高速單輥復卷機傳動控制系統的設計與應用
2013-09-10 10:16:18劉棟
中國造紙 2013年8期
劉 棟
(西門子工業業務領域驅動技術集團,廣東廣州,510620)
VariPlusTM是德國福伊特公司制造的現代化新型高速單輥復卷機,具備如下特點:①卷取部分是由中心輥驅動、多站復卷的現代高速復卷機;②中心輥與復卷成品紙卷采用水平排列方式,中心輥兩側可以分別進行卷取,不會出現聯體問題,紙卷質量的增加也不會對卷取硬度造成影響;③能自動送入紙筒芯、紙幅自動粘貼在紙筒芯上、自動紙幅切斷、自動接頭、自動換紙、多站復卷機工作站自動切換等全自動化。
復卷機的高速發展對傳動控制提出了越來越高的要求,現代化的高性能復卷機必須配置先進的傳動控制系統。本文介紹的基于SINAMICS S120的傳動控制系統能充分完成VariPlusTM高速單輥復卷機的工藝控制要求。
1 高速單輥復卷機系統描述
1.1 性能指標
最高工作車速:2500 m/min;原紙卷最大直徑:3700 mm,卷紙幅寬:10950 mm;成品紙卷最小寬度:500 mm,最大寬度:2500 mm,最大直徑:1800 mm;工作站數目:8個6 t重型工作站,9個3 t標準工作站;系統升、降速時間:80 s。
1.2 機械結構與工藝流程TM
VariPlus高速單輥復卷機主要由放卷區域、引紙區域及收卷區域3部分組成,如圖1所示[1]。
1.2.1 放卷區域
放卷區域由退紙機架、放卷輥傳動電機、空輥提升裝置、紙軸離合器、氣動機械制動裝置和徑向擺動裝置等組成。上游紙卷通過軌道傳輸裝置送達放卷區域,在放卷區域紙幅被放開并且保持一定的張力,驅動電機用于控制開卷時紙幅張力和引紙時驅動紙卷,當紙卷卷完或斷紙時會使紙卷減速甚至停車。
1.2.2 引紙區域
引紙區域是指從對縫黏接器到縱切刀的區域。第一個導紙輥引領紙幅從放卷區域進入縱切部,其中一個導紙輥作為張力測量輥,承載著張力測量元件。張力測量輥測量放卷輥和紙幅分離輥之間的張力。縱切刀按照預先設定的寬度完成紙幅的分切。
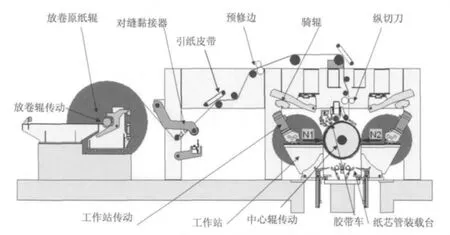
圖1 VariPlusTM高速單輥復卷機機械結構概圖
1.2.3 收卷區域
