立式加工中心主軸動態(tài)誤差的測試及研究*
2013-10-24 13:08:38王冠明馬曉波
制造技術與機床 2013年1期
關鍵詞:分析
劉 闊 王冠明 馬曉波
(沈陽機床(集團)有限責任公司國家重點實驗室,遼寧沈陽 110142)
精密機床的質量,取決于其關鍵部件的質量,而精密主軸部件是保證精密機床加工精度的核心。主軸動態(tài)誤差直接影響到機床的工作性能和壽命、工件圓度、表面粗糙度和平面度等,可以用來預測機床在理想加工條件下所能達到的最小形狀誤差并判斷產生加工誤差的原因。
國內外很多學者對主軸的動態(tài)誤差進行了深入研究。張明[1]對空氣靜壓主軸回轉誤差測量理論、測試試驗技術等進行了研究;伍良生等[2]提出了一套主軸回轉精度的動態(tài)測試系統(tǒng);孫艷芬[3]分析了主軸回轉誤差對工件加工精度的影響;彭萬歡等[4]分析了主軸偏心的影響和作用原理,并提出了合適的偏心消除方法。
本文通過對機床主軸回轉誤差的基本形式及其對工件加工精度影響進行分析的基礎上,對不同轉速下的主軸回轉誤差進行了大量試驗,并結合主軸的動態(tài)特性測試結果進行了分析,為機床的切削參數(shù)優(yōu)化提供數(shù)據(jù)和理論基礎。
1 主軸動態(tài)誤差的形式
在理想情況下主軸回轉時,主軸軸線的空間位置是固定不變的。但是機床主軸在實際工作中,由于軸承軸頸的圓度、軸承之間的同軸度、主軸的撓度等誤差,使主軸回轉軸線的位置發(fā)生變化。
主軸動態(tài)誤差包括3種形式的誤差:徑向跳動誤差、軸向竄動誤差和角度擺動誤差。通常情況下,這3種形式的誤差并不是單獨存在,而是以一種綜合結果體現(xiàn),產生的加工誤差也是3種形式影響的疊加,也稱為主軸軸心漂移[5]。
2 主軸動態(tài)誤差測試
采用API SPN-300主軸動態(tài)誤差分析儀對主軸動態(tài)誤差進行測試。測試系統(tǒng)包括測試軟件、3個電容式傳感器(分別測試2個徑向誤差和1個軸向誤差)、校準夾具和電源模塊等。測試的動態(tài)響應可達25 kHz,采樣速率為256 000次/s,主軸最高測試轉速為60 000 r/min。
