智能閥門定位器在煉鋼的應用
2013-09-30 06:39:40李賀元
中國信息化·學術版 2013年6期
李賀元

[摘要]隨著計算機技術進入PC時代以及在煉鋼自動化過程控制中的廣泛應用,新型智能閥門定位器逐漸取代了傳統閥門定位器,成為當前煉鋼自動化過程控制中最主要的閥門定位器。氣動調節閥具有可靠、準確、快速功能完善且操作簡潔容易的特性在煉鋼生產中得到廣泛的應用。在煉鋼工藝上調節過程是產品質量的重要保障,如何選擇符合生產的調節閥及閥門定位器尤為重要。本論文首先對煉鋼工藝過程控制中氣動調節閥應用范圍及重要作用進行闡述,其次對傳統的閥門定位器和新型智能閥門定位器進行分析研究,主要對其原理、性能、操作、使用、控制進行闡述。最后參考西門子PS2系列閥門定位器在煉鋼工藝中使用情況進行總結。
[關鍵詞]氣動閥門定位器;氧槍;底吹;過程控制
[中圖分類號]TG435+2 [文獻標識碼]A [文章編號]1672-5158(2013)06-0199-02
一 引言
隨著煉鋼工藝的發展,工業自動化過程控制尤其重要。煉鋼過程控制主要包括汽包三沖量調節過程控制,氧槍冶煉過程氧氣、氮氣調節過程控制,轉爐冶煉過程中底吹過程控制,LE爐冶煉過程吹氬攪拌控制等,這些環節對鋼產品質量和生產安全有很大的影響。冶煉周期內包含自動調節控制汽包液位、氧氣壓力流量控制,鋼水在爐內均勻成分時的氬氣流量控制;粗鋼經過LE爐進行精煉作業時進行鋼包氬氣攪拌的流量控制。這些控制全部來源于自動化過程控制中主要組成部中的調節閥,而鋼產品質量取決于上述工藝過程,故過程控制的質量決定于鋼產品質量。
過程控制質量取決于過程控制儀表,包括傳感器、控制單元、執行器以及各種輔助裝置。執行器由執行機構和調節機構組成,按驅動行式分為液動、電動、氣動執行器三種,而氣動執行器(又稱氣動調節閥)以壓縮空氣為動力能源的一種執行器,它具有結構簡單、動作可靠,性能穩定、價格低廉、維修方便等特點,一直都是煉鋼工藝中常用的產品。
為了調節閥能夠精確調整介質流量,改善調節閥使用精度,執行機構上都安裝閥門定位器。閥門定位器是啟動調節閥的主要附件,與調節閥配套使用,接受系統給定信號,以閥門定位器的輸出信號進行比較來調節閥門開度,通過閥桿反饋信號與調節閥給定信號的偏差進行精確調節閥門開度。
二 傳統閥門定位器的基本原理
氣動閥門定位器按輸入信號類型分為機械力平衡閥門定位器和電氣閥門定位器。氣動閥門定位器接收控制器輸出氣壓信號,然后產生和控制器輸出信號成比例的氣壓,用以控制薄膜型氣動調節閥。改變噴嘴和擋板的距離可以改變噴嘴處壓力,通過凸輪反饋的形狀確定流量特性。氣動閥門定位器工作原理如圖2.1所示,當控制器來的信號P1增大時,波紋管1就伸長,并推動擋板13以反饋凸輪5為支點逆時針偏轉,于是擋板13就接近噴嘴15,噴嘴反向壓力增大,反向壓力經過放大器14放大后,輸出壓力迅速上升,使膜頭8壓力增大閥桿帶動反饋桿9向下移動,和反饋凸輪5繞支點4順時針偏轉使擋板與波紋管1為支點做逆時針偏轉,于是擋板13離開噴嘴15,是輸出壓力下降,此時閥桿向下移動引起負反饋作用,此時一定的壓力信號就對應一定的閥位信號。
