輪胎模具加工中胎側板與鋼圈的配合問題和解決方案
2013-09-04 05:45:02李爽
當代化工 2013年1期
李 爽
( 沈陽子午線輪胎模具有限公司, 遼寧 沈陽 110036)
伴隨著汽車工業的高速發展,輪胎產品的需求量不斷增大。輪胎行業競爭也與日俱增,因此輪胎材質的質量以及輪胎結構和花紋等方面的質量要求也越來越高。因此對與輪胎生產配套的輪胎活絡模具的質量要求也越來越高。每個模具制造商在生產和制造模具的過程中就要不斷地改進舊的加工方法,開發新的加工工藝,以適應行業競爭所帶來的競爭壓力。
1 活絡模具的結構、分類及工作過程
輪胎活絡模具的組成結構[1-3]是由向心機構和內腔組成。向心機構按大的部件可分為外模套(中套)、弓形座、上蓋板、底座。小部件有導向機構、限位機構等。內腔是由上、下胎側板;上、下鋼圈以及花紋塊組成。輪胎活絡模具就是在輪胎生產過程中,輪胎胎坯在高溫硫化和內腔膠囊壓力的作用下,貼合在由上、下胎側板;上、下鋼圈和花紋塊組成的型腔內,并使之成型的工具。模具根據導向結構的不同可分為圓錐面導向活絡模具和斜面式導向活絡模具。活絡模具的工作過程是:外模套及導向機構在外力作用下做向上或者向下運動,弓形座沿著導向機構(導條壓板)的角度做徑向張開或者徑向收縮,使內腔加大或者還原的動作。在徑向張開時可放入胎坯或者輪胎脫模,徑向閉合時即輪胎在硫化工作。
2 胎側板與鋼圈配合處的問題及剖析
輪胎設計的胎趾處曲線是圓滑的,而模具實體曲線的形成卻是由胎側板和鋼圈配合形成的。活絡模組裝時,胎側板與鋼圈配合直接影響到輪胎設計要求的實現,因此胎側板與鋼圈的配合要求就顯得尤為重要。由于胎側板和鋼圈在加工中的公差[4-6]要求不同,所以常常在胎側板與鋼圈配合過程中出現問題,根據出現問題產生的不同情況,總結出以下的幾種情況(圖1):
(1)胎側板和鋼圈在配合時,B面沒有間隙,而且A錐面配合也很好,即A錐面也沒有間隙;但是,胎側板與鋼圈曲線相接處出現臺階。一種情況是鋼圈部分曲線高于胎側板,這種情況是由于鋼圈與胎側板配合的高度尺寸以及鋼圈直徑加工尺寸超上差產生的結果;另一方面是胎側板部分曲線高于鋼圈。這種情況是由于鋼圈與胎側板配合的高度尺寸以及鋼圈直徑加工尺寸超下差所致。
(2)胎側板與鋼圈在配合時,鋼圈與胎側板B平面產生間隙,且A錐面配合過盈,導致胎側板和鋼圈曲線連接處出現了臺階,鋼圈高于胎側板。這是由于鋼圈直徑加工尺寸超上差所致;
(3)胎側板和鋼圈在配合時,B平面配合很好,沒有間隙,但是A錐面配合有間隙,胎側板和鋼圈接口出現間隙而且鋼圈高于胎側板時,在輪胎硫化時產生膠邊(逃皮), 這種情況說明鋼圈直徑配合處高度尺寸大于設計尺寸所致;
(4)胎側板和鋼圈在配合時,胎側板與鋼圈配合的B面沒有間隙、A錐面檢測無間隙(實際是胎側板與鋼圈的配合處線接觸),但是在輪胎硫化時產生膠邊(逃皮)。這種情況說明鋼圈的錐角度尺寸大于設計尺寸所致;相反角度加工小時則是在胎側板與鋼圈接觸的位置出現縫隙,但是只是表面一點,這樣也會產生膠邊。
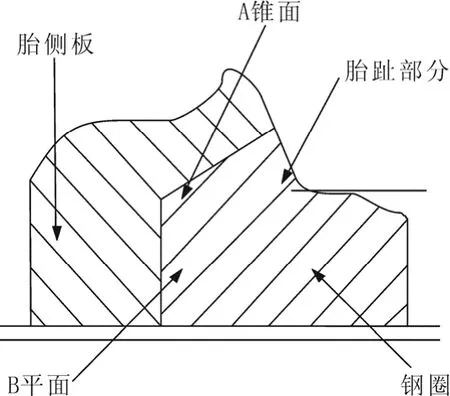
