彈性錐銷定位的應用
2013-10-12 05:55:26洛陽東方動力機械有限公司河南471822李歡歡葛彥衛
金屬加工(冷加工) 2013年24期
洛陽東方動力機械有限公司 (河南 471822) 李歡歡 葛彥衛
我公司是液壓件缸、泵、閥的專業生產廠家,對液壓件各零件的尺寸精度及形位公差要求十分嚴格,由于加工中心的大量應用,尺寸精度都可以滿足圖樣要求,但其中一些特殊零件的形位公差卻一直困擾著我公司。
1.位置度誤差值的計算方法
孔的實際軸線的位置誤差值以被測實際軸線的理想位置定位,作實際軸線的最小包容區域(圓柱面),該最小區域的直徑即為孔的位置度誤差值。如圖1所示,假設該孔理想軸線位置為(10、10),該孔實際位置軸線的坐標值為(X、Y),則該孔實際位置對理想位置的偏移量為(X-10、Y-10),則該孔實際軸線的位置度誤差值為

圖1

2.問題的提出

圖2
3.超差分析

位置度最大值

由此可以看出,當忽略機床往復定位精度,位置度誤差值等于定位間隙值,當止口尺寸與定位襯套間隙不超過0.05mm,位置度可以達到圖樣要求,但實際很難實現。
4.夾具的設計及制作
為解決該尺寸位置度超差的問題,我們專門設計了這套彈性錐銷夾具,如圖3所示。
由于零件φ30mm內孔及孔口1mm×30°倒角數控一次加工,為使定位時消除間隙,我們采用線接觸定位,即彈性錐套定位部分的錐面必須小于60°,設計時我們選用36°錐面。
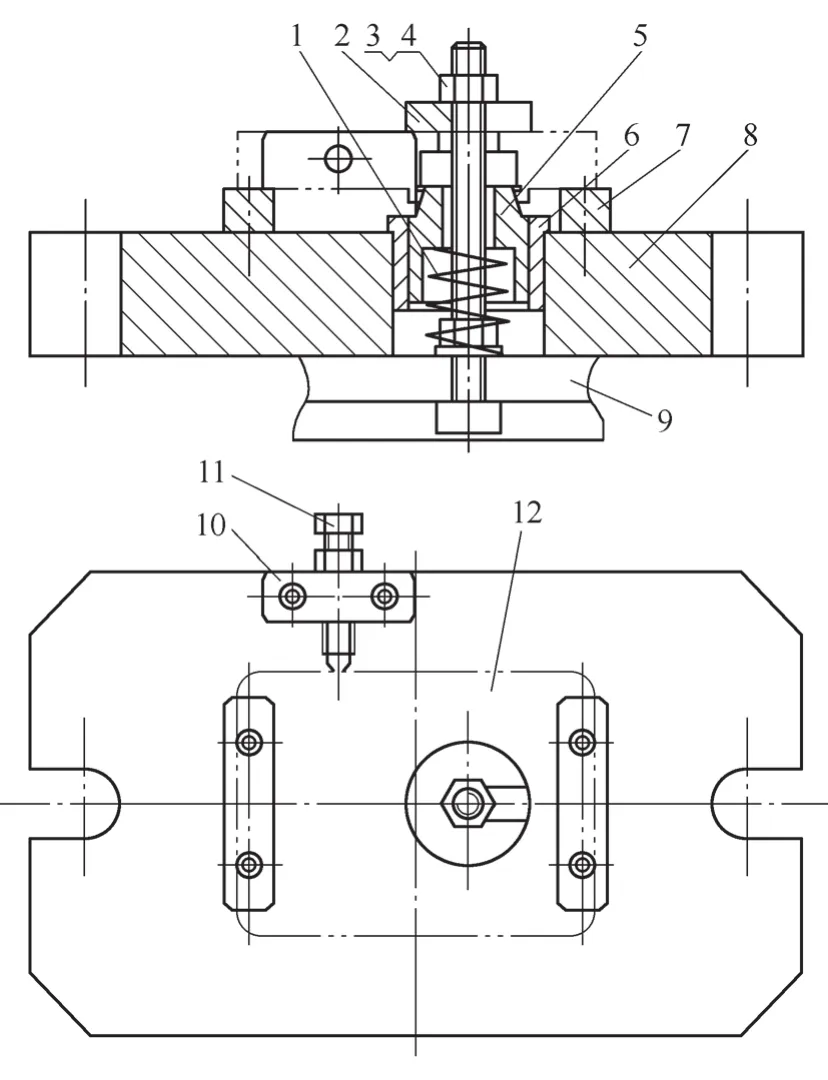
圖3
該彈性錐銷夾具中襯套6與彈性錐套5配合部分應為小間隙滑配,彈性錐套5上的錐面及配合部分的外圓應一次加工而成,保證錐面與外圓在同一軸線。彈簧1為壓縮彈簧,壓緊零件后,彈簧壓縮量為5~6mm為宜。
通過以上設計及制作時的保證,該夾具理論上已經消除了裝夾時的定位間隙。查機床說明書,X、Y軸的重復定位精度為0.008mm,若按此計算位置度

5.夾具的使用效果
通過這套夾具加工出的零件,通過三坐標測量位置度為0.02~0.04mm,滿足圖樣要求,經過一年多的使用驗證,該位置度最大值一直保持在0.04mm以內,與設計時相符,從而也解決了該尺寸的形位公差對公司產品質量的困擾。