收卷區域相對比較復雜,它由紙幅張力分離輥、中心輥主傳動、中心輥真空系統、紙幅纏繞偵測系統、壓區報警裝置、騎輥與工作站等組成。紙幅張力分離輥是由分段的包膠騎輥組成,它們連接在軸上,經由汽缸作用壓在中心輥上,中心輥的真空系統可以幫助引紙,使紙幅吸附到中心輥上。中心輥內設計成一個真空輥,在中心輥的整個表面分布有孔。如果有紙幅纏繞到中心輥上就會被紙幅纏繞偵測系統檢測到,隨后就會立即停車。壓區報警裝置保護操作員工的安全。騎輥用來在啟動初期將紙卷壓在中心輥上[1]。
2 變頻傳動系統介紹
VariPlusTM高速單輥復卷機傳動裝置配置如圖2所示。傳動系統由放卷輥傳動、中心輥傳動、工作站傳動、縱切刀傳動等組成。
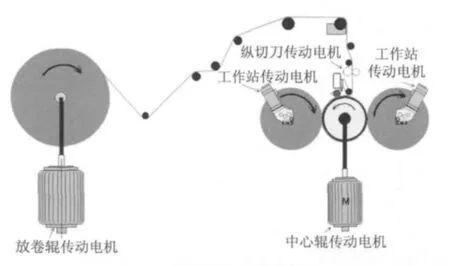
圖2 傳動裝置配置示意圖
傳動裝置詳細配置如下:①1臺690 V/2660 kW的SINAMICS SLM整流器,用于放卷輥傳動與中心輥傳動變頻整流;另加1臺400 V/800 kW的SINAMICS SLM整流器,用于工作站傳動與縱切刀傳動變頻整流。②1臺1900 kW的SINAMICS S120逆變器加上1臺690 V/1250 kW的SIEMENS交流調速電機,用于驅動放卷輥。③1臺1200 kW的SINAMICS S120逆變器加上1臺690 V/785 kW的SIEMENS交流調速電機,用于驅動中心輥。④1臺75 kW的SINAMICS S120逆變器加上2臺400 V/76 kW的SIEMENS交流調速電機,用于驅動重型工作站,這種配置共8套,分別驅動8個重型工作站。⑤1臺37 kW的SINAMICS S120逆變器加上2臺400 V/76 kW的SIEMENS交流調速電機,用于驅動輕型工作站,這種配置共9套,分別驅動9個標準工作站。⑥1臺30 kW的SINAMICS S120逆變器加上20臺400 V/0.8 kW的SIEMENS交流調速電機,用于驅動20套縱切刀。
3 傳動控制系統的構成
整個傳動控制系統由動力部分、PLC控制部分以及變頻器驅動部分3部分組成,如圖3所示。
3.1 動力部分
動力電源是由1臺3150 kVA的變壓器將35 kV的電源轉換為690 V的動力電,用于驅動放卷輥傳動與中心輥傳動;另外1臺1000 kVA的變壓器將690 V的電源轉換為400 V的動力電,用于驅動8臺重型工作站卷紙輥、9個標準工作站卷紙輥以及20套縱切刀。
3.2 PLC控制部分
