轎車變速器輸出軸數控搓齒機故障診斷與維修
2013-09-29 01:28:52李紹紅
制造技術與機床 2013年4期
關鍵詞:故障
李紹紅
(第一汽車集團公司教育培訓中心,吉林長春130011)
1 故障現象
轎車變速器輸出軸生產線上搓齒機為德國進口設備,近期發現輸出軸第5個齒輪的齒面在經搓齒機加工后有刮傷現象,并呈對稱分布,在齒頂處有毛刺,因與其嚙合的齒輪是尼龍材料的,這樣勢必造成該尼龍輪的快速磨損,降低使用壽命,從而影響整車的質量。
2 故障分析
(1)設備概述:該設備數控系統是西門子810數控裝置,尾架頂尖是由伺服電動機控制的,工件在裝夾時是由尾頂尖定位的。搓板的相對運動是靠液壓缸帶動的,是由同步輪來控制同步運動的。該工序加工5個齒輪,其中第5個齒輪是斜齒輪,齒數為Z=7,其他齒輪都為直齒輪。搓齒屬無屑加工,工件被送入正確位置后,上下搓板相對擠壓,這時工件沒有移動,只有繞自身軸線被動轉動。從而實現齒的加工,齒形、齒向靠刀具來保證。
(2)故障分析:為了找出設備加工時產生齒面刮傷現象的故障原因,筆者反復試驗,經過分析造成這種現象的原因是該齒輪是斜齒輪,在加工時產生彈性變形,當加工過程即將完成且工件尚未與搓板脫離的瞬間,軸向力消失即工件彈性釋放,使工件軸向竄動,從而將工件刮傷。
3 故障檢查及排除
(1)工件在裝夾時是由尾頂尖定位的,分析產生故障的原因有可能與機床內頂尖的液壓鎖死機構有關。
在自動加工時,液壓缸抱死內頂尖,使它不能竄動,由于在搓直齒時,沒有軸向力,工件被送到正確位置后,加工時頂尖的作用是非常小的。這個鎖死機構是針對搓斜齒而設計的,因為在搓Z=24及Z=38齒時,頂尖不被鎖死,開始筆者判斷軸向力的方向是向里的(后來經檢驗是不對的),懷疑鎖死機構沒將內頂尖鎖住,在加工時由于受到軸向力的作用,將內頂尖頂回,當軸向力消失時,內頂尖必將伸出,將工件向尾架頂尖方向頂出使工件被搓板刮傷。經觀察液壓圖紙得知鎖死缸的壓力最低為8 MPa,而實際中是4.5 MPa,可能是壓力不夠造成的。于是又將壓力調到8 MPa,可加工工件后發現刮傷現象反而嚴重。我們結合程序分析,程序中有這一程序段,即在加工斜齒前向前進0.5 mm。既然內頂尖已被鎖死,而工件卻被頂入0.5 mm,那這0.5 mm是怎么走的呢,后來認為這是為防止工件反彈,而先前預加的載荷,為此我們做了一個試驗,證明鎖死機構能否鎖死頂尖,用自動單步加工方式,在程序執行到向前進0.5 mm時,表上顯示0.5 mm,再將電源接上進行工件加工。又做了不取消鎖緊的試驗,表針幾乎不動,而二次試驗加工工件幾乎一樣,說明鎖死機構沒有問題,同時也證明造成工件表面刮傷的直接原因不是鎖緊機構。
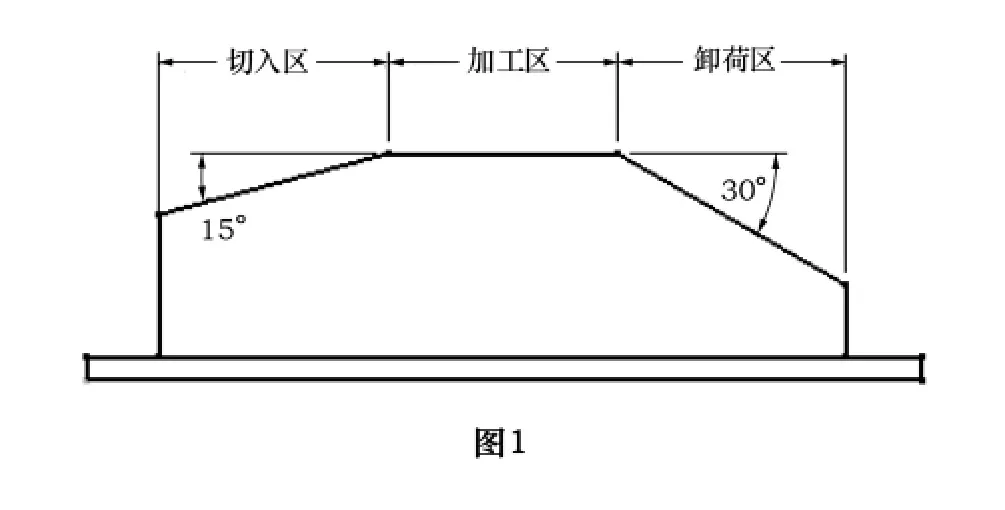
