聚晶金剛石高速研磨溫度場的有限元分析*
2013-09-28 13:19:28許立福黃樹濤
制造技術與機床 2013年1期
許立福 劉 濤 黃樹濤 周 麗
(沈陽理工大學機械工程學院,遼寧沈陽 110159)
聚晶金剛石(Polycrystalline Diamond,簡稱PCD)具有接近天然金剛石的硬度、耐磨性以及與硬質合金相當的抗沖擊性,化學性能穩定,在精密切削等領域得到廣泛應用[1]。PCD的精密加工方法之一就是采用金剛石砂輪進行研磨加工。研磨時高速旋轉的砂輪與工件表面接觸摩擦,產生摩擦熱,大部分熱量被傳入工件,引起工件表層局部的高溫。高溫一方面有利于PCD材料的去除及研磨表面粗糙度值的減小;另一方面過高的溫度會導致研磨表面的熱損傷,出現嚴重石墨化,降低聚晶金剛石使用壽命和工作可靠性[2],同時高溫也會導致砂輪磨損加快。因此,研究聚晶金剛石高速研磨時表面溫度的分布狀況,對提高研磨效率和研磨質量,有效控制熱損害,深入探討聚晶金剛石的高速研磨機理等具有重要意義。
本文采用三維熱-力耦合有限元法分析了使用金剛石砂輪高速研磨聚晶金剛石圓片時,在不同工藝參數下,摩擦熱所形成的溫度場分布規律,為聚晶金剛石的高速研磨實驗及研磨機理研究提供理論依據。
1 有限元分析
1.1 PCD片與砂輪實體模型的建立
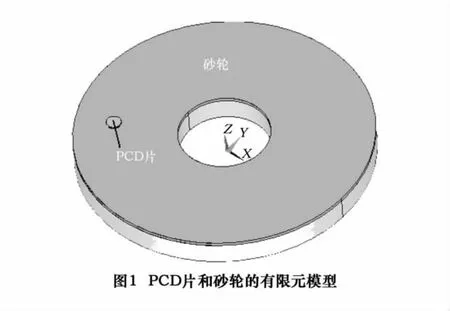
根據聚晶金剛石高速研磨裝置,建立圖1所示PCD片與金剛石砂輪的溫度場分析有限元模型,在保證計算精度的條件下,為了提高計算效率,對模型結構進行了合理簡化。其中砂輪的直徑為260 mm,基體厚度20 mm,工作層厚度3 mm。PCD片為直徑13 mm,厚度2 mm的圓片,PCD層與硬質合金層厚度各為1 mm,PCD圓片中心距砂輪中心110 mm。
1.2 材料特性及單元類型
金剛石砂輪的基體為鋁合金,工作層為樹脂與金剛石磨粒的混合物,濃度75%的樹脂結合劑金剛石砂輪的機械及熱特性如表1。
PCD片與砂輪之間的摩擦生熱問題屬于熱結構耦合場分析,其變形和傳熱發生在同一空間域和時間域,可以采用ANSYS提供的耦合場三維六面體單元SOLID5來進行單元劃分。SOLID5單元有8個節點,每個節點最多有6個自由度。

表1 有限元計算中的材料特性[3-4]
1.3 載荷與邊界條件