PLC控制由1臺S7-400和1臺ET200M組成,用于采集現場各種數字量及模擬量信號,完成對放卷輥直徑、動態慣量補償、自動停車等數學計算,處理中心驅動輥與縱切刀電機速度給定值、放卷輥電機轉矩給定值以及工作站卷紙輥電機轉矩給定值的計算,通過PROFIBUS-DP現場總線實現對變頻器的控制及運行狀態參數的讀取。為了設置系統的速度給定值、張力給定值、卷徑預置值等信號,配置了1臺MP377多功能人機面板。為了對整個系統的運行狀態及歷史曲線進行記錄與分析,還配置了1臺OS WINCC站。
3.3 變頻器驅動部分
變頻器驅動部分由公共直流母線、整流回饋單元(SINAMICS SLM)、逆變器 (SINAMICS S120 DC/AC驅動器)和交流變頻電機等組成。復卷機的放卷輥、中心輥與縱切刀分別由單獨的交流變頻電動機驅動[2]。

圖3 整個傳動控制系統示意圖
4 傳動控制系統的設計與應用
4.1 高速單輥復卷機傳動控制的技術要求
復卷機生產出來的成品紙卷必須能夠在后續的運輸、存儲過程中不松散、不崩裂、不變形,所以必須要做到內緊外松,徑向硬度均勻。這對傳動控制系統提出了很高的要求:①在升、降速或者恒速運行時,必須保證紙幅張力在任何時候都穩定,所以要有自動張力控制。②卷取部分是由中心輥驅動的單輥復卷,所以中心輥驅動與工作站驅動要有自動的力矩負荷分配控制。③由于要生產出不同類型的紙卷,所以必須要有自動的定長度或者定輥徑停車功能,以及中心輥自動定位功能。
4.2 傳動控制系統設計的實現與應用
4.2.1 放卷輥傳動的控制
在整個系統中,對放卷輥傳動的控制是決定能否生產出優質成品卷的主要因素。紙幅張力控制是保證紙卷形態的主要因素之一,過大的紙幅張力會破壞產品的內部結構,使產品變形甚至斷裂;而過小的紙幅張力使紙幅無法適度繃緊,影響紙層的均勻度和平整度,嚴重時會使紙幅跑偏、打滑。所以對放卷輥的控制實際就是對放卷紙幅張力的控制,而對放卷紙幅張力的控制實際上就是對傳動電機制動轉矩的控制。具體的設計思路如下:
首先需要考慮所有影響放卷紙幅張力的因素。圖4為放卷輥傳動轉矩示意圖。
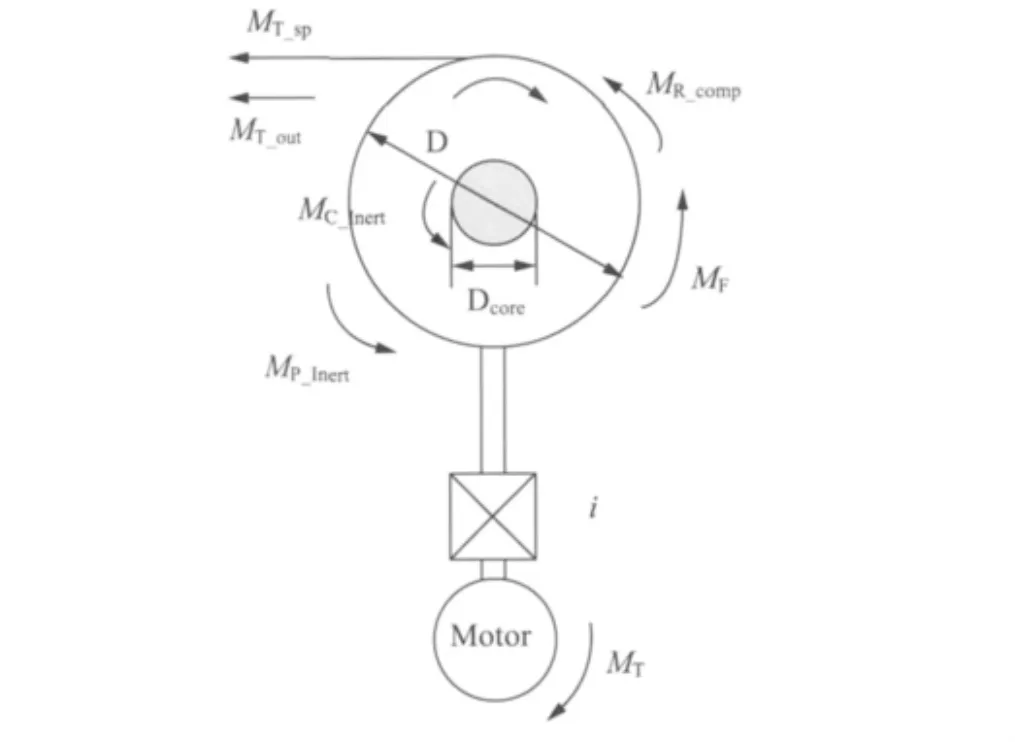
圖4 放卷輥傳動轉矩示意圖