(2)對刀具進行檢驗和分析,搓板分為3個區,即切入區、加工區和卸荷區,如圖1所示。切入區傾斜15°的目的是使刀具與工件接觸時,刀具承載載荷逐漸加大,降低了刀具的沖擊強度,使工件逐漸加工成形,變形很小。加工區即對工件最終加工及修整,與工件齒數相同。卸荷區存在的目的是使工件彈性緩慢恢復,減小沖擊。在圖紙上,卸荷區的角度沒有標注,對其測量的結果是30°,筆者猜想,是否這個角度太小,未能起到卸荷的作用,工件在出口時被刮傷。將卸荷區磨掉一塊,重新裝上后試驗,刮傷反而加重,刮傷面積加大,改善刀具卸荷區角度的辦法也放棄了。
(3)搓板導軌間隙大也可能產生上述故障:設想由于加工時,軸向力很大,作用在工件上;反之軸向力消失瞬間,反作用力也消失,使搓板向后方向恢復,將工件刮傷。為驗證上述設想,用表打在搓板上,用撬棍撬,最大間隙為0.03 mm,可是對于2 m多長的拖板在導軌上運動,0.03 mm的間隙是不大的,絕不會將工件刮傷,導軌沒有問題。
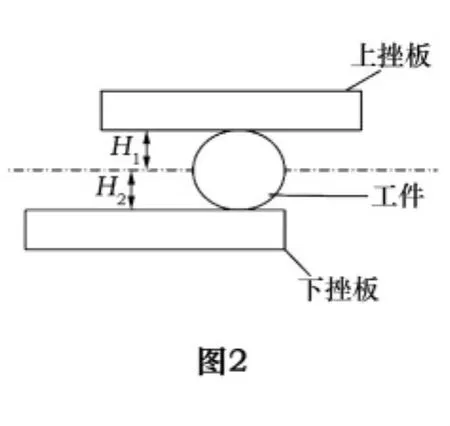
(4)進一步對工件加工過程進行研究,設想搓板相對運動速度過快,又因卸荷區很短,軸向力沒有充分卸掉就走過去了,造成工件回彈而被刮傷。為驗證此設想,筆者降低搓板運行速度,把力卸掉,加工工件沒有變化。檢查頂尖時發現,內頂尖有些磨損,是不是因頂尖磨損,摩擦阻力大,使搓板在卸荷區時帶不動工件,使工件與搓板不同步,致使搓板末端將齒面刮傷。但是更換頂尖,減小夾緊力還是不行。在觀察工件刮傷痕跡時,發現兩面刮痕不一樣大小。這是上下搓板距離工件高度不同造成的(如圖2),距離工件近的搓板,對工件產生的壓力大,壓痕相應也大,調整搓板高度,將廢件車小外徑,并磨至φ15.7 mm的光軸,將百分表固定在光軸上,將光軸夾緊送入到加工位置,移動搓板到所測量的位置,將表頭打到搓板墊鐵上,記下數值。再將光軸翻轉180°,測一下搓板,將兩個數值比較,發現上搓板比下搓板大0.15 mm(H1>H2),將上下搓板同時向下降0.075 mm(H1=H2),調好后加工一件,發現工件表面刮傷仍然存在,大小基本一樣。
(5)針對軸向力的問題,又做了一個試驗加以驗證這個力到底有無作用方向。采用自動單步加工方式,當搓完Z=24、Mn=0.793 mm的齒時停止,將表打到頂尖架上向前進0.5 mm改為+5,+10,+15,+20,-5,-10,-15,-20這樣一組數,試驗數據如表1所示。觀察表指針,無論是“+”還是“-”都朝一個方向變化,當斜齒搓完后恢復。根據表指針判斷,搓斜齒工件確實受軸向力的作用,當搓板與工件接觸上隨著搓板的移動,力不斷增大,達到一定程度時表指針不連續變化,即軸向力保持,當搓板脫離工件時,指針向反方向轉,表明力消失。由于表顯示的是位移量直接顯示尾架的變化,尾架是伺服電動機控制的,而搓直齒時它根本不動,只有搓斜齒時發生了偏移,最大有0.5 mm,足以說明工件受到向后的軸向力p并作用到頂尖上,將頂尖向后壓縮,當力消失時,頂尖勢必恢復原位,所以產生偏移。然而用兩組數據加工的工件刮傷現象卻有著明顯的不同,向前(+)進量越大,刮傷越重,向后(-)量越大,刮傷越輕,但也不是無止境的,當達到0.20 mm時,刮傷現象不再變化。
