方形螺母點焊加工工藝研究
2013-10-11 03:11:58信雅麗
哈爾濱軸承 2013年2期
關鍵詞:工藝
信雅麗
(黑龍江瑞興科技股份有限公司,黑龍江 哈爾濱 150030)
1 前言
軌道電路設備空芯線圈的安裝結構是將線圈組裝件用螺栓螺母固定到外殼體內。由于空芯線圈用在鐵路鐵軌旁,機車經過時會產生劇烈振動,時間長了,螺母容易松動甚至脫落,造成設備故障,影響機車正常運行。螺母的位置在殼體內部,維修時必須拆開殼體及部分工程配線,這樣做不僅浪費人力、物力,而且造成很大的經濟損失。
2 改進方案
為了防止螺母松動,改進現有連接結構,采取以下兩個方案進行試驗。
(1)組裝前,在與螺母連接部位的螺栓頭上涂抹螺絲鎖固密封膠,可以增加鎖固強度,但工作環境惡劣,不能從根本上解決問題。
(2)將六角螺母用方形凸焊螺母替換,直接將方形凸焊螺母點焊到線圈的支架上,安裝時再用螺絲鎖固密封膠,這樣螺母不僅不會脫落,而且還會增加密封膠鎖固強度,起到雙重的保險作用,而且維修也很方便,這個方案得到公司的認可。
2.1 點焊工裝的設計
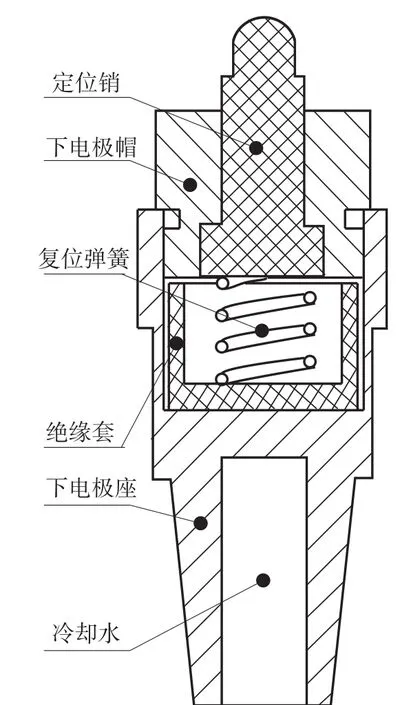
圖1 下電極結構圖
我公司有一臺型號為SSAN75-T33的座式點焊機,針對此設備制作一套專用下電極,下電極采用螺紋分體式結構,在下電極座和下電極帽內裝有絕緣套、定位銷及復位彈簧,絕緣套可克服電焊分流產生的影響,定位銷頭部外徑比螺母內徑略小一些,高度為螺母的1/2,可使螺母定位準確,操作方便,復位彈簧采用塔式結構,使定位銷復位準確、可靠,下電極結構如圖1 所示。
2.2 方形凸焊螺母的選擇
經過調研及試驗,選用方形凸焊螺母。試驗表明,這種螺母焊接質量穩定、焊接強度高。方形凸焊螺母M8選用標準GB/T13680-92,如圖2和表1 所示。