如圖4所示,原紙卷自身慣量在加速起卷、減速停車及穩速運行時產生的慣量轉矩為MP_Inert;空輥芯自身慣量在加速起卷、減速停車及穩速運行時產生的慣量轉矩為MC_Inert;電機與放卷輥之間的機械摩擦力產生的轉矩為MF;為了避免在過渡區中 (恒速、加速、制動)轉矩的沖擊,需一個特定的“軟”特性轉矩補償MR_comp以便無沖擊地加速和制動。計算上述轉矩,再結合紙幅設定張力所對應的轉矩MT_sp以及張力調節器輸出值所對應的轉矩MT_out,就形成了影響放卷紙幅張力的各個因素所對應的總轉矩值MT,i為齒輪比。

此外,在引紙過程中,張力調節器未投入之前,放卷輥傳動處于速度控制模式,傳動電機處于電動狀態;引紙成功后,紙幅張力開始迅速上升,張力調節器被激活投入使用,放卷傳動速度環在飽和狀態下工作,傳動電機處于制動狀態,輸出一個飽和負限幅值。這個飽和負限幅值的大小是根據式 (1)計算出的總轉矩值MT,通過這個值送給電流環的附加轉矩,同時控制電流環的轉矩上限幅與轉矩下限幅,如圖5所示[3],使電機電樞電流一直跟蹤速度環的輸出限幅值,即跟蹤退卷張力的給定值,從而保證了紙幅張力的穩定。很顯然,由式 (1)可知,放卷輥傳動的張力控制實際由直接張力控制和間接張力控制兩種方式實現。在此系統中,在預修邊與縱切刀之間安裝了8臺ABB張力傳感器,測量出紙幅運行時的張力值,并與張力設定值比較后作為張力PID調節器的輸入給定,其輸出值就是直接張力控制的因子。原紙卷自身慣量在加速起卷、減速停車及穩速運行時產生的慣量轉矩MP_Inert,空輥芯自身慣量在加速起卷、減速停車及穩速運行時產生的慣量轉矩MC_Inert,電機與放卷輥之間的機械摩擦力產生的轉矩MF以及“軟”特性轉矩補償MR_comp構成了間接張力控制的相關物理量。
根據式 (2)~式 (5)可計算出原紙卷慣量轉矩MP_Inert、空輥芯慣量轉矩MC_Inert、紙幅設定張力所對應的轉矩MT_sp以及張力調節器輸出值所對應的轉矩MT_out。
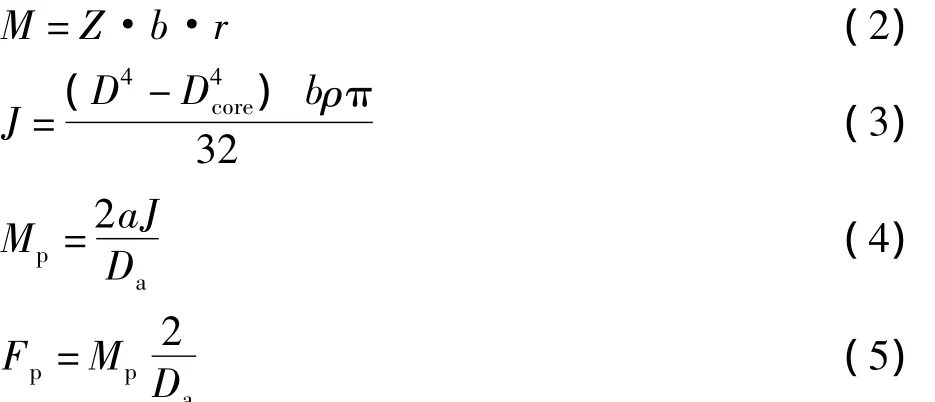
式中,M為張力轉矩,N·m;Z為紙幅張力,N/m,b為放卷輥紙幅寬度,m;a為加速度,m/s2;J為慣量,kg·m2;ρ為紙張的緊度,g/cm3;r為放卷輥實
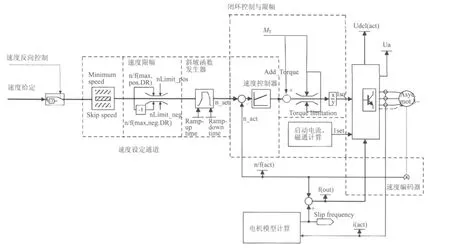
圖5 放卷輥傳動控制邏輯圖
a時半徑,m;D為原紙卷卷徑,m;Dcore為空輥輥徑,m;Mp為慣量轉矩,N·m;Fp為加速度力,N;Da為放卷輥直徑,m[4]。
