核儀器產品焊接工藝探討
2013-10-10 08:31:40馮延生
黑龍江科學 2013年9期
馮延生
(西安核儀器廠,西安710061)
核儀器產品對密封性有一定的要求,而焊接的材料和種類較多。因此,焊接時要保證焊接牢固、耐壓密封,選用合適的焊接工藝方法甚為重要。通過在實踐中反復試驗和對比,歸納和總結出該方法,適用于焊接碳素鋼(如A3鋼)、普通低合金鋼(20#鋼)、不銹鋼材料(1Cr18Ni9Ti)、硬鋁(2A11-T4)等的焊接。
1 焊接準備
首先要了解生產任務要求,審查(重點是工藝性審查)與熟悉結構圖樣,了解產品技術要求,在進行工藝分析的基礎上,制定全部產品的工藝流程,進行工藝評審,編制工藝規程及全部工藝文件,采購金屬材料及焊接材料及輔助材料。焊接工藝流程如圖1:
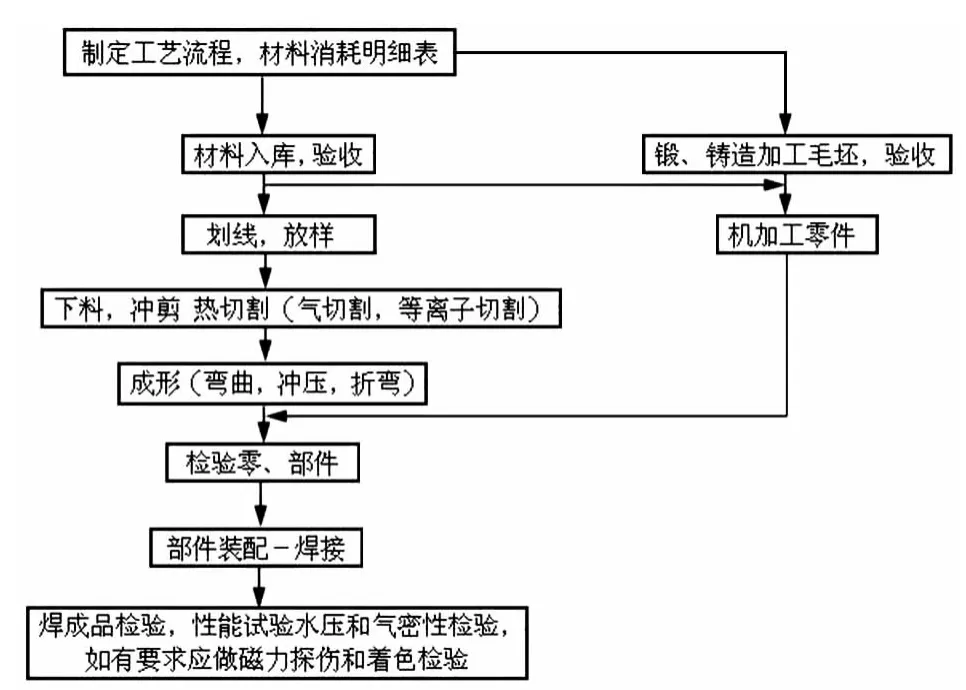
圖1 焊接工藝流程
2 焊接坡口的選擇原則
核儀器產品一般都有密封性要求,所以焊接坡口的選擇一般都要求焊透、焊牢。如有些零部件結構設計有特殊要求,可按照設計要求進行焊接。焊接坡口的選擇原則如下:
A.保證焊接質量,滿足焊接質量要求是選擇和設計坡口形式和尺寸首先要考慮的原則,也是選擇坡口的最基本的要求。
B.便于焊接操作,由于核儀器產品大多為內徑較小的容器,為了避免內腔小而無法在內側焊接,應采用單面焊接雙面成形的工藝方法,坡口形式宜采用V型,一般坡口角度在60°~70°。
C.坡口加工簡單,由于V形坡口是加工最簡單的一種,因此,能采用V形坡口就不宜采用U形坡口或雙U形坡口等加工較為復雜的坡口類型,這樣可以降低加工難度和成本,減少焊接工作量和焊接材料消耗。
D.對于法蘭和薄壁筒狀零件在端面焊接時,盡量采用八字形焊縫,保證兩個零件能充分焊透,而又不會被燒穿。
3 焊口表面處理
為了保證焊接質量,不產生氣孔、夾雜、未焊透等缺陷,在焊接前必須對零件焊口表面進行清洗,不允許有油污、銹斑、水和其他異物。
A.鋼和不銹鋼件可用酸洗清除油污,然后用清水沖洗,風干。
B.鋁及鋁合金件可用堿洗清除油污,然后用清水沖洗,風干。
C.用汽油或丙酮也可以清洗被焊表面,清洗后清洗液自然揮發,晾干。
D.清洗過后的零部件應當盡快焊接,鋁件一般不超過24 h,鋼件一般不超過48 h,否則會在焊口處產生熔點很高的氧化物,焊接時由于夾雜無法焊透,造成焊接開裂,所以零件應當在清洗后及時焊接。
4 焊接工藝的要求
A.核儀器產品中的角鋼和槽鋼結構機柜機架的焊接,必須是滿焊縫焊接,結構設計時在設計圖樣或技術要求中必須對坡口形式提出要求,工藝人員在編制工藝時必須注意在焊接前對所有焊接的部位倒出坡口,保證焊接時能夠焊透。焊后按技術要求修平外焊縫。
B.核儀器產品中氣路和水路中管子對接焊時,必須倒出60°~70°V型坡口,不留鈍邊,這樣保證能夠焊透。焊縫的外部如無特殊需要,可不修焊縫,以保證焊縫處有足夠的耐壓強度。
C.核儀器產品中采用T形焊縫或堆焊的部位在焊接成形后一般不要修焊縫,否則容易降低連接強度,甚至可能會出現打壓后漏水的現象。但是必須考慮與其配合面倒角留出空間,以保證其配合。
D.核儀器產品中筒狀類的焊接,尤其是有密封耐壓要求零件的焊接,焊接時在焊接部位要倒出60°~70°V型坡口,先在其對稱的部位斷續焊接將零件點牢,然后再用氬弧焊自熔打底,保證零件能充分熔透,并有良好的致密性,最后再填料焊接。
5 結束語
核儀器產品焊接的工藝方法通過多年的應用,證明其能夠保證焊接的質量及要求,對于與此相似產品的焊接有一定的借鑒作用。隨著科學技術的發展,新技術新工藝的出現,如激光焊接技術如何應用在核儀器產品焊接中,是我們以后要研究的課題。它焊接變形小,焊接牢固,外觀質量好,對核儀器產品焊接水平的提高有很大的幫助。我們還需在此方面努力鉆研,早日把這項技術運用到生產過程當中。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03