EH36W50鋼的氣電立焊試驗研究
2013-09-07 07:51:38黃治軍朱叢茂胡家國
武漢工程職業技術學院學報 2013年3期
關鍵詞:焊縫
陳 浮 黃治軍 朱叢茂 胡家國
(武漢鋼鐵(集團)公司研究院 湖北 武漢:430080)
0 前言
隨著近年來造船業向大容量、大體積方向的發展,高強度鋼板被越來越多的采用,并且要求在焊接時采用大的熱輸入。這不僅要求焊接生產安全可靠,更要求高速高效。氣電立焊(electro-gas welding)是由普通熔化極氣體保護焊和電渣焊發展而形成的一種熔化極氣體保護電弧焊方法。其優點是生產率高,成本低。與窄間隙焊的主要區別在于焊縫一次成形,而不是多道多層焊。氣電立焊的能量密度比電渣焊高且更加集中,焊接技術卻基本相同。它利用類似于電渣焊所采用的水冷滑塊擋住熔融的金屬,使之強迫成形,以實現立向位置的焊接。通常采用外加單一氣體(如CO2)或混合氣體(如Ar+CO2)作保護氣體。氣電立焊工藝可以解決厚板焊縫采用常規CO2多道焊時質量難以保證和效率低的難題。然而此工藝焊接時線能量非常大,易造成焊接熱影響區韌性下降而影響其實際推廣應用。武鋼新型大線能量焊接船用鋼結合氧化物冶金及TMCP工藝,從鋼板本身的角度解決了大線能量焊接熱影響區韌性下降,出現軟化等主要難題。本文主要介紹了針對武鋼耐大線能量焊接船用鋼EH36W50(承受受焊接線能量超過50kJ/cm)的氣電立焊工藝試驗情況與結果分析,為武鋼新型船用鋼的推廣應用提供技術支撐。
1 試驗材料及方法
焊接材料采用神戶制鐵所氣電立焊專用CO2氣保護藥芯焊絲DWS-43G,直徑1.6mm,試驗采用工業性試制的EH36W50鋼為TMCP狀態,鋼板厚度為25mm,焊接試驗所用鋼板、焊接材料其熔敷金屬化學成分及焊縫金屬機械性能見表1、表2、表3及表4。

表1 EH36W50鋼化學成分(wt%)

表2 EH36W50鋼力學性能

表3 DWS-43焊絲化學成分(wt%)