電氣閥門定位器的輸入信號為0~20mA或4~20mA信號,輸出為氣壓信號,其工作原理如圖2.2所示。它的工作原理是力矩平衡原理,當電流通過力矩馬達線圈兩端時,它與永久磁鋼作用后,對杠桿產生間矩,于是擋板接近噴嘴,經放大器放大后輸出壓力通入執行機構的氣缸,通過反饋凸輪拉伸反饋彈簧,彈簧對主杠桿的反饋力矩與輸入電流作用在主杠桿上的力矩平衡時,一定的電流信號對應一定的閥位信號。“
電氣閥門定位器在使用過程中因受機械力影響、材質不同、環境不同造成平衡系統經常出現不穩定狀態,需要經常進行調整,既增加了維護人員的工作強度,同時也對正常的過程控制產生了影響,對煉鋼的生產的安全穩定造成巨大的隱患。
三 智能閥門定位器的基本原理
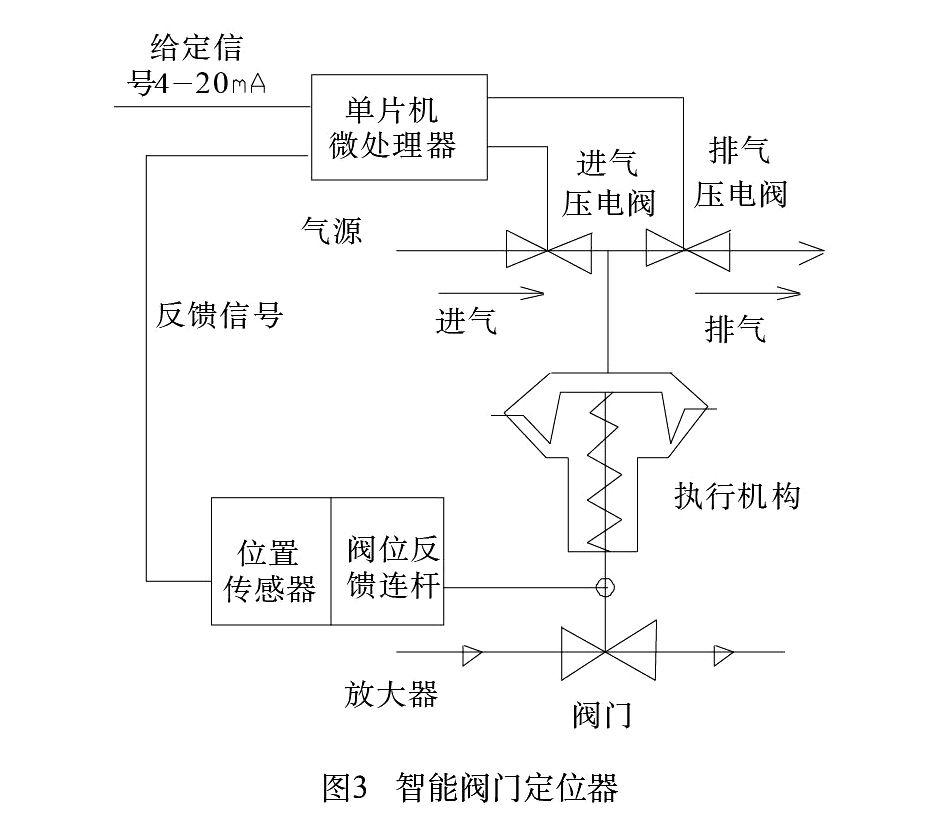
3.1 智能閥門定位器由微控制器、電氣轉換單元和閥位傳感器組成取代了氣動閥門定位器的機械力平衡機構,使其具備當前控制方式,并減少了機械力平衡的調整,簡單容易操作,提高了工作性能,工作原理如(圖1、2)所示。在調節閥器給定4~20mA信號和閥位反饋實際值進行比較,通過運算,比較偏差大小和方向輸出電控信號到電氣轉換單元,控制輸出氣壓信號調整執行機構氣室壓力、流量,從而控制調節閥的閥桿和閥芯變化。智能閥門定位器的軟件由監控程序和功能模塊兩部分組成,前者使閥門定位器各硬件電路能正常工作并實現所規定的功能;后者提供了各種功能,供用戶組態。各種智能閥門定位器,由于其生產廠家或具體用途和硬件結構不同,所包含的功能模塊在內容和數量上有較大差異。
3.2 智能閥門定位器優點:
3.2.1 定位精度和可靠性高
3.2.2 流量特性易于修改
3.2.3 具有診斷和檢測功能
3.2.4 零點、量程調整簡單
3.3 一般智能閥門定位器可以在組態模式下對如下設置進行組態:
3.3.1 輸入電流范圍0至20mA或4至20mA;
3.3.2 設定點上升或下降特性;
3.3.3 定位速度限值(給定值斜率);
3.3.4 分程;可調整起始值和滿刻度值;
3.3.5 響應閾值(死區):自動設定或人工設定;
四 西門子PS2智能閥門定位器Ⅲ
SIPART PS2系列閥門定位器現場監視窗有三個按鍵和雙行LED顯示可實現簡潔的操作和編程。工作模式分為手動模式、自動模式、組態模式和手動操作模式,如(圖3)所示。主要參數參考sIPART PS2系列閥門定位器用戶手冊。
五 結論
綜上所述,針對提釩煉鋼一廠內不同重點部位,對直接影響產品質量的重點調節過程需要使用新型智能閥門定位器的執行器,這樣可以對提高產品質量和提高控制精度起到至關重要的作用。
參考文獻
[1]夏煥斌,張永德,吳國熙;過程控制儀表機裝置;兵器出版社;1991,2
[2]陳正剛,樊素芬;智能型閥門定位器在尿素裝置中的應用;大氮肥;2005(3)22~25
[3]李勇振;智能液壓閥門定位器控制系統研究與設計;武漢理工大學;2007,5
[4]SIPART PS2智能電氣閥門定位手冊