具體測試的誤差項目為主軸2個方向的徑向平均誤差和異步誤差、軸向平均誤差和異步誤差。平均誤差是主軸運動極坐標圖的平均輪廓線,代表機床在理想切削條件下所能加工出工件的最好圓度。異步誤差是總誤差運動對平均誤差運動的偏離,代表在理想切削條件下機床所能獲得的加工表面粗糙度。
下面對某立式加工中心進行主軸各項誤差測試,圖1為主軸動態(tài)誤差的測試現(xiàn)場。

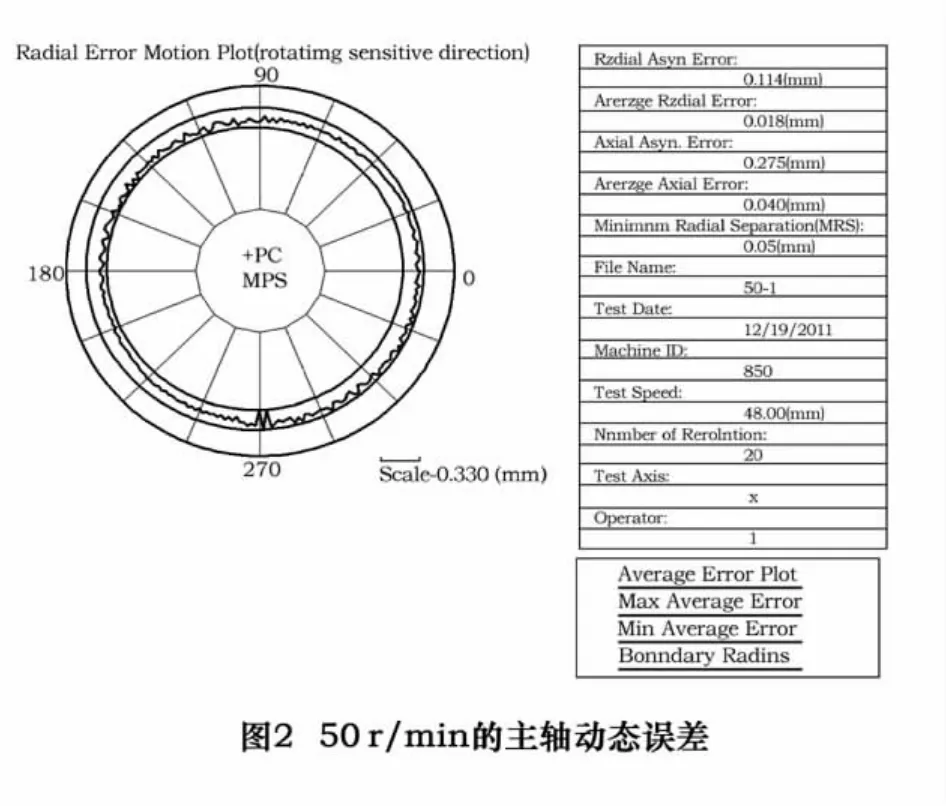
對主軸在50、100、300、500、750、1 000、1 500、2 000、2 500、3 000、3 500、4 000、4 500、5 000、5 500、6 000、6 500、7 000、7 500、8 000 r/min 的轉速下分別測試主軸動態(tài)誤差,每種轉速下測試3次。圖2為主軸在50 r/min時的測試結果。
