冶金環境鋼結構建筑維護研究與實踐
2013-10-09 07:39:08趙春龍
中國建筑金屬結構 2013年4期
趙春龍
(山東萊鋼建設有限公司,山東 萊蕪 271100)
1 冶金煉鐵鋼結構銹蝕破壞源分析
在工業建筑中,鋼結構多為因構件本身受到腐蝕,金屬厚度變薄,承載力降低而結構失效破壞。金屬鋼結構因為本身材質鐵元素影響,即使在正常大氣環境中也極易發生化學反應,生成氧化鐵銹蝕層,但銹蝕層深入速度較慢;在冶金工業廠房鋼結構中,電化學腐蝕和高溫氣體腐蝕最為嚴重,冶煉生產過程中,會產生大量灰塵、熱源、蒸汽及含硫酸性介質,多種不利因素的綜合常態化作用加劇鋼結構銹蝕速度。另一方面鋼結構防銹和防腐蝕的涂料與金屬層粘結不足,形成空鼓,涂料質量差,防護措施不當,致使金屬與外界大氣的隔離防護層失效,加快鋼結構受腐蝕速度。
2 不同環境的防腐案例
2.1 高溫、高濕及煙塵顆粒沖刷環境
高爐生產工藝流程中的重要設施圖拉法排煙罩,用于排放高溫蒸汽。內外壁及塔架長期處在高溫高濕環境中,排煙罩內外壁及抗風架底部溫度峰值時高達100℃以上,煙氣中含有密集的腐蝕顆粒對煙囪內壁產生沖刷腐蝕。水蒸氣中含有大量的腐蝕成分,經高溫蒸發使排煙罩內外壁及塔架長期高濕寖蝕在濕態腐蝕環境中,嚴重縮短了鋼結構使用壽命,因內壁比外壁腐蝕更嚴重而且不易于觀察發現,無形中增加了安全隱患。
綜合其腐蝕環境對不同部位進行區分對待處理,煙囪內壁底部火焰噴鍍鋁層加強和抹涂乙烯基酯樹脂與高溫玻璃鱗片膠泥相結合的特種防腐涂料,煙囪外壁及抗風架采用聚氨酯瀝青類-IPN互穿網絡高分子特種防腐涂料防腐。
鋼排氣罩底部處于嚴重的腐蝕性環境中,底部三米以下增加火焰噴鋁鍍層300μm,所有焊縫處增加底涂兩遍。
同時噴砂處理前對焊縫進行砂磨處理,打磨平整或圓滑過度,所有表面上的焊瘤、焊渣、飛濺物均應打磨掉。
2.2 高溫蒸汽環境
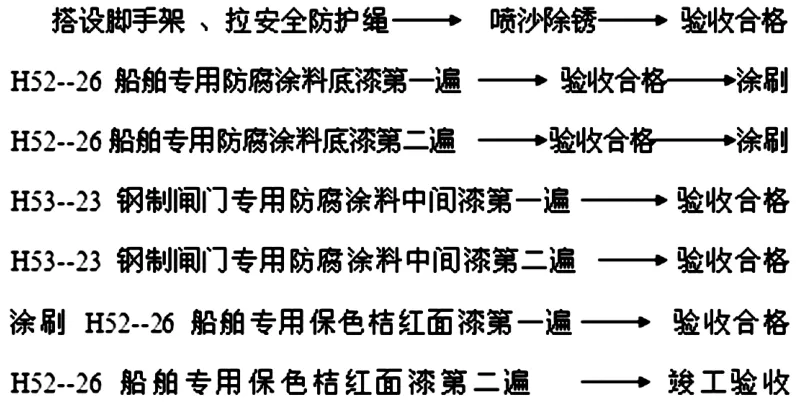
高爐沖渣系統水沖渣池行車用于抓渣,行車本體及附屬過道為鋼結構。長期在高溫高濕環境中運行,水蒸氣中含有大量的腐蝕成分,經高溫蒸發使沖渣行車長期高濕寖蝕在濕態腐蝕環境中,嚴重縮短了行車的使用壽命。
綜合腐蝕環境采用H52--26船舶、H53--23鋼制閘門專用油漆進行防腐蝕。漆膜總厚度140μm以上。防腐流程圖2:
2.3 雨淋日曬干濕交替的工業大氣環境中
高爐本體及出鐵場為煉鐵工藝中的重要建筑設施,防腐蝕施工工藝長期處在雨淋日曬干濕交替的工業大氣環境中,特別是各層平臺和邊角部位處在雨水淋濕的粉塵長期覆蓋下,腐蝕較快。出鐵場防雨棚及除塵管道長期處在高溫烘烤和粉塵顆粒沖擊腐蝕。防腐蝕層容易過早老化、爆皮起泡脫落。綜合腐蝕環境采用附著力強的環氧富鋅底漆和粘結力高的環氧云鐵中間漆及抗老化耐候性能好的聚氨酯面漆防腐。
3 防腐技術控制要點
3.1 鋼結構基層處理質量
