淺談多工位級(jí)進(jìn)模空工位的設(shè)計(jì)
2013-09-07 01:02:24
中國新技術(shù)新產(chǎn)品 2013年2期
關(guān)鍵詞:設(shè)置設(shè)計(jì)
(錦州錦恒汽車安全系統(tǒng)有限公司,遼寧錦州 121017)
概述
模具是現(xiàn)代制造業(yè)中的特殊工藝裝備,各個(gè)行業(yè)都有直接或間接地需要。多工位級(jí)進(jìn)模是沖壓模具中的一種,是當(dāng)代模具的代表,而排樣圖設(shè)計(jì)作為多工位級(jí)進(jìn)模設(shè)計(jì)的重要步驟,不僅必不可少,而且作用很大,是多工位級(jí)進(jìn)模設(shè)計(jì)的重要依據(jù),其中包含很多設(shè)計(jì)原則和方法,例如:步距的確定,載體的選擇等等,這些在相關(guān)的資料中介紹的都比較全面和詳細(xì)。本文是根據(jù)個(gè)人的工作實(shí)踐中,對(duì)排樣圖設(shè)計(jì)中容易忽視的空工位的設(shè)計(jì)進(jìn)行闡述,說明空工位的設(shè)計(jì)在排樣圖設(shè)計(jì)中重要性,同樣是不可缺少的。
下面就多工位級(jí)進(jìn)模的空工位設(shè)計(jì),談一下個(gè)人的一些淺見。
一、空工位設(shè)計(jì)在排樣圖中的目的在多工位級(jí)進(jìn)模的排樣圖設(shè)計(jì)中設(shè)計(jì)空工位的目的,主要有以下幾個(gè)方面:
1 便于在凸模固定板上布置凸模,在排樣圖中和凹模位置上,往往都看不出凸模的布置,尤其對(duì)于一些非直身位置的凸模或上大下小的階梯凸模,例如:導(dǎo)正銷、沖孔凸模,在凸模固定板上的位置有可能發(fā)生干涉,因此,為避免工作位置相互干涉,有必要設(shè)置非直身位置的凸模或上大下小的階梯凸模的相應(yīng)位置設(shè)置空工位;
2 在模具進(jìn)行制造時(shí),各部模具尺寸及材料都已確定,此時(shí),如發(fā)現(xiàn)設(shè)計(jì)錯(cuò)誤,將無法進(jìn)行修正,只能報(bào)廢,重新制造,如果設(shè)計(jì)了空工位,可以有足夠的空間進(jìn)行修改,以避免模具的報(bào)廢;
3 空工位對(duì)于復(fù)雜的彎曲件或拉深件尤為必要,可以利用空工位調(diào)整成形材料的變形程度,達(dá)到材料變形量的合理分配,或調(diào)整由于材料的差異造成的變形不合理,以利用空工位達(dá)到合理分配。當(dāng)試模過程中發(fā)現(xiàn)問題后,有增加工位的余地,使模具的結(jié)構(gòu)布局更合理;
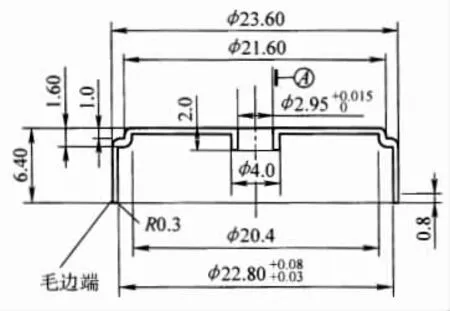
例如上圖所示為馬達(dá)殼零件圖,材料為SECC,厚度為0.6mm,零件整體精度要求較高,孔精度要求很高,需多步工藝成形才能保證,為保證零件精度只能用多工位級(jí)進(jìn)模加工才能保證精度要求。
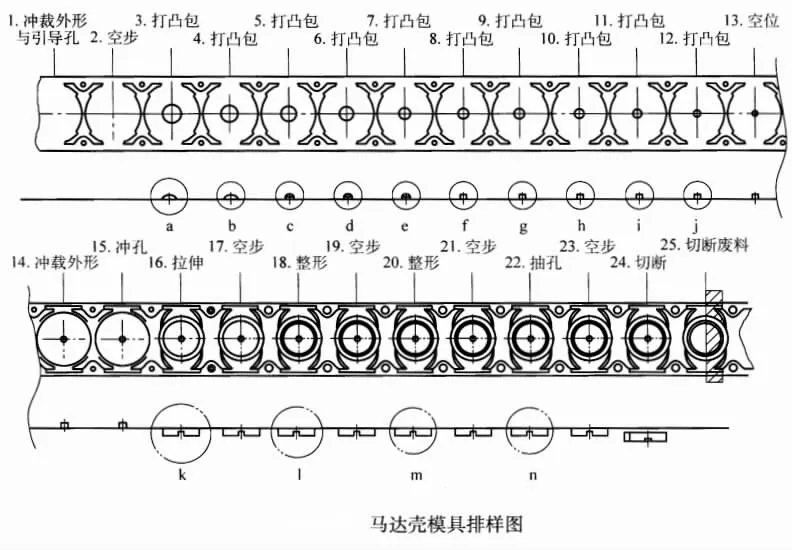
右圖為此零件的排樣圖,模具設(shè)計(jì)采用先沖切外形再拉伸,以防止拉伸過程中帶料的變形,采用導(dǎo)正銷定位。此排樣共25 個(gè)工位,其中共設(shè)置了6 個(gè)空工位,其主要目的是使材料的變形量分配更加合理,并且如果在試模過程中發(fā)現(xiàn)問題,會(huì)有調(diào)整的余地。