將主軸誤差的測試結果進行整理,主軸徑向平均誤差和異步誤差測試結果如表1所示。
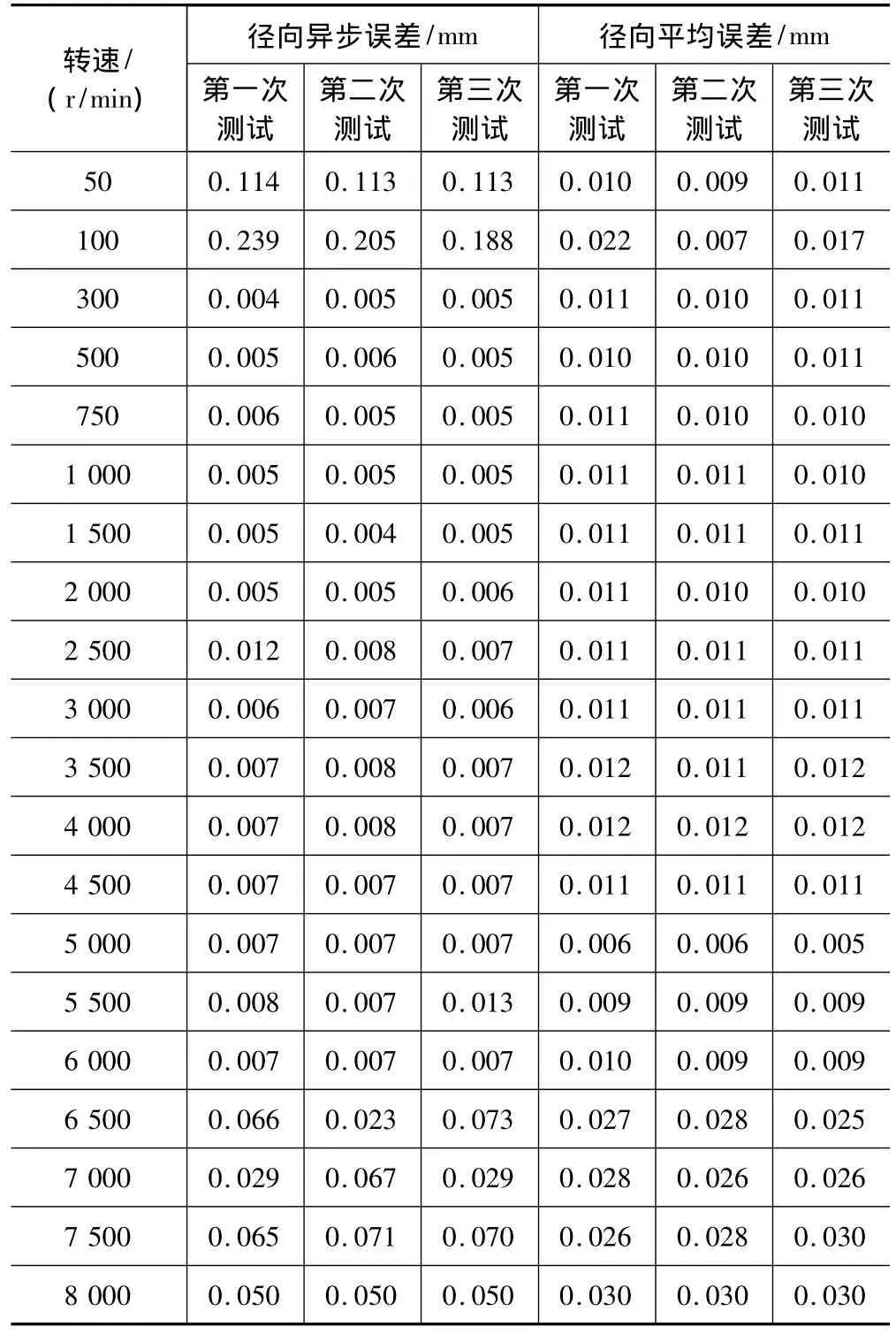
表1 主軸徑向動態(tài)誤差測試結果
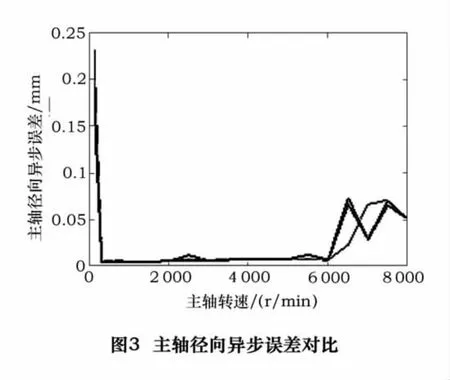
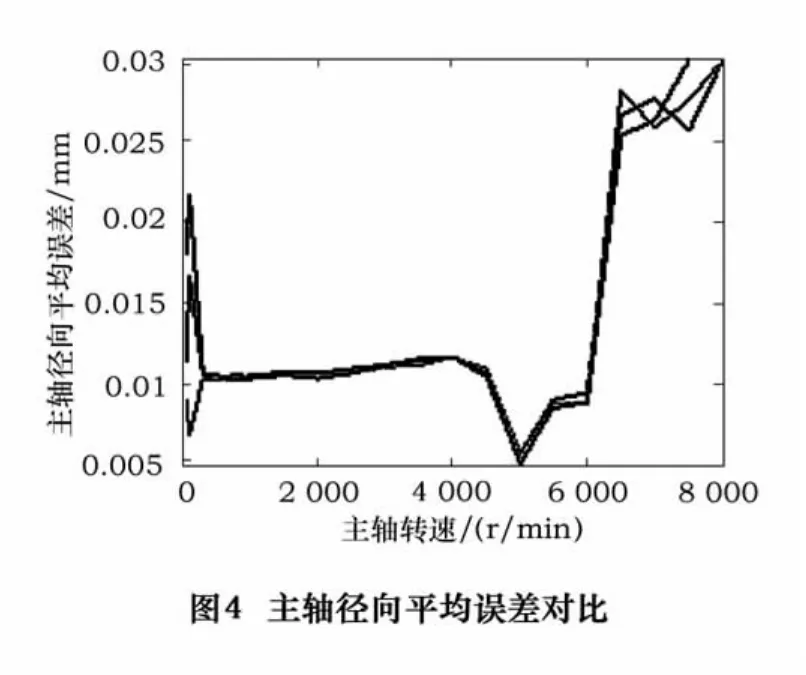
將數(shù)據(jù)導入MATLAB,繪制主軸徑向平均誤差和異步誤差與轉速的關系曲線,如圖3和圖4所示。
主軸軸向平均誤差和異步誤差測試結果如表2所示。
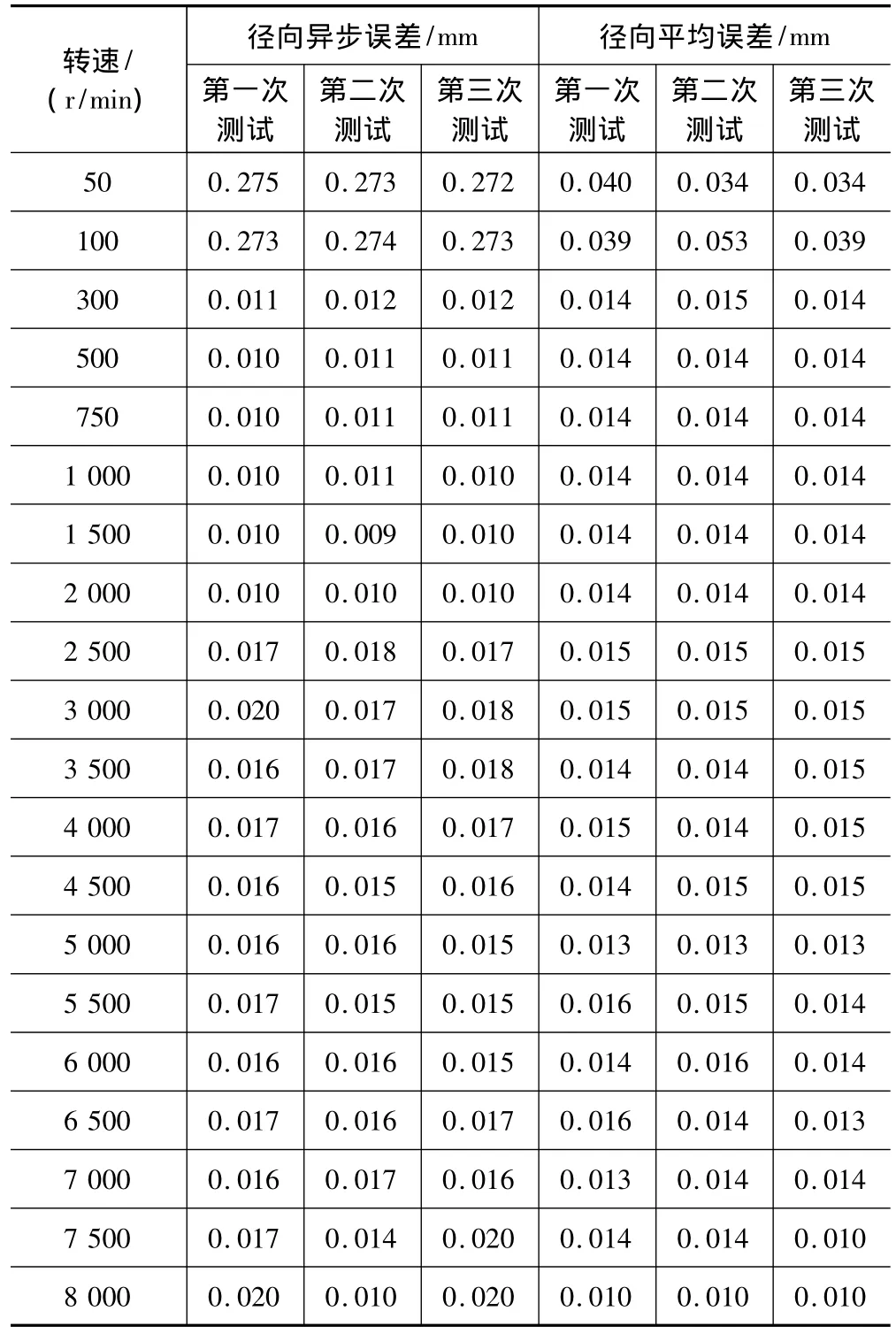
表2 主軸軸向動態(tài)誤差測試結果
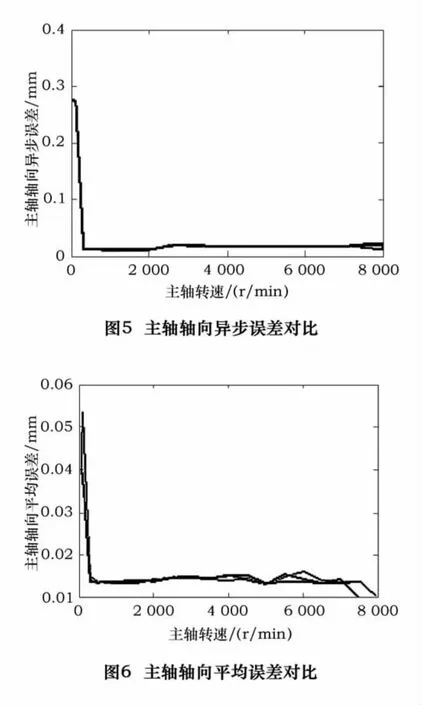
將數(shù)據(jù)導入MATLAB,繪制主軸軸向平均誤差和異步誤差與轉速的關系曲線,如圖5和圖6所示。主軸最小徑向間距的測試結果如表3所示。
