貫流式水輪發(fā)電機(jī)磁極鐵心制造技術(shù)
2013-09-26 09:01:58于春玲陳潤年
防爆電機(jī) 2013年6期
于春玲,陳潤年
(1 哈爾濱電機(jī)廠有限責(zé)任公司,黑龍江哈爾濱 150040;2 哈爾濱電氣動(dòng)力裝備有限公司,黑龍江哈爾濱 150040)
0 引言
蜀河電站位于陜西省旬陽縣境內(nèi)漢江上游干流上,是漢江上游梯級電站的第六個(gè)梯級電站。單機(jī)容量 46MW,共裝機(jī)6臺,裝機(jī)總?cè)萘?70MW,蜀河貫流式發(fā)電機(jī)磁極鐵心是目前單件尺寸和重量較大的貫流式機(jī)組磁極鐵心,采用無T尾結(jié)構(gòu),安裝時(shí)用螺桿將磁極固定在轉(zhuǎn)子支架上。針對其中兩臺貫流式磁極鐵心的結(jié)構(gòu)特點(diǎn)對其制造技術(shù)進(jìn)行總結(jié)。
1 磁極鐵心結(jié)構(gòu)
磁極鐵心全長 2110mm,極身寬 190mm,重725kg,主要由磁極沖片、兩端磁極壓板、阻尼條、阻尼環(huán)、穿心方鋼等部件構(gòu)成。兩種形狀的1.5mm磁極沖片經(jīng)整齊疊裝后用兩端磁極壓板壓緊。方鋼從極身方孔通長穿入,兩端與磁極壓板焊接形成緊實(shí)的整體。兩個(gè)阻尼環(huán)裝配在兩端磁極壓板外側(cè),用銷子固定在磁極壓板上,4根阻尼條在靴部均勻分布貫穿磁極沖片、兩端磁極壓板和阻尼環(huán),并與阻尼環(huán)銀焊在一起,與磁極沖片用樣沖鉚接鎖定,見圖1。
2 磁極鐵心制造
2.1 磁極沖片
蜀河貫流發(fā)電機(jī)有24對磁極,需要沖片數(shù)量較多,根據(jù)結(jié)構(gòu)特點(diǎn)選用沖制工藝方法,設(shè)計(jì)制造專用模具。磁極沖片有兩種形狀,都選用1.5mm鋼板沖制,一種是基本片,在沖床一次沖成。另一種是按螺桿位置尺寸要求,利用基本片再次沖開極身方鋼底部螺桿位置的沖片,在鐵心疊裝過程中根據(jù)圖紙?jiān)O(shè)計(jì)要求使用,可以疊出在轉(zhuǎn)子支架上固定磁極的螺紋孔的空間,沖片尺寸及形位公差全部由沖模保證。這種沖制方式省去了只用一種沖片疊完鐵心后上機(jī)床加工螺桿孔的工作,避免了加工孔時(shí)定位難的問題,有效保證安裝質(zhì)量,是效率較高的工藝方法,既經(jīng)濟(jì)又可靠。

圖1 磁極鐵心裝配
2.2 磁極壓板
蜀河貫流磁極壓板按設(shè)計(jì)要求需要在極身中心開95×90方孔用來穿方鋼,極靴上有4-φ25.5阻尼孔和2-φ12阻尼環(huán)鎖定銷孔,極靴外圓上沿周向加工出17條4mm的梳齒槽用于減少渦流形成,同時(shí)考慮有效磁路設(shè)計(jì)還需加工出各種斜角和圓角。磁極壓板毛坯料是由Q235B和Q345B鋼板焊接,然后再利用機(jī)械加工手段完成壓板的成形。磁極壓板制造難點(diǎn)主要是保證方鋼孔的尺寸公差和壓板外形各尺寸,必須嚴(yán)格控制在較小的公差帶內(nèi),靴面高度保證與沖片平齊,這些尺寸對后續(xù)裝配影響很大。