用是沒有任何影響,螺紋的有效性檢驗只是通過螺紋中徑的尺寸精度來控制的。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