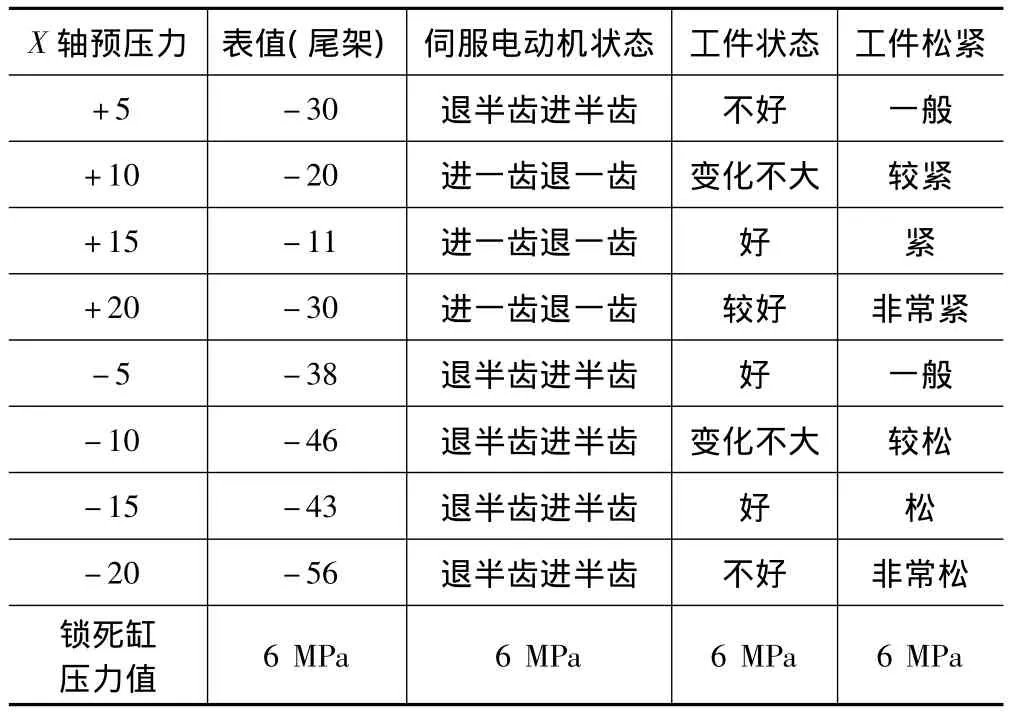
表1 試驗數據
根據試驗得出的結論,加工斜齒時受軸向力,方向與當初判斷方向相反,是向外的,既然是向外的而程序又向前進0.5 mm,而內頂尖被鎖死,相當于一個死頂尖,所以向前進0.5 mm是根本實現不了的。事實上最先做的試驗也證明尾頂尖是不動的,那么尾頂尖始終進不到位,伺服電動機就一直向前進,所以就會給工件一個力F,再加上軸向力P,這樣搓板帶動工件轉動吃力,又會使搓板和尾頂尖間的工件彈性變形加大,所以刮傷也會嚴重。從這個角度分析,將程序向前進改為向后退,似乎是合理的。加工出的工件雖有所改善,但從根本上仍沒有解決問題。后來從德國傳回的程序說明該段程序是后退0.5 mm,更加與筆者的判斷吻合,所以將現程序改為向后退0.5 mm。又想到原程序向前進會不會是彌補絲杠間隙,可是打表設定數值卻沒走到,而屏幕卻顯示到位了,檢查絲杠間隙,符合使用要求,將伺服電動機更換,現象是一樣的。說明原電動機沒有問題,將以前做的試驗數據和結果進行幾種比較和分析,應該從解決軸向力方面著手,既然軸向力是無法消除的,那么就想辦法改善它。在觀察加工工件時,當尾頂尖向后退時,工件勢必也向后退,因后退只有0.5 mm所以工件還與尾頂尖的壓縮量很大,所以反彈也很大,如果先將工件壓上一點后停下來,再執行向后退這個動作,這樣工件就不會隨尾頂尖同退,于是就將行程開關的行程擋鐵后移一點。加工試驗調整兩次才合適,加工工件刮傷立刻減輕了許多,5件中只有2件有刮傷,另3件一點刮傷也沒有,此時清楚了刮傷的真正原因是工件受到軸向力。將尾頂尖向后壓縮,而頂尖向前進0.5 mm使工件緊緊地靠近尾頂尖一側,尾頂尖被壓縮量很大,工件在出卸荷區瞬間,齒面被搓板刀齒面劃傷,當力消失后頂尖反彈又使工件與搓板最外小齒齒頂相撞,將工件撞出坑來。經過調整行程擋鐵的位置和加大后移量,工件在加工時,受到軸向力的作用,逐漸向后尾頂尖靠近,不是直接壓縮尾頂尖,當竄動到預定后移量后才作用在尾頂尖上,此時對尾頂尖的作用也很小了。同時,工件與內頂尖也若即若離,當工件脫離搓板瞬間,工件有反彈的空間,也就不會被搓板刮傷,由于尾頂尖反彈很小,也不會使工件被搓板撞傷。在走了一大圈彎路后終將故障查出并排除掉。
4 結語
通過上述故障排查的過程,筆者體會到要想迅速查出故障并排除,首要的是弄清設備的設計意圖,這對維修工作幫助會很大,會使我們避免走彎路。尤其是當前我們國家的汽車生產中,大量引用國外的設備,這一點尤為重要。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