表4 DWS-43焊絲熔敷金屬力學性能
氣電立焊試驗采用氣電立焊專用焊機SG-2Z,焊接試板坡口根據氣電立焊工藝特點制定,焊接試板長度方向為軋向(縱向),試板坡口示意圖如圖1所示。氣電立焊一次填充完成。焊接試驗環境溫度25℃,相對濕度85%,焊接電流為360A,電弧電壓為38V,焊接速度為7.8cm/min,焊接線能量為105kJ/cm,保護氣體為CO2,氣體流量為25L/min。焊前無預熱,焊后無熱處理措施。對焊接接頭進行超聲波探傷檢驗,檢驗等級為B級合格。
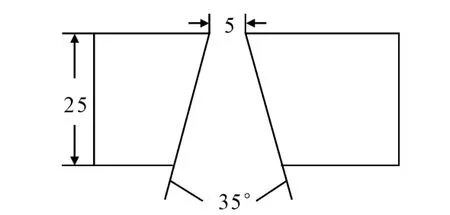
圖1 氣電立焊試驗試板坡口(mm)
2 試驗結果及分析
2.1 焊接接頭力學性能試驗
拉伸、彎曲試驗可評定焊縫或焊接接頭的強度和塑性,反映出焊接接頭各個區域的塑性差別,暴露焊接缺陷,考核熔合區的接合質量。沖擊試驗用于評定焊縫金屬和焊接接頭韌性和缺口敏感性。夏比V型缺口沖擊試驗結果如圖2所示。
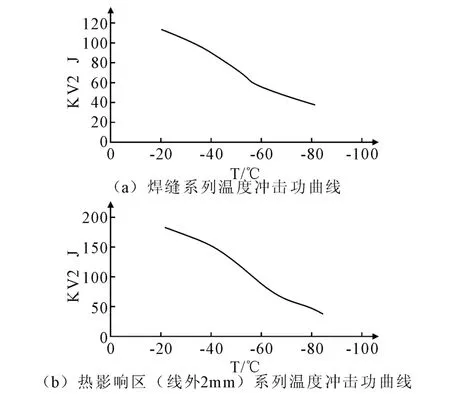
圖2 氣電立焊接頭不同區域系列溫度沖擊功曲線
從試驗結果可以看出:采用DWS-43G匹配EH36W50鋼進行氣電立焊,接頭抗拉強度為555MPa,拉伸試驗斷于焊外33mm處,冷彎在d=3a,彎曲角度為180°情況下未出現開裂現象,說明焊接接頭具有較好的塑性,焊縫-20℃平均沖擊功為112J,-40℃平均沖擊功為89J,熱影響區線外2mm處-20℃平均沖擊功為184J,-40℃為147J。從圖2可見,隨試驗溫度降低,焊縫沖擊功下降稍快于母材,在-60℃時,焊接熱影響區粗晶區出現了明顯下降,但仍然達到78J。整個焊接接頭的沖擊韌性處于一個較高的水平。
對焊接接頭進行了維氏硬度試驗,用于評定焊接接頭的硬化及軟化傾向,并可間接考核焊接接頭脆化程度,以對比焊接接頭各個區域的性能上的差別,找出區域性偏析和近焊縫區的淬硬傾向。維氏硬度試驗載荷為98N,測試區域包括接頭表面下2mm及板厚中心,測試線涵蓋焊縫、熱影響區、基材,每隔0.5mm測試一點。從試驗結果可以看:焊縫區HV10硬度均在200,母材硬度HV10在170-180之間,硬度低值出現在熱影響區,為165左右,接頭表面各區域硬度值較為平均,變化不大,熱影響區的硬度有所降低,說明有軟化現像,但強度并未顯著下降。焊接接頭各區HV10維氏硬度值均沒有超過300,說明EH36W50鋼淬硬傾向較小,具有良好的抗焊接冷裂紋能力。接頭的硬度曲線分別見圖3。
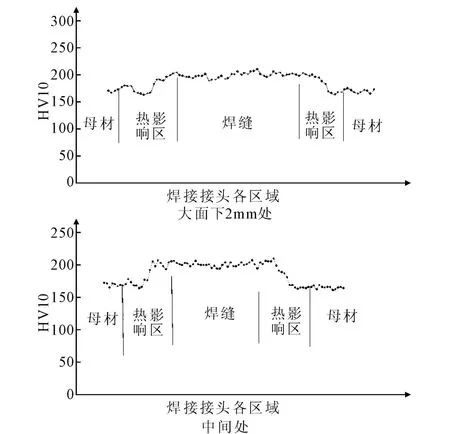
圖3 EH36W50氣電立焊接頭硬度曲線
2.2 焊接接頭金相組織分析
EH36W50鋼氣電立焊接頭焊縫、熱影響區過熱區和母材的光學顯微組織如圖4所示。從金相組織形貌可以看出,氣電立焊獲得的焊縫金屬組織為先共析鐵素體加大量細小針狀鐵素體,焊縫中較多的針狀鐵素體使焊縫具有優良的沖擊韌性。接頭過熱區在焊接熱循環下奧氏體化,冷卻之后得到貝氏體加少量鐵素體組織,母材為鐵素體加貝氏體組織。金相組織與接頭力學性能有很好的對應關系。
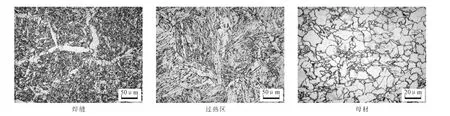
圖4 接頭各區特征金相組織
3 結論
(1)采用DWS-43G藥芯焊絲匹配EH36W50鋼進行105kJ/cm線能量的氣電立焊,接頭具有良好的抗冷裂紋能力,熱影響區有軟化,但強度并未顯著降低,氣電立焊接頭綜合力學性能優良。
(2)接頭母材組織為鐵素體加貝氏體組織,過熱區組織為貝氏體加鐵素體組織,焊縫中含有較多的針狀鐵素體和少量的先共析鐵素體。焊接熱影響區的細小貝氏體組織使焊接熱影響區具有較高的沖擊韌性。
[1]陳祝年.焊接工程師手冊[M].北京:機械工業工業出版社,2002.
[2]美國焊接學會.焊接手冊[M].清華大學譯.北京:機械工業出版社,1985.
[3]呂德林.焊接金相分析[M].北京:機械工業出版社,1987.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
