大型龍門機(jī)床方滑枕加工工藝
2013-10-11 14:09:32漢川機(jī)床集團(tuán)有限公司陜西漢中723003徐秋紅
金屬加工(冷加工) 2013年4期
關(guān)鍵詞:工藝
漢川機(jī)床集團(tuán)有限公司 (陜西漢中 723003) 張 榮 徐秋紅
我公司生產(chǎn)的HGMC3050大型龍門加工中心方滑枕(見圖1、圖2)是大型龍門機(jī)床的關(guān)鍵零件,零件外形呈長方體,內(nèi)腔有多處深孔,它替代機(jī)床主軸箱體、尾部箱體,從結(jié)構(gòu)上起定位支承主軸及延長主軸(即Z軸)伸出的作用,因此零件的制造精度要求很高。
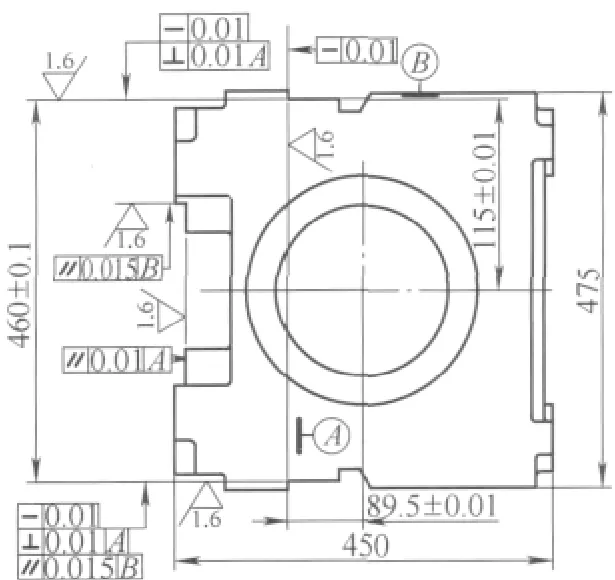
圖1 截面形狀
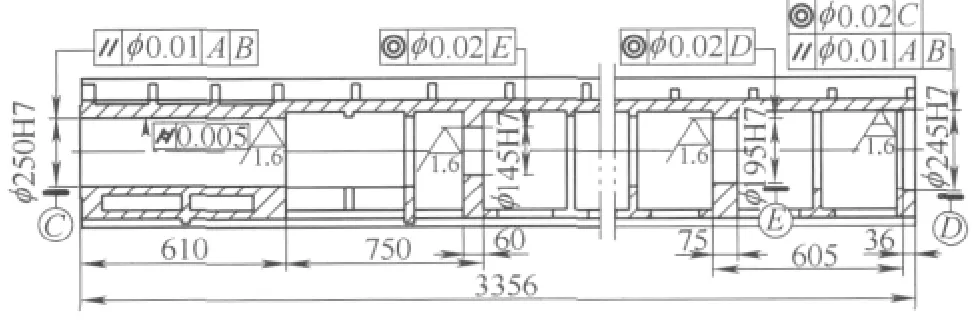
圖2 內(nèi)腔深孔
1.加工需求分析
方滑枕毛坯材料為HT300,鑄件采用樹脂砂造型,與滑座之間的移動(dòng)采用滑動(dòng)導(dǎo)軌配合,其主要要求如下:
(1)鑄件不得有砂眼、氣孔、縮松、裂紋等鑄造缺陷,鑄件需時(shí)效處理,硬度不低于190HBW。
(2)兩導(dǎo)軌大面直線度長向0.01mm,相互平行度0.015mm;兩導(dǎo)軌立面直線度長向0.01mm,與導(dǎo)軌大面垂直度0.01mm。
(3)絲杠座大面與兩導(dǎo)軌立面平行度0.01mm,立面與導(dǎo)軌大面平行度0.015mm。
(4)主軸孔φ250H7及電動(dòng)機(jī)孔φ245H7與導(dǎo)軌大面、立面平行度0.01mm,與軸承孔φ145H7、φ195H7孔同軸度0.02mm。
(5)各重要面表面粗糙度值均為Ra=1.6μm。
(6)由于方滑枕為外露件,四周表面粗糙度值為Ra=0.8μm,不允許有劃傷。
2.工藝方案的重點(diǎn)、難點(diǎn)
通過對方滑枕零件的結(jié)構(gòu)和加工需求分析可以得出工藝重點(diǎn)及難點(diǎn)如下:
(1)導(dǎo)軌面是絲杠座、中間孔系的基準(zhǔn),如何保證兩條導(dǎo)軌面較高的形位公差是加工難點(diǎn)之一。
(2)中間孔系的加工,特別是主軸孔、軸承孔、電動(dòng)機(jī)孔的同軸度要求及φ145H7軸承孔深孔加工是難點(diǎn),是工藝方案重點(diǎn)考慮的地方。
(3)由于方滑枕的精度直接影響機(jī)床的精度,因此保證方滑枕的精度穩(wěn)定性也是工藝方案考慮的重點(diǎn)。