電機與放卷輥之間的機械摩擦力分為靜摩擦力和動摩擦力兩種。靜摩擦力是一個定值,在調試過程中按照系統的啟動力矩給定,一般設定為比啟動力矩稍小一點的數值。動摩擦力是一個較難計算和測量的值,但是它和電機速度有對應正比線性關系。在實際現場調試過程中,處理它的方法就是當其他的值都在測試比較穩定的狀況下,根據實際情況進行一部分的力矩補償。動摩擦力是一個與傳動系統車速存在線性關系的值。在采用補償時,可以通過在空載的前提下,讓傳動電機在不同速度下運行,其力矩值就可以作為動摩擦力的補償參考值。
4.2.2 中心輥傳動及工作站傳動的負荷分配控制
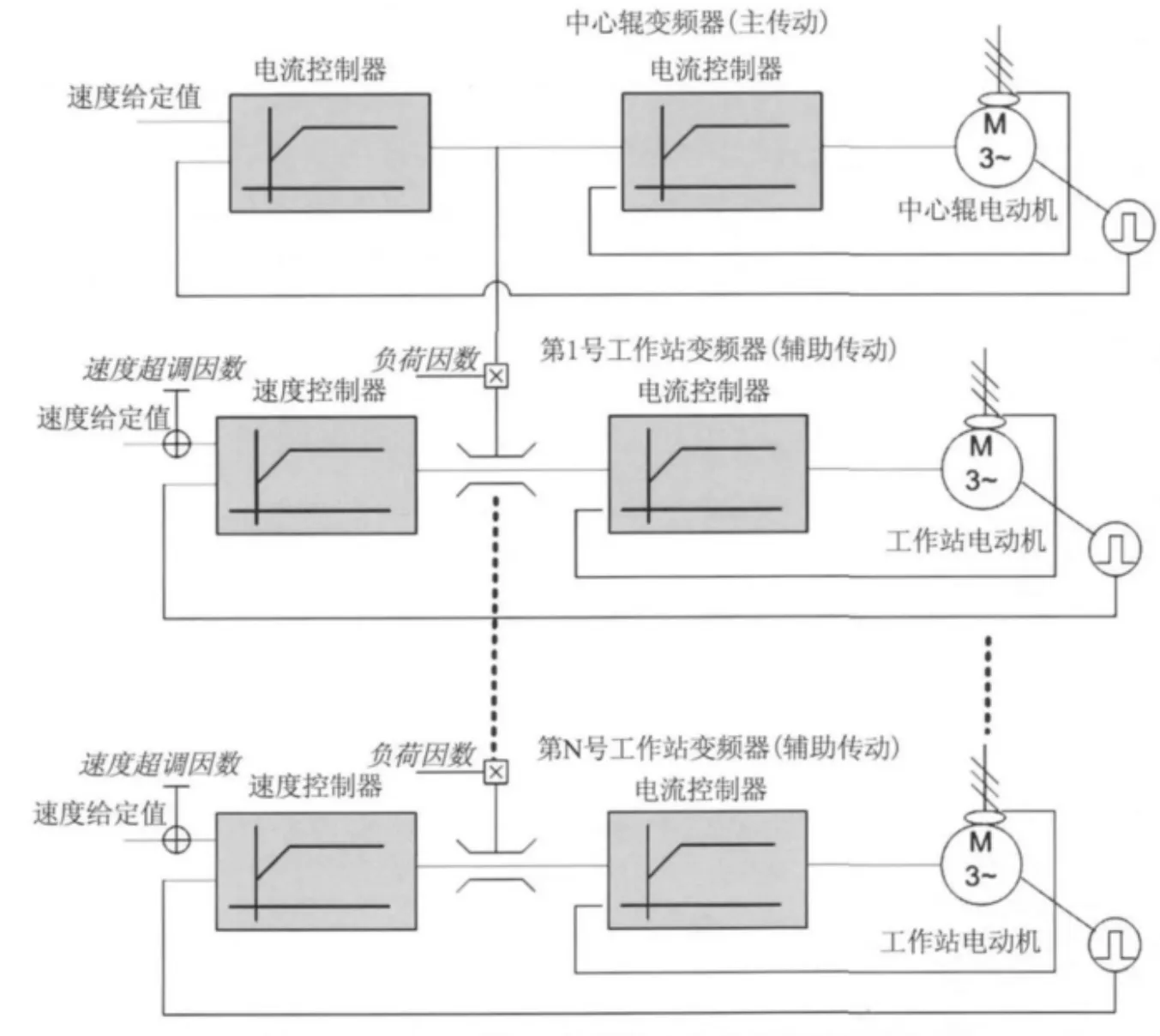
圖6 中心輥傳動與工作站傳動的負荷分配示意圖
圖6為中心輥傳動與工作站傳動的負荷分配示意圖。由圖6可知,在復卷區域,中心輥傳動作為主傳動,屬于速度控制模式;而其余的工作站為從傳動,屬于轉矩控制模式。從傳動變頻器速度設定值適量給予超調值 (一般設置為0.02倍的速度設定值),但同時它的輸出力矩上限值被牢牢限制為主變頻器的轉矩實際輸出值,這樣可以確保主輔傳動的轉矩保持平衡,從傳動的轉矩隨主傳動的變化而變化,達到負荷分配的目的。由于每次生產時所選用的工作站不盡相同,因此在每次開機前,系統要根據當前實際投入使用的工作站類型 (標準站或重型站)來具體確定每臺工作站傳動的轉矩給定。作為主傳動的中心輥傳動,計算出自身的慣量力矩,電機、齒輪箱和聯軸器之間的摩擦力力矩,并且加上系統應有的圓周切線力距,得到的數值再送給電流環的附加轉矩,這樣就會有更好的動態響應。
4.2.3 傳動點啟/停邏輯控制及速度給定
整個復卷機是由放卷輥傳動、中心輥傳動、切紙刀傳動以及工作站傳動組成,存在以下幾種情況的開車與停車:①整個復卷機所有傳動電機同時啟動與停止。②由于引紙的需要或是設備維修的原因,需要單獨對放卷輥傳動啟動與停止。③每次小紙卷完成指定長度成品卷之際,為了將纏繞在中心輥上剩余的紙幅卷入到成品卷上,需要單獨對中心輥傳動以及工作站傳動作定長度、短距離運行。
當整個系統開始由加速起卷到穩速運行過程中,中心輥與放卷輥之間的紙幅可能會有一個從松弛到張緊的過程,如果這個過程變化太急,紙張瞬間從松弛狀態進入繃緊狀態,容易發生斷裂,因此,紙幅張力給定應該是逐漸遞加的量[5]。設計方法是:剛啟動時,通過斜坡函數發生器給放卷輥一個較小的反方向速度,讓放卷輥傳動處于速度控制模式,無須刻意控制放卷輥傳動的轉速。