由于壓板尺寸復(fù)雜,各尺寸相對位置很重要,如果基準(zhǔn)出現(xiàn)偏差,對其它尺寸影響很大,以往在多個(gè)普通機(jī)床上完成不同工序,由于多次裝夾找正誤差、定位基準(zhǔn)不統(tǒng)一,機(jī)床精度差等累積誤差對加工質(zhì)量影響很大。這次根據(jù)現(xiàn)有設(shè)備能力和壓板形狀復(fù)雜、數(shù)量多的特點(diǎn)制定了新的加工方案:各平面加工、梳齒加工和孔加工全部利用胎具固定磁極壓板,數(shù)控編程在數(shù)控加工中心一次完成,而復(fù)雜外形和加工精度要求高的方孔加工以同一個(gè)基準(zhǔn)定位,由數(shù)控線切割機(jī)走程序完成,做到了轉(zhuǎn)序少,定位基準(zhǔn)統(tǒng)一,編程加工,很好地將各相對尺寸控制在公差要求之內(nèi),大大提高加工精度。
2.3 磁極方鋼
由 Q345B厚鋼板加工,截面寬 95mm,高90mm,尺寸公差僅有0.10mm,兩個(gè)面垂直度要求≤0.03mm,全 長2 105 mm,直線度要求≤0.15mm,方鋼上有9-M48螺紋。方鋼加工除了要達(dá)到尺寸公差要求以外還必須保證直線度和垂直度才能在后序順利穿入磁極鐵心中,而且不會影響磁極鐵心疊裝質(zhì)量。9-M48螺紋的相對位置必須準(zhǔn)確才能在裝配中與轉(zhuǎn)子支架上孔的位置一一對應(yīng),在電站才能順利將磁極固定起來。由于蜀河磁極方鋼尺寸較長,屬于細(xì)長件,加工變形大,加工精度要求高,在加工措施上需采取特殊處理。為保證方鋼的形位公差結(jié)合經(jīng)濟(jì)性考慮,決定平面粗加工在普通刨床上用胎具裝夾進(jìn)行,留精加工余量,時(shí)效消除應(yīng)力后完成其它工序,最后在平面磨床上用防變形工具固定,考慮機(jī)床精度影響對加工參數(shù)進(jìn)行合理修定,完成各平面精加工,達(dá)到各精度要求。為保證9-M48螺紋孔的相對位置,利用數(shù)控鏜床編程打點(diǎn),然后在普通鉆床完成鉆攻9-M48螺紋,既保證所有方鋼的螺紋位置精度又減少數(shù)控機(jī)床的占用時(shí)間,合理、有效安排各加工機(jī)床。
2.4 阻尼環(huán)、阻尼條
蜀河機(jī)組具有直軸和交軸阻尼繞組,阻尼條是采購銅棒料,直徑靠拉制保證,端部及倒角在臥車加工完成。阻尼環(huán)用銅板在加工中心數(shù)控編程,自制胎具固定,完成復(fù)雜外形加工,根據(jù)銅板材料的收縮特性,阻尼孔和銷孔加工的刀具可以根據(jù)上偏差合理選取,保證各阻尼孔和銷孔的尺寸公差和位置度,滿足設(shè)計(jì)要求。
2.5 磁極鐵心裝配
根據(jù)蜀河貫流式磁極鐵心需要用兩種沖片按一定尺寸交替疊裝的結(jié)構(gòu)特點(diǎn),常規(guī)機(jī)組磁極鐵心壓胎不方便隨時(shí)測量和調(diào)整這個(gè)尺寸,我們研究設(shè)計(jì)了全新的專用胎具并進(jìn)行試用,發(fā)現(xiàn)由于設(shè)計(jì)了穿入方鋼的孔并且孔的尺寸較大,胎具端部強(qiáng)度較差。