為了分析PCD片與金剛石砂輪相對高速旋轉運動時摩擦熱的溫度分布情況,使砂輪相對于PCD做旋轉運動,PCD片固定不動,并在其上方施加一定的壓力載荷。施加的砂輪轉速分別為1 500、2 000、2 500、3 000、3 500、4 000、4 500、5 000 r/min。壓應力載荷分別為 2、4、6、8、10 MPa。對比分析冷卻和不冷卻兩種情況下的溫度場分布情況。
傳熱過程開始時,PCD片、砂輪表面及內部的溫度為環境溫度,即有限元分析時的初始溫度。由于熱-力耦合分析過程中的時間較短,為了使溫度場分布更明顯,適當提高初始溫度T0,取T0=50℃,得到溫度初始條件:

式中:t為時間,s;T0為初始溫度,℃。
考慮到PCD片與砂輪之間的熱輻射損失、熱傳導及熱對流較少,計算時忽略了熱輻射的影響。邊界條件包括已知熱流密度的第二類邊界條件和已知對流傳熱系數的第三類邊界條件。邊界條件可表示為[5]:
式中:q*為熱流密度;λnn為熱導率;?T/?n為沿向的溫度梯度;hf為表面傳熱系數;TS為固體表面的溫度;TB為周圍環境的溫度。
將角速度載荷轉化為切向位移載荷施加在砂輪上,PCD片上表面施加壓應力載荷和冷卻時的溫度載荷。
2 計算結果分析
2.1 溫度場的分布規律
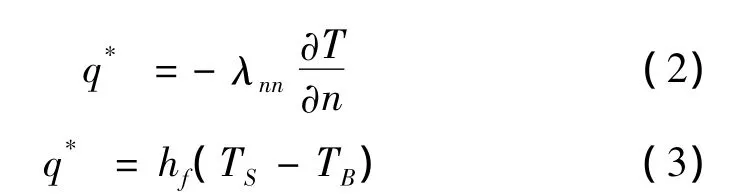
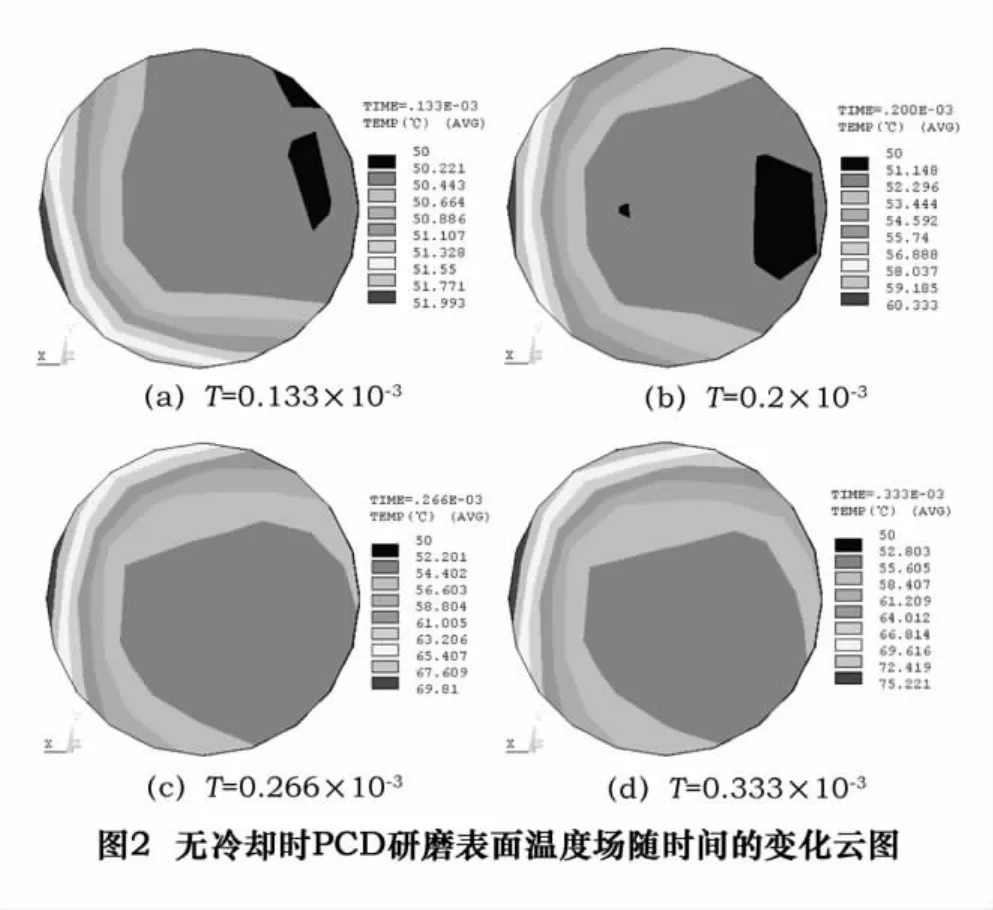
圖2和圖3所示分別為無冷卻和有冷卻兩種情況下,砂輪轉速3 000 r/min,壓應力載荷10 MPa時,聚晶金剛石研磨表面溫度場隨時間的分布及變化云圖。PCD圓片左側為外邊緣(距砂輪中心較遠處),右側為內邊緣,下側為研磨切入點,上側為切出點。從圖中可以看出,冷卻與不冷卻兩種情況下研磨表面溫度場的分布及隨時間的變化趨勢非常相似,最高溫度都分布于外邊緣處,最低溫度則分布在內邊緣處,只是冷卻時的表面溫度值較低。在研磨開始時,下側切入點處溫度比上側切出點處溫度高,但隨著研磨時間的增加,切出點的溫度逐漸升高,當研磨一段時間后,切出點處溫度超過了切入點處溫度,并持續下去直到研磨結束。
出現上述現象的主要原因是,研磨過程中PCD片外邊緣處的研磨線速度大于內邊緣處,摩擦產生的熱量多,使得外邊緣處溫度高于內邊緣處,內外邊緣處溫度差值的大小主要取決于研磨線速度差值的大小。研磨切入點處和切出點處線速度相同,隨著研磨時間的增加,切入點處的一部分熱量經過砂輪傳遞到切出點處,使得切出點處的溫度逐漸高于切入點處。
其他轉速和載荷條件下溫度場隨時間的分布和變化規律與上述情況相似,這里不再一一列出。