3.確定工藝方案
根據(jù)工藝方案的確定原則,結(jié)合我公司設(shè)備及工藝習(xí)慣,確定方滑枕加工工藝流程為:鑄造毛坯→粗加工四周及導(dǎo)軌面→粗鏜中間孔系→熱時(shí)效→半精加工四周及導(dǎo)軌面→半精鏜中間孔系→振動(dòng)時(shí)效→半精加工四周及導(dǎo)軌面→半精鏜中間孔系→振動(dòng)時(shí)效→油漆→精磨四周邊→精銑導(dǎo)軌面→精鏜中間孔→檢驗(yàn)入庫。
(1)在方滑枕加工過程中,安排三次時(shí)效處理,一次熱時(shí)效,兩次振動(dòng)時(shí)效,充分消除鑄件在鑄造時(shí)產(chǎn)生的應(yīng)力和加工過程中產(chǎn)生的殘余應(yīng)力,防止鑄件變形和產(chǎn)生裂紋,保證方滑枕加工后尺寸及形位公差的穩(wěn)定性。
(2)粗加工時(shí)安排兩道工序,由于熱時(shí)效產(chǎn)生的變形大,因此在五面體龍門加工中心上粗銑四周及導(dǎo)軌面等留量6mm,在落地式鏜床上粗鏜中間孔系各孔單邊留量7mm。
(3)安排兩次半精加工,第一次四周及導(dǎo)軌面留量3mm,各孔單邊留量3mm;第二次四周留精磨量0.5mm,導(dǎo)軌面、絲杠座面留精銑量0.8mm,中間各孔單邊留量1mm,其余不重要面加工成形,充分消除加工過程中產(chǎn)生的殘余應(yīng)力。
(4)精加工時(shí),先在導(dǎo)軌磨床上精磨四周邊,要求各面平行度垂直度不大于0.015mm,然后以450mm尺寸左面為基準(zhǔn)(見圖1),在日本大隈高精度五面體加工中心上一次裝夾精銑兩導(dǎo)軌面及絲杠座面。精鏜孔放在意大利帕瑪落地式鏜銑加工中心上進(jìn)行,為了保證中間孔系的同軸要求,需設(shè)計(jì)一套專用鏜模。
(5)精磨后安排了精銑及精鏜兩道工序,為了保證方滑枕的外觀質(zhì)量,在轉(zhuǎn)運(yùn)及裝夾加工過程中要特別注意不得劃傷外表面。
通過以上分析,確定了方滑枕工藝方案的可行性及加工工藝流程的正確性,按照以上加工工藝流程,能夠滿足大型龍門機(jī)床對方滑枕的各項(xiàng)精度要求。
4.中間孔系鏜孔時(shí)的專用鏜模
方滑枕中間孔系如圖2所示,其中兩端頭φ250H7、φ245H7、φ195H7孔孔深都小于等于610mm,精鏜時(shí)可采用鏜軸懸伸加單刃精鏜刀加工。中間φ145H7孔孔深1360mm,粗鏜時(shí)可采用鏜軸懸伸加加長鏜刀桿加工,精鏜時(shí)加長鏜桿兩端支承,用浮動(dòng)鏜刀進(jìn)行加工,鏜孔時(shí)使用專用鏜模,其簡圖如圖3所示。該專用鏜模以方滑枕450mm尺寸右面為基準(zhǔn)(見圖1),用一導(dǎo)軌大面及3356mm尺寸前端定位,用壓板將方滑枕壓緊在鏜模上。