防腐技術控制的關鍵點之一就是鋼結構基層清理,清理效果的好壞直接影響下步工序;除銹方法一般采用手工除銹、酸洗和噴砂除銹,對于工業廠區重要鋼結構建筑,為保證基層徹底清理,和施工便捷,一般采用噴砂除銹,徹底清除鋼結構表面的附著物。肉眼觀測可見均勻金屬光澤,即露出基材金屬本質顏色。鋼鐵基層的除銹等級應符合規范規定,一般采用Sa2.5。
注:①不易維修的重要構件的除銹等級不應低于Sa2.5;
②鋼結構的一般構件選用其他樹脂類涂料時,除銹等級不低于St3;
為保證油漆涂料層能與鋼結構基材表面有效結合,要嚴格控制噴砂質量,監理人員應將鋼結構噴砂質量驗收標準定為最高級別,同時金屬表面噴砂質量合格后,要用壓縮空氣將表面浮沉清除,從而為后續涂料層工序做好準備。主要從以下幾點控制噴砂質量。
(1)鋼結構基層材質噴砂程度:噴砂后的表面應無灰塵、無水跡、無油垢、無污染物、無軋制鐵鱗、無銹跡、無腐蝕物、無殘留油漆層等金屬基材以外其他雜質。露出均質的金屬本色。噴砂作業環境盡可能在較干燥的環境進行,若不可避免濕度較大環境,就要基層清理與后續涂層統籌安排,采用區域分割法施工,既根據施工力量一塊面積完成后,后道工序跟進完成,所有工序均完成后,再完成其他范圍;如此反復,其間注意防范水汽粘附在基層上。
(2)表面粗糙度:一般表面粗糙度Ra為2.5~1.3um。隨著表面粗糙度的增大,涂層結合強度相應提高。
(3)噴砂表面的均勻性:在同種環境下的金屬結構,各部位銹蝕程度差別較小,因此基材被噴砂粗化的狀況應該在整個金屬構件表面上是均勻的;對于銹蝕較嚴重部位,噴砂后也會在一定面積范圍內程均勻分布。
3.2 涂層厚度控制
(1)在選擇質量合格的涂料前提下,在惡劣環境中易引起重腐蝕的鋼結構建筑一般采用六遍涂層,即底漆、中間漆、面漆各兩遍,施工時應按照涂料使用說明規定的標準面積使用量涂裝,控制好每遍涂層厚度,同時為更好區分和檢測施工質量,底漆、中間漆和面漆的顏色區分開。
(2)對鋼結構件焊縫、陰角、端部、節點等位置在檢查確認徹底除銹清理合格后,再涂刷;節點部位一般容易遺留缺空,出現漏涂漏刷現象;每遍涂層完成時均應對死角位置進行檢查,保證各結構部位漆膜厚度均勻一致。
(3)施工時,常配合使用濕膜測厚儀和干膜測厚儀,按照統計抽樣檢查的方法,嚴格控制漆膜厚度。
(4)除加強施工質量的過程控制外,重要要提高管理及操作人員責任心,制定獎罰分明的合同條款,區域管理和施工承包制,責任到人;嚴格按擬定施工方案中操作流程實施。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
當代陜西(2022年6期)2022-04-19 12:12:20
中老年保健(2021年12期)2021-08-24 03:30:40
當代陜西(2021年8期)2021-07-21 08:31:42
中國傳媒大學學報(自然科學版)(2021年1期)2021-06-09 08:43:00
中國生殖健康(2020年6期)2020-02-01 06:28:50
當代陜西(2019年13期)2019-08-20 03:54:10
中國生殖健康(2019年11期)2019-01-07 01:28:02
