平模成型機壓輥的特性分析
2013-09-06 01:57:44譚敏堯
森林工程 2013年3期
關鍵詞:方向
李 濱,譚敏堯
(東北林業大學機電工程學院,哈爾濱 150040)
生物質燃料平模成型機具有結構簡單,節省鋼材,制造容易,造價低廉的優點,特別適用于壓制纖維質的體積質量小、體積大的原料。由于平模成型機對原料粉碎粒度和含水率要求不高,所以平模成型機非常適合廣大農村的小規模靈活生產使用。直輥平模成型機的壓輥在平板上作圓周運動,因此,直輥按軸向接觸點的線速度是不等的,這將造成顆粒成品質量的不均和壓模壓輥的磨損不均勻,增加設備能耗,并在生產過程中發出過大噪音,因此作為平模成型機的重要工作和磨損部件,對壓輥特性分析很有必要。
1 平模成型機的工作原理
平模成型機的平模板固定,上面配置2個壓輥,工作時,電動機帶動傳動軸經差速器減速至主軸,進而帶動壓輥隨主軸共轉、且在摩擦力的作用下自轉,完成對物料的擠壓成型。在平模與壓輥的強烈擠壓作用下,物料逐漸被壓實,擠入平模的模孔中,并在模孔中不斷受到后擠入的物料的壓力而穿出模孔擠出成型。物料被擠出模孔后,由切刀切割成一定長度的顆粒,最后從出料口滾出。更換不同孔徑的模板可壓制不同直徑的成型燃料。小型平模成型機無需配備加熱裝置,靠工作過程中擠壓、摩擦產生的熱能使物料溫度升高,軟化,進而形成符合要求的生物質燃料[1-2]。
2 壓輥的滑動作用
平模成型機壓輥的特點是轉速較低,這使工作中的壓輥對物料有較強的攫取力,并且降低了打滑的可能性[3]。
但是在實際工作中壓輥在平模板上并非整體做純滾動運動,從其軸向上看,壓輥在運動過程中一直伴隨著滑動,而這種滑動作用的產生與物料的種類無關,是由平模成型機的工作原理所決定的。滑動作用的存在,固然會在一定程度上加快壓輥平模板的磨損,但在客觀上卻增加了成型機的擠壓性能,使平模成型機在加工含粗纖維較多的生物質原料方面成為佼佼者[4-5]。下面將從運動分析和受力分析方面對滑動作用進行討論。
以圖1所示的逆時針旋轉的壓輥為例,平模成型機工作時,壓輥上必定存在一條純滾動的圓周線H。在純滾動線H內側,壓輥轉速相對較快,對物料產生超前性的滑動,稱之為滑轉滾動;在純滾動線H外側,壓輥轉速相對較慢,對物料產生滯后性滑動,稱之為滑移滾動。

圖1 壓輥受力情況圖Fig.1 The force of the roller
壓輥與物料的任意接觸點A,其受力如圖1所示,因壓輥擠壓物料而受到物料對其的反作用力N,N的大小隨攫取角α變化而變化,但其方向總是沿半徑指向壓輥圓心;壓輥與物料之間還可能存在摩擦力F,F必定沿接觸點的切線方向,但其指向有待討論確定。
當平模成型機進入穩定工作狀態時,壓輥處于平衡狀態,建立圖1所示的柱坐標系,以壓輥中心軸為Z軸,壓輥最外截面圓心為Z軸的O點,以豎直方向半徑為Y軸。因平模壓輥的自轉是從動的,故不存在驅動力矩,其自身力矩之和為零,可以得到壓輥力矩平衡方程[6]:

假設純滾動線H的Z坐標為z0,則公式 (1)可寫作:

顯然,公式 (2)左側表示滑移滾動區合力矩,右側表示滑轉滾動區的合力矩,兩個合力矩等大反向。在滑轉滾動區,壓輥因轉速較快,相對于物料摩擦力F方向沿切線指向上,合力矩方向為順時針,則由力矩平衡關系可推得,公式 (2)左邊描述的滑移滾動區所受合力矩必定為逆時針方向,因此該區內的接觸點所受摩擦力F方向應沿切線指向下方。
在確定了壓輥的受力狀況后,就可對物料進行受力分析,物料受力情況如圖2所示,對于壓輥擠壓物料的任意一點B,物料受到壓輥對其施加的壓力N'和摩擦力F',分別與N和F為反作用力。在與平模板接觸的平面上,物料受到水平方向上的摩擦力F水和豎直方向上的支持力N豎,則物料的受力平衡方程為[7]:
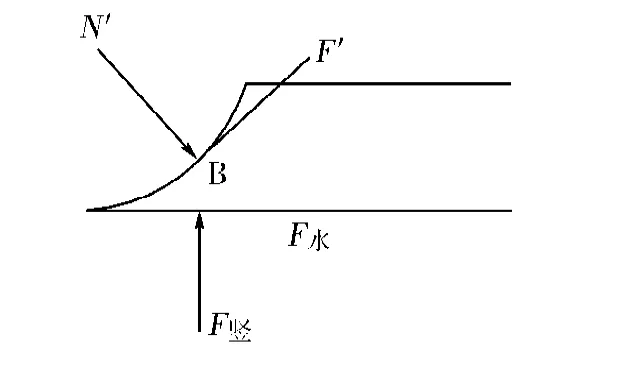
圖2 物料受力情況圖Fig.2 The force of material

在滑移滾動區,物料所受摩擦力F′沿切線指向右上方;在滑轉滾動區,物料所受摩擦力F′沿切線指向左下方,在純滾動區,F為零。從上述的壓輥運動情況和物料受力情況我們可以作出以下分析。
從公式 (2)到公式 (4)可以得出,與純滾動相比,滑轉滾動和滑移滾動的產生就是將作用力在豎直方向和水平方向進行了重新分配。在滑移滾動區內,摩擦力F′沿切線指向上,由公式 (3)可知,物料在水平方向上受力增大,因此在水平方向上對物料的擠壓作用增強。在滑轉滾動區內,摩擦力F′沿切線向下,由公式 (4)可知,物料在豎直方向上受力增大,豎直方向的擠壓作用增強。由此可知,兩種滑動作用產生的效果并不是消極的。
由運動分析知,在滑轉滾動區,壓輥產生超前性滑動,因此對平模徑向上單位長度的物料而言,在壓輥上的擠壓行程增加,這相當于在豎直方向增加了物料的預壓縮行程。在滑移滾動區,壓輥產生滯后性滑動,對于平模徑向上單位長度的物料,在平模上的擠壓行程增加,相當于在水平方向上增長了預壓縮行程。這就是平模成型機模板厚度遠薄于環模厚度的原因了。
從公式 (3)和公式 (4)可以看出,兩種滑動作用導致了摩擦力的產生,摩擦力使壓輥和物料之間產生了兩種剪切作用。滑轉滾動區的超前性滑動使壓輥在豎直方向對物料產生了較強的剪切作用,這種剪切作用越靠近模板中心越明顯。滑移滾動區的滯后性滑動使磨輥在水平方向對物料產生了較強的剪切作用,這種剪切作用越遠離模板中心越明顯。試驗時發現,平模的中間幾圈模孔出料快,越是里圈和外圈的模孔,出料越慢,且顆粒越堅硬,品質越好,這是因為模板內側和外側的物料受較大剪切力,原料粒子能充分充填、嵌合[8-9]。
滑移滾動和滑轉滾動的存在會導致壓輥平模等零件的磨損程度增加,在設計時可將平模設計成對稱結構,能夠正反使用,這將有效降低易損件成本。同時,對壓輥外形進行改進,設計成圓錐臺,達到壓輥寬度范圍內線速度一致,這樣大大提高了壓輥對物料的附著效果,避免了磨損不均勻,經試驗,用平模直輥與平模錐輥壓制同一成分的物料,結果表明,平模直輥式壓輥的品質不如錐輥式壓輥制料的光滑、整齊,而且其密度小于平模錐輥式壓制的物料的密度。
3 錐輥動力學分析
平模成型機的主軸OZ以電機驅動,工作時壓輥以勻角速度ωt繞鉛垂軸OZ進動。壓輥是以自轉軸ζ為回轉軸的均質圓錐臺剛體,其質量為m,半徑為R,對回轉軸的慣性半徑為ρ,OC長為l,設ζ軸與Z軸的夾角即章動角為θ,為了使轉速一定的壓輥產生最大的壓力,θ角應取何值?
3.1 對平模成型機的運動分析與動力分析
顯然,壓輥是在繞O點作定點運動。假設壓輥沿底盤作純滾動,則接觸點D速度為零,DO就是瞬時轉動軸,取過定點且與壓輥主軸方向一致的固連系 [O,e1,e2,e3],即Oξηζ系如圖所示。壓輪進動角速度為ωt,則其自轉角速度ωs與ω分別為:

由于壓輥是在作規則進動,根據賴柴定理,作用在壓輪上外力的主矩為:

式中:J2為壓輥對η軸的轉動慣量;J3為壓輥對ζ軸的轉動慣量。
將 (7)式投影到ξ軸 (ξ軸垂直于紙面向外),得:


圖3 成型部件的剖面簡圖Fig.3 The cross-section diagram of forming part
將ωs代入 (8)式,得


3.2 產生最大擠壓力的條件

作用在壓輥上的外力有其重力P、物料對壓輥的作用力FN及主軸通過壓輥架對壓輥的拉力,將物料對其的靜摩擦力和滾動摩阻力偶忽略,則外力對 ξ軸的力矩為[10]:

由公式 (5)和公式 (6)兩式解得底盤的法向反力為:,得以下兩個三角方程:

由于均質壓輥對過O點主慣量為:

將公式 (14)代入公式 (13)式后得:


故公式 (12)與公式 (15)是產生最大擠壓力時章動角θ應滿足的方程。公式 (8)的解為:
對于公式 (15),在給出平磨機的有關參數后,則可計算出數值解。如取R=0.125m,ρ=0.1m,l=0.185m,則解得:

4 結論
(1)在滑轉滾動區內,壓輥的滑動作用在豎直方向上對物料增加了預壓縮行程;在滑移滾動區內,壓輥的滑動作用在水平方向上增加了物料的預壓縮行程,這就是平模成型機模板厚度遠小于環模厚度的主要原因。
(2)滑動作用產生的摩擦力使壓輥和物料之間產生了剪切作用,這樣原料粒子能充分充填、嵌合并使粗纖維含量較大的物料仍然能夠被充分地揉碎、嵌合,進而成型,且顆粒越堅硬,品質越好。
(3)在忽略模板對壓輥的靜摩擦力和滾動摩阻力偶的情況下,公式 (13)是使平模成型機產生最大壓力章動角時應該滿足的方程;公式 (11)是計算壓輥壓力的公式,根據成型機的不同參數,則可利用公式 (13)計算其最佳章動角,從而對其進行優化設計。
(4)若考慮壓輥受到的滾動摩阻力偶矩Mmax,由于Mmax=-FNδe3,式中的δ是滾動摩阻系數,它與壓輥和物料的硬度等因素有關,Mmax在ξ軸的投影為零,它不影響θ與FN的計算。
【參 考 文 獻】
[1]黎粵華,王述洋.生物質生物質燃料平模固化成型機壓輥特性分析[J].機電產品開發與創新,2009,22(6):47 -49.
[2]俞國勝,候 孟.生物質成型燃料加工裝備發展現狀及趨勢[J].林業機械與木工設備,2009,37(2),4-8
[3]陳義厚,周思柱.三錐輥式平模制粒機的設計與研究[J].機械設計與制造,2007(11):126-128.
[4]周云飛.董希斌.伐區剩余物收集成型設備壓縮裝置的研究[J].森林工程,2010,26(2):39 -41.
[5]趙明杰,吳德勝.平模制粒機在生物質成型方面的應用[J].農業機械,2008(5):67 -69.
[6]張吉鴻.平模顆粒機模輥設計探討[J].山西農機,2002(16):90-92.
[7]Lee G,Kwak D,Kim S.Analysis and design of flat-die hot extrusion process-1:three-dimensional finite element analysis[J].International Journal of Mechanical Sciences,2002,44(5):915-934.
[8]Smith I E,Probert S D,Stokes R F,et al.The briquetting of wheat straw[J].Journal of Agricultural Engineering Research,1977,22(2):105-111.
[9]Béreaux Y,Charmeau J,Moguedet M.A simple model of throughput and pressure development for single screw[J].Journal of Materials Processing Technology,2009,209(1):611-618.
[10]侯東生.碾磨機的優化設計[J].陜西科技大學學報,2004,22(6):116-117.
[11]申樹云,董玉平.生物質顆粒成型機的環模特性研究[J].太陽能學報,2010,31(1):132 -136.
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