在圖3中,A面平面度≤0.01mm,孔Ⅰ、Ⅱ、Ⅲ同軸度≤0.01mm,孔Ⅰ、Ⅱ、Ⅲ軸線與A、B面平行度≤0.01mm,A、B面垂直度≤0.01mm,B、C面平行度≤0.01mm。
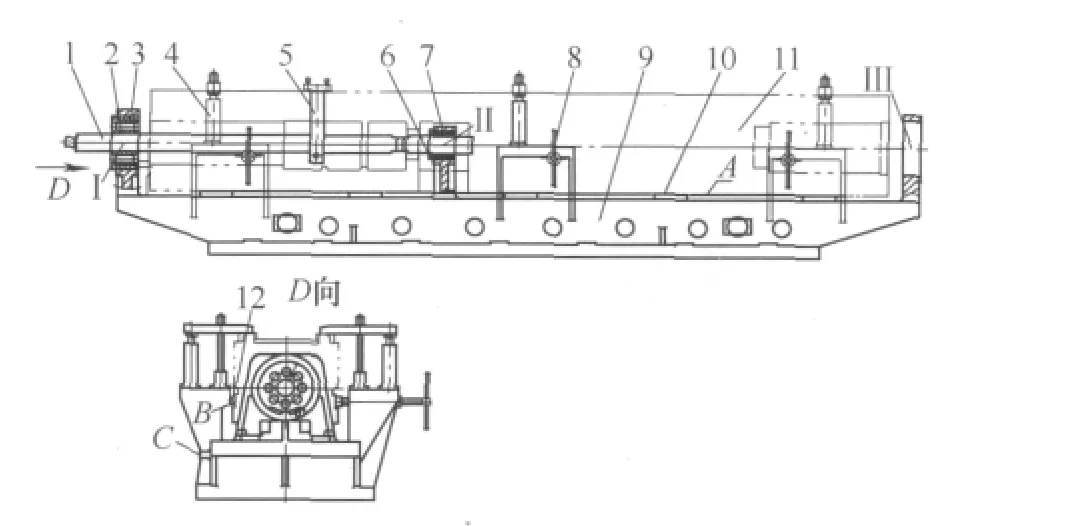
圖3 專用鏜模
加工時(shí),利用擠緊組件8將方滑枕在專用鏜模上定位后用壓板壓緊,加長鏜桿1鏜套2先不裝,整體吊運(yùn)至落地式銑鏜加工中心PAMA SPEEDRAM 2000工作臺(tái)上,在立柱全行程內(nèi)找正C面≤0.005mm后壓緊。甩表找底套3的中心即為φ250H7孔中心,裝單刃精鏜刀精鏜成φ250H7孔。卸下精鏜刀,裝入鏜套2、加長鏜桿1,在加長鏜桿1上裝浮動(dòng)鏜刀精鏜成φ145H7孔。卸掉加長鏜桿1,工作臺(tái)旋轉(zhuǎn)180°,拉表驗(yàn)證C面≤0.005mm,如不合適可調(diào)整,甩表找正孔Ⅲ的中心即為φ245H7、φ195H7的中心,裝入單刃精鏜刀鏜成φ245H7、φ195H7孔。
由于鏜孔直徑及鏜孔深度大,鏜桿長度比較長,為了減少鏜桿變形,鏜桿直徑設(shè)計(jì)為φ100mm,質(zhì)量較大,并且鏜桿與鏜套配合間隙小,為0.008!0.012mm;鏜桿在方滑枕內(nèi)不可見,裝鏜桿時(shí)比較困難,因此設(shè)計(jì)鏜模時(shí)增加了輔助支承5,該組件為滾動(dòng)結(jié)構(gòu),高、低可調(diào)整,可方便鏜桿裝入。
需要注意的是,φ145H7孔加工完后無法測量,因此需要設(shè)計(jì)對刀塊進(jìn)行對刀來保證該孔的尺寸精度。
5.結(jié)語
方滑枕的加工在大型龍門機(jī)床的制造中占有很重要的地位。通過對HGMC3050龍門機(jī)床方滑枕工藝方案的研究,制定了合理的加工工藝流程及具體的加工工藝,經(jīng)過加工驗(yàn)證,滿足機(jī)床設(shè)計(jì)的總體要求,為HGMC系列龍門機(jī)床的批量生產(chǎn)創(chuàng)造了有利條件,也為其他使用方滑枕的機(jī)床制造提供了參考依據(jù)。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