在運行初期,張力還未建立,此時的放卷輥為轉速、電流雙閉環控制;等紙幅繃緊后,紙幅會牽引退紙輥往正的方向運行,使速度調節器飽和而輸出負的最大值到電流調節器,使電流調節器的給定達到負的限幅值,該值是由張力等計算獲得。此時的退紙輥實際為張力電流雙閉環控制,處于張力控制模式與轉矩控制模式,已經不需要速度給定值。為了使切紙邊平滑,上圓刀與底刀線速度應該大于紙幅速度的10%~20%,同時,縱切刀的線速度應該隨車速的變化而變化。由于工作站屬于轉矩控制,所以它們的速度設定值比中心輥的速度設定值高2%,使速度環在正常運行時一直處于飽和狀態,這樣在轉矩上限幅的作用下,實現與中心輥同步運轉。
4.2.4 抱閘功能
復卷機的放卷輥與中心輥都必須具有機械抱閘功能。機械抱閘主要有兩個目的,一是為了實現在停機時,放卷輥傳動與中心輥傳動在沒有電氣制動的情況下保持一定的紙幅張力,以避免由于張力過小引起震蕩;二是在緊急停機而發生斷紙時,通過借助于機械抱閘的制動能快速停車,避免原紙卷松散。機械抱閘打開的條件是:傳動電機啟動并延時3 s,電機的勵磁磁場建立起來后打開。機械抱閘關閉的條件有:一是正常工作時,當車速下降到4 m/min時開始抱閘,提前抱閘是因為機械抱閘由于機械結構原因不可能馬上將閘抱死;二是緊急停止、傳動故障或者斷紙時立即抱閘。
4.2.5 速度調節器變比例增益控制
對于放卷輥傳動而言,放卷原紙輥在生產過程中的輥徑、質量及自身慣量均在逐漸減少,所以該傳動速度調節器的比例系數不能一成不變,否則動態響應就要慢而且有可能產生振蕩,它必須跟隨放卷輥慣量變化,慣量越大、比例系數就越大,如圖7所示。
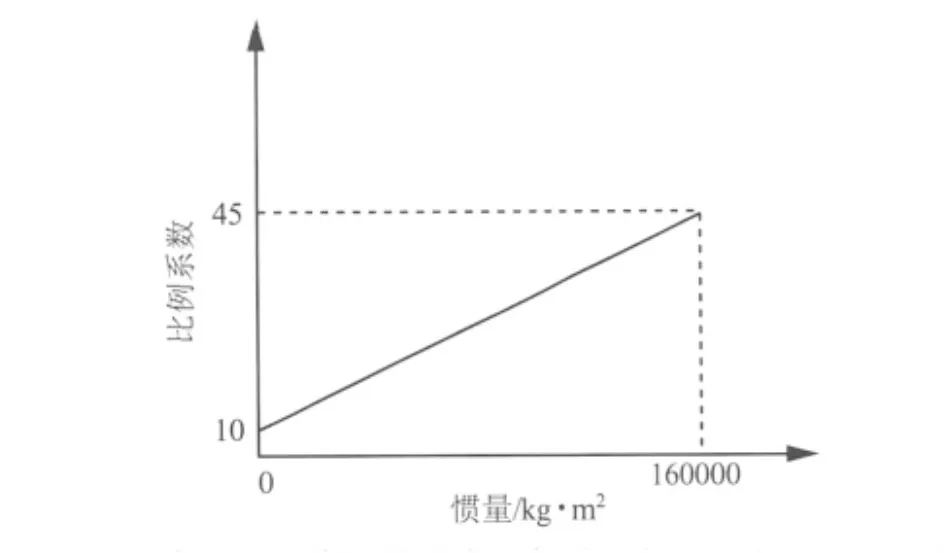
圖7 速度調節器變比例增益與慣量之間對應關系圖
而對于中心輥傳動而言,盡管中心輥本身的質量保持不變,但是工作站上的成品卷隨著輥徑的變化而變化,所以中心輥傳動的速度調節器的比例系數也需要動態變化,方法同上。
4.2.6 中心輥定位運行功能
中心輥定位運行的目的是為了將紙尾全部卷入到成品卷上,并且保證紙尾頭粘貼到紙卷上。要求中心輥與工作站在低速下完成規定的短距離長度,此時的放卷輥傳動停止不動。復卷機有兩種情況需要中心輥定位運行,一是每個卷次結束時;二是由一種紙卷改抄另外一種紙卷時,在移動縱切刀位置之前。中心輥定位運行的難點在于需要在極低速的情況下使傳動電機運行很短的距離便立即停車,而且每次定位運行時,工作站上紙卷半徑不同,所以為了保障系統能夠平穩運行,必須對中心輥傳動的速度環比例增益系數做出相應的調整。