圖1 胎側板與鋼圈的配合Fig.1 The side of the tire plate and steel ring to cooperate
3 胎側板與鋼圈配合問題的解決方法
對于以上產生的幾種情況,最好的解決辦法是提高加工精度、改進加工工藝,以及完善量具的檢測。但是如果已經產生了以上的幾種情況,而且工件不至于報廢處理時,筆者根據工作的經驗提出幾種解決方法供參考:
(1)對于第1種情況,鋼圈超上差的處理方法是車A錐面、B面。
車A錐面的計算方法是:設需車A錐面的量為Δ,鋼圈高出胎側板為 b,胎側板與鋼圈配合處 A錐面的角度為∝,則需車A錐面的量為:Δ=b×sin∝。車鋼圈B面就是按尺寸要求的高度車掉超差量。
對于第1種情況,鋼圈超下差的處理方法是報廢或者將A錐面和B平面進行電鍍(超差量較小時)彌補不足。電鍍尺寸的計算同上。
(2)對于第2種情況的處理方法也是車A錐面。車A錐面的計算方法同第1種。
(3)對于第3種情況的處理,先將配合的高度尺寸加工達到設計要求,如果仍未達到要求,再根據以上的產生的兩種情況的處理方法進行修正。
(4)對于第4種情況的產生,通常是數控設備的影響。處理方法很簡單,通常是對設備進行檢修無誤后,在進行相應的處理。
以上的方法僅僅用于工件的補救與修理,而且考慮的初衷是為了節省成本和利于修理。
4 胎側板與鋼圈配合研究與設想
胎側板與鋼圈的配合,按理論的要求是A錐面和B平面要完好的配合,不允許過盈和有間隙。但是按照工藝學的理論,這種要求是不合理的,屬于超定位,即定位要求超出工藝上6點定位的要求,而且在金屬加工過程中存在著公差的要求,所以要求A錐面和B平面要完好的配合也是不現實的。根據多年的加工經驗和處理同類問題的方法,以及對輪胎硫化和硫化機的了解,并且借鑒國外的經驗,我提出以下的設想:
(1)將鋼圈與胎側板的配合改為過盈配合。由于硫化機在工作過程中,通過膠囊的充氣產生壓力擠壓胎坯,使之貼合在模具上。因此鋼圈與胎側板過盈配合會隨著膠囊壓力的增大將鋼圈壓入側板內使之完好接觸沒有間隙,從而解決了胎趾處接合不好或者產生膠邊的問題。而且這樣的設計要求還會使加工企業便于控制產品質量,也有利于鋼圈的標準化和批量互換。
(2)在鋼圈和胎側板接合處,設計時增加水線溝,同時在加工時,將胎側板和鋼圈固定一起車水線溝,這樣也有利于鋼圈和胎側板的配合。
[1] 李爽.淺談輪胎模具鐳射線的加工[J].中國橡膠,2012(12):47-48.
[2] 石偉,齊曉紅,胡海余.淺談輪胎胎冠鋼片窩的實現[J].中國橡膠,2007(01):37-38.
[3] 石偉.淺談輪胎胎側滾花線的實現[J]. 本溪冶金高等專科學校學報,2001(01):28-29.
[4]朱淑萍.機械加工工藝及裝備[M].北京:機械工業出版社,2007-04-01.
[5] 王先逵. 機械工藝手冊[M]. 北京:機械工業出版社,2007-02-01.
[6] 孫開元,馮曉梅.公差與配合全套技術[M]. 北京:化學工業出版社,2010-10.