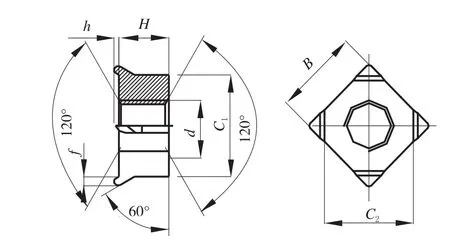
圖2 M8方形凸焊螺母

表1 方形凸焊螺母尺寸參數/mm
2.3 焊接工藝
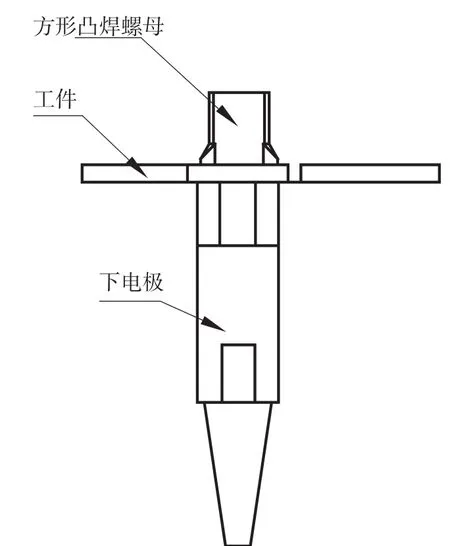
圖3 焊接示意圖
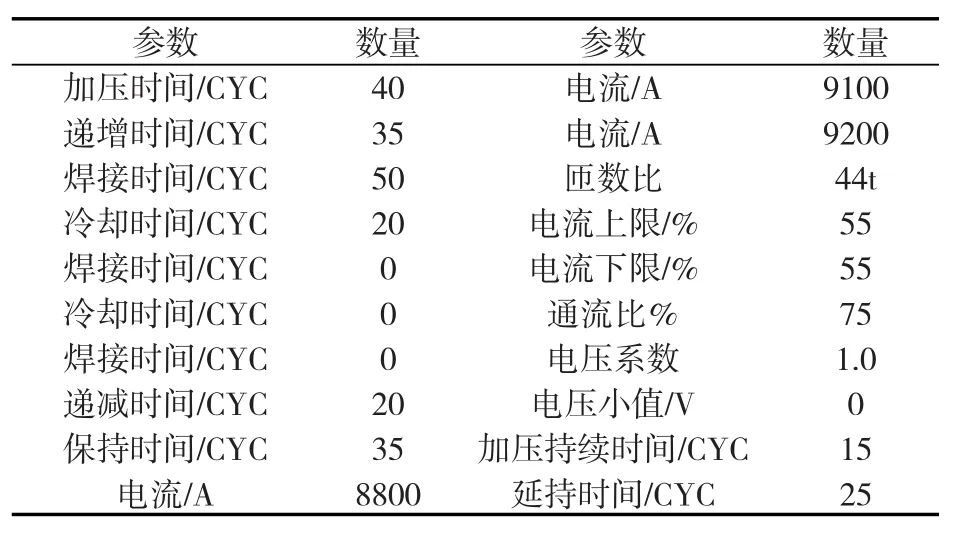
表2 點焊機參數設定
將工件和方形凸焊螺母套在定位銷上,調節點焊參數,試焊,焊后測試點焊強度。如圖3所示,我們采用簡單方法測試,即在虎鉗上夾持螺母,擰動鋼板,鋼板變形,螺母不脫焊。
采用SSAN75-T33的座式點焊機點焊方形凸焊螺母,須用嚴格的工藝規范進行焊接,焊接參數設定必須合適,設定不合適可能出現焊接不牢固、一側燒黑、內螺紋變形和粘附焊渣等焊接缺陷,經過多次反復試驗,確定點焊參數設定如表2 所示。
此工藝方法試驗成功以后,用于批量生產,焊接質量相對很穩定,通過這次工藝改進,認為采用點焊方螺母的方式有以下幾方面的優點:
(1)不需要專用的螺母點焊設備,可直接采用工廠現有的點焊機加專用點焊工裝點焊螺母,節省了購置設備的費用。
(2)在鋼板上點焊螺母可在有振動的場合下使用,適合我公司產品工作環境要求。
(3)生產效率高,每分鐘可點8~10個螺母。
(4)降低產品故障率,節約了大量的維修成本。
3 結束語
通過工藝改進,掌握了方形凸焊螺母點焊的加工技術。實驗證明,用此方法加工的空芯線圈,完全滿足產品的使用需求。這種技術在其它同類產品中得到推廣和應用,創造了一定的經濟效益。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