4.2.7 自動停車功能
復卷機的作用就是將一個大紙卷分拆為多個小紙卷,所以自動停車是每臺復卷機必須具備的基本功能。復卷機的自動停車包括根據放卷輥半徑自動停車、放卷輥長度自動停車、卷紙輥長度自動停車、卷紙輥半徑自動停車以及按照外部給定長度停車5種方式。現介紹卷紙輥長度自動停車方法,其他4種停車設計方法與之類似。設計思路就是首先通過安裝在PLC機架上的FM450-1高速計數模塊讀取安裝在中心輥電機上的速度編碼器上的脈沖,計算出運行時已經卷到小紙卷上的紙幅總長度L1,然后根據當前車速計算如果要在當前車速開始停車所需要卷完的紙幅長度L2。卷紙輥設定長度為L0,若L2=L0-L1,則將車速設定為0,這樣整個復卷機就會按照速度斜坡函數發生器準確地設定長度停機。
5 運行效果
本課題介紹的SINAMICS S120傳動控制系統的福伊特VariPlusTM高速單輥復卷機在全球很多大型紙廠得到了廣泛應用。該系統表現出良好的控制性能,在不同的運行車速、卷徑以及紙幅張力下運行時,紙幅張力呈現平穩線性狀態,生產出來的成品紙卷都具有外形均勻一致,且內緊外松、徑向硬度分布均勻等特點。該系統不僅能夠滿足各項設計的性能指標,而且具有能耗低、經濟實用、維護量小等優點。
[1]VariPlusTMOperation Manual VOITH.2010.
[2]SINAMICS S120 Commissioning Manual.2010.
[3]SINAMICS S120 Function Manual.2009.
[4]RUAN Yi.Control systems of electric drives-Motion control systems(The Fourth Edition)[M].Beijing:China Machine Press,2010.
阮 毅.電力拖動自動控制系統:運動控制系統(第4版)[M].北京:機械工業出版社,2010.
[5]CHEN Jing Wen.Design of Electric Control System on Below Directs the Paper Rewinder[J].Electric Drive,2008,38(3):61.
陳景文.下引紙復卷機電控系統的研究與設計[J].電氣傳動,2008,38(3):61. CPP