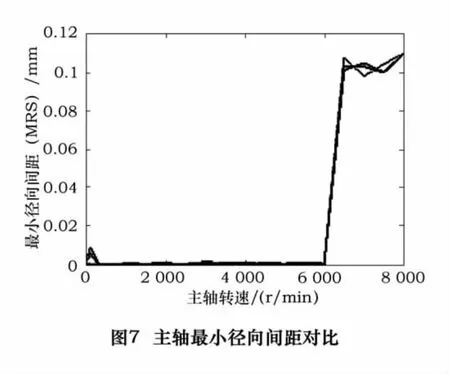
將主軸最小徑向間距的數(shù)據(jù)導入MATLAB,繪制主軸最小徑向間距與轉速的關系曲線,如圖7所示。
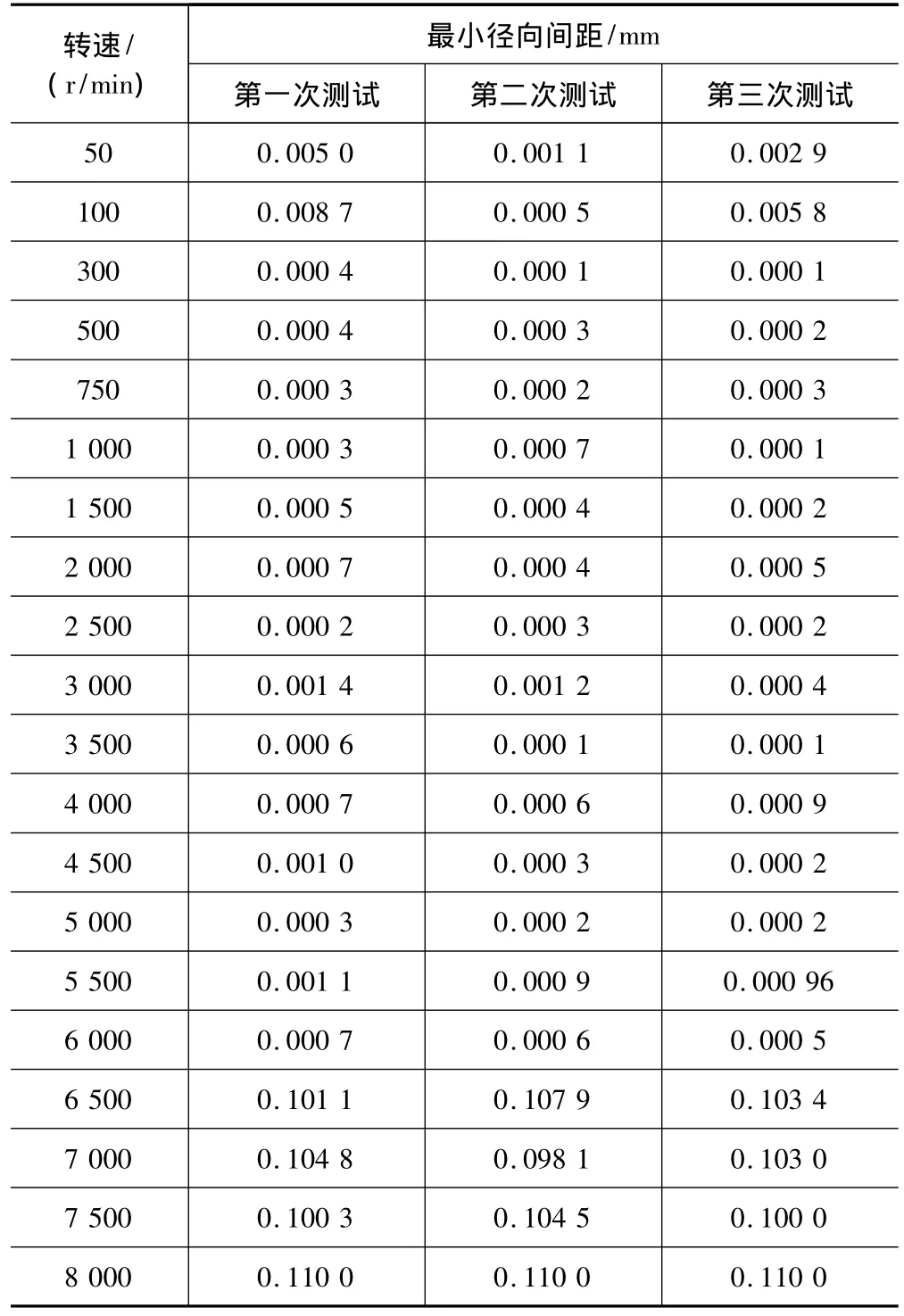
表3 主軸最小徑向間距測試結果
3 誤差分析
從圖3和4中可以看出,主軸徑向誤差隨轉速的變化較大,這是因為轉速的提高將產生附加徑向載荷或變形,并且主軸徑向剛度相對較弱導致的。
從圖5和6中可以看出,主軸軸向誤差隨轉速的變化較小,這是因為轉速的提高并不直接產生附加軸向載荷或變形等問題,并且軸向剛度相對較高導致的。
4 結語
本文對主軸動態(tài)誤差的類型及其對加工精度的影響進行了分析。采用API動態(tài)誤差分析儀對某立式加工中心的徑向平均誤差和異步誤差、軸向平均誤差和異步誤差以及主軸最小徑向間距進行了測試,給出了詳細的測試數(shù)據(jù),并且得到了各誤差項與轉速的關系圖,最后對測試結果進行了分析。測試數(shù)據(jù)和分析結果對主軸動態(tài)誤差分析具有非常重要的參考意義。
[1]張明.空氣靜壓主軸回轉誤差測量技術研究[D].綿陽:中國工程物理研究院,2008.
[2]伍良生,楊勇,周大帥.機床主軸徑向回轉誤差的測試與研究[J].機械設計與制造,2009(1):107-109.
[3]孫艷芬.關于機床主軸回轉誤差對加工精度的影響[J].裝備制造技術,2009(11):119-120.
[4]彭萬歡,趙午云,陶繼忠,等.精密主軸回轉誤差測試的偏心分析[J].機械設計與制造,2008,(12):83-85.
[5]孫英達.機床主軸回轉誤差對零件加工質量的影響及可采取的技術措施[J].機械,2003,(30):232-233.
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現(xiàn)代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