4 在有成形工序時(shí),為提高定位精度和材料送進(jìn)的穩(wěn)定,會(huì)在此部位增加空工位,以達(dá)到增強(qiáng)送料強(qiáng)度的要求;
5 在排樣設(shè)計(jì)時(shí),一般都將落料工序安排的比較集中,這樣會(huì)造成落料孔比較集中,有時(shí)為加工方便,還會(huì)將幾個(gè)落料孔合并,由此造成模板強(qiáng)度下降,在沖裁力比較大時(shí),會(huì)造成凹模板的裂損,適當(dāng)增設(shè)空工位,以增大凹模孔之間的間距,會(huì)對(duì)增加凹模強(qiáng)度有一定的幫助。
二、空工位設(shè)計(jì)的原則
空工位的設(shè)置,應(yīng)遵循以下原則:
1 步距小(S<8mm)宜多設(shè)置空工位,在布置凹模鑲塊、凸模等部件時(shí),可能由于布局小,發(fā)生干涉,為增加強(qiáng)度,適當(dāng)增加空工位;
2 步距大(S>16mm)不宜多設(shè)空工位,由于步距較大,可能由于空工位的增加,增大模具的總體尺寸,由此可能造成無法安裝到?jīng)_床上;
3 有導(dǎo)正銷的工位,可適當(dāng)多設(shè)空工位,其余工步應(yīng)少設(shè)空工位,空工位的設(shè)置,有可能增加誤差,在有導(dǎo)正銷的位置,由于有導(dǎo)正銷的導(dǎo)正,可適當(dāng)增加空工位的設(shè)置;
4 沖件精度高的,應(yīng)少設(shè)置空工位,以減少積累誤差,提高沖件精度。
結(jié)語
空工位的設(shè)計(jì),在多工位級(jí)進(jìn)模排樣圖設(shè)計(jì)中,是一個(gè)容易被忽視的地方,在排樣設(shè)計(jì)中如不充分和合理的考慮空工位的設(shè)計(jì),會(huì)給模具設(shè)計(jì)造成一些不必要的損失,因此,要在排樣圖設(shè)計(jì)時(shí)對(duì)空工位的設(shè)計(jì)引起必要的重視。
更好的為改善乳制品質(zhì)量水平提供保障。
[1]李碩本.沖壓工藝學(xué)[M].北京:機(jī)械工業(yè)出版社,1982.
[2]王孝培.沖壓設(shè)計(jì)資料[M].北京:機(jī)械工業(yè)出版社,1983.
[3]《沖模設(shè)計(jì)手冊(cè)》編寫組.沖模設(shè)計(jì)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,1988.
[4]明 海進(jìn).圖解沖壓級(jí)進(jìn)模設(shè)計(jì)[M].上海:上海市黃浦區(qū)模具技術(shù)協(xié)會(huì),1987.
[5]寧建華.多工位級(jí)進(jìn)模設(shè)計(jì)方法與技巧[M].北京:機(jī)械工業(yè)出版社,2009.
[6]陳炎嗣.多工位級(jí)進(jìn)模設(shè)計(jì)手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2011.
猜你喜歡
少先隊(duì)活動(dòng)(2021年4期)2021-07-23 01:46:22
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
沈陽醫(yī)學(xué)院學(xué)報(bào)(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
中國艦船研究(2014年5期)2014-05-14 06:43:09