通過試驗(yàn)還發(fā)現(xiàn)阻尼條在胎具上安裝更合適,隨后進(jìn)行了必要的改進(jìn),端部增加加強(qiáng)筋,增開穿阻尼條的6個(gè)孔,最終確定了胎具結(jié)構(gòu)。胎具選取新的定位、裝夾及壓緊方式,包括裝夾部分和拉伸裝置兩部分,見圖2、圖3。裝夾部分外框胎體是由鋼板裝焊的,后壓頭焊在胎體一端內(nèi)側(cè),開有穿方鋼和阻尼條的窗口,定位鍵和托板用螺栓固定在胎體上,胎體兩側(cè)有可調(diào)側(cè)擋板,胎體另一端固定拉伸裝置,前壓頭與拉伸器通過螺紋連接在一起。疊片之前調(diào)整胎具符合裝配要求,用定位鍵和托板作定位基準(zhǔn)將沖片靴部圓弧部分和端部靠到定位基準(zhǔn)上整齊疊裝,根據(jù)設(shè)計(jì)要求兩種不同沖片交替疊裝,控制每段長度公差小于1.5mm,預(yù)計(jì)達(dá)到圖紙尺寸時(shí)兩端裝磁極壓板,將設(shè)計(jì)要求的壓力值換算到油壓裝置的壓力表值,經(jīng)換算,蜀河磁極鐵心壓緊壓力表讀數(shù)達(dá)到12MPa,用拉伸裝置逐漸壓緊磁極鐵心達(dá)到壓力要求。鐵心與方鋼裝配間隙僅0.10mm,鐵心與轉(zhuǎn)子支架配合面圓弧最大安裝間隙也僅有0.10mm,必須嚴(yán)格控制疊片錯(cuò)牙和直線度,隨時(shí)測量、調(diào)整磁極鐵心達(dá)到公差要求。在壓緊狀態(tài)下穿入方鋼和阻尼條,方鋼嚴(yán)格控制低于鐵心長度,如果不符合要求重新調(diào)整、壓緊,直到滿足要求。檢查全部尺寸達(dá)到設(shè)計(jì)圖紙要求后點(diǎn)焊方鋼與磁極壓板。撤掉油壓,松開側(cè)擋板,將鐵心從胎具里吊出放到平臺上,兩端裝上阻尼環(huán)并用圓柱銷鎖定在磁極壓板上。阻尼環(huán)與阻尼條采用中頻焊方法進(jìn)行銀焊,最后滿焊方鋼與磁極壓板坡口。全部工序完成后用專用吊攀工具將磁極鐵心吊到指定地方存放,避免磕碰、變形。
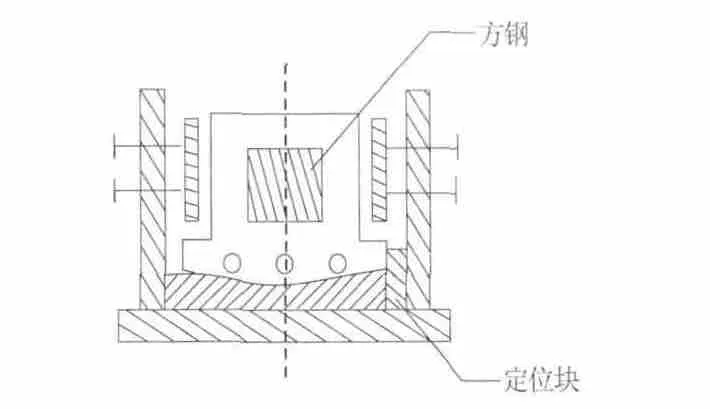
圖2 磁極鐵心壓胎定位方式
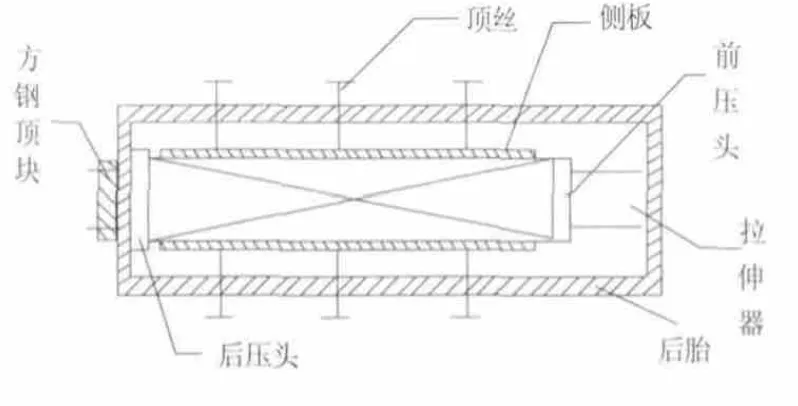
圖3 磁極鐵心裝夾及壓緊方式
3 結(jié)語
蜀河磁極鐵心制造充分結(jié)合現(xiàn)有設(shè)備能力,通過工藝優(yōu)化解決了磁極壓板加工、方鋼加工、磁極鐵心裝配等精度要求高的難題。目前這兩臺機(jī)組在蜀河電站已全部安裝完畢,進(jìn)入穩(wěn)定運(yùn)行階段,證明機(jī)組的制造、安裝都達(dá)到了預(yù)期目的。制定和改進(jìn)的磁極鐵心制造工藝是可行的,能夠滿足機(jī)組性能要求,此工藝方法可為今后貫流機(jī)組磁極鐵心生產(chǎn)提供有價(jià)值的參考。
[1]白延年.水輪發(fā)電機(jī)設(shè)計(jì)與計(jì)算.機(jī)械工業(yè)出版社,1982.
[2]田樹棠.貫流式水輪發(fā)電機(jī)組及其選擇方法.中國電力出版社,2000.
[3]方日杰.電機(jī)制造工藝學(xué).機(jī)械工業(yè)出版社,1995.

- 防爆電機(jī)的其它文章
- 基于SVPWM 的永磁同步電動(dòng)機(jī)直接轉(zhuǎn)矩控制