2.2 研磨參數對溫度場的影響
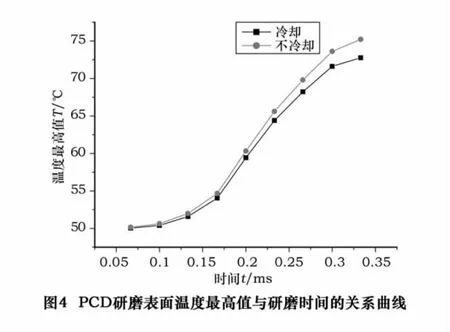
(1)研磨時間對溫度的影響
圖4所示為砂輪轉速3 000 r/min,壓應力載荷10 MPa時,PCD片研磨表面最高溫度與研磨時間的關系曲線。可以看出,最高溫度隨著研磨時間的增加而升高,開始時溫度升高速度較慢,隨后快速升高,最后升高速度又趨于平緩,類似“S”型曲線。不冷卻情況下溫度的最高值始終比冷卻時大,而且兩者之間的差值隨時間的增加也逐漸變大。
(2)研磨速度對溫度的影響
圖5為研磨時間相同,壓應力載荷10 MPa時,PCD研磨表面最高溫度隨砂輪轉速的變化情況。可以看出,研磨表面的最高溫度隨著砂輪轉速的增加而增高,基本呈線性關系。不冷卻時溫度的最高值始終大于冷卻時的情況,兩條線基本平行。
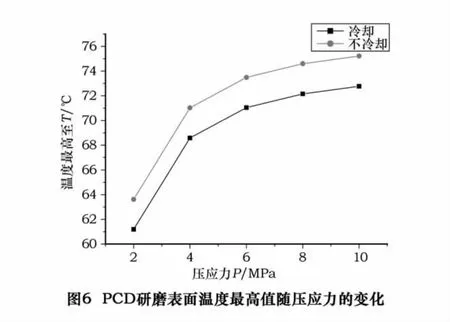
(3)研磨壓力對溫度的影響
圖6為研磨時間相同,砂輪轉速3 000 r/min時,PCD研磨表面的最高溫度隨研磨壓應力的變化情況。可以看出,研磨表面的最高溫度隨著壓應力的增加而增高,在壓應力小于6 MPa時,溫度的升高幅度較快,隨后溫度升高趨勢變緩。不冷卻時的溫度最高值始終大于冷卻時的情況。

3 結語
采用三維熱-力耦合有限元法分析了使用金剛石砂輪高速研磨聚晶金剛石片時,不同工藝參數下溫度場的分布和變化規律。
(1)冷卻情況下聚晶金剛石研磨表面的溫度始終比不冷卻時的低。
(2)不同工藝參數條件下,PCD研磨表面溫度場的分布情況基本相似,溫度的最高值都出現在研磨表面的外邊緣處,即研磨線速度最大處。研磨開始時,研磨表面切出點處溫度低于切入點處,隨著研磨時間的增加,切出點處溫度逐漸升高并超出切入點處溫度。
(3)PCD研磨表面溫度隨著研磨時間增加、砂輪轉速升高和研磨壓力的增大而升高,只是升高的趨勢有所不同。
[1]李穎,龍旭輝.金剛石聚晶的性能[J].鄭州工業學校學報,2001(4).
[2]王光祖.聚晶金剛石(PCD)在工業中應用[J].超硬材料與工程.1996(3):15-20.
[3]機械設計手冊編委會.機械設計手冊:第一卷[M].北京:機械工業出版社,2004.
[4]袁哲俊,劉華明.金屬切削刀具設計手冊[M].北京:機械工業出版社,2008.
[5]張國智,胡仁喜,陳繼剛.ANSYS10.0熱力學有限元分析實例指導手冊[M].北京:機械工業出版社,2007.
