落料沖孔復合模設計
2013-08-31 05:15:34韓方恒
山東工業技術 2013年8期
關鍵詞:結構
韓方恒 李 娜
(徐州機電工程高等職業學校,江蘇 徐州 221000)
0 引言
復合模是指沖床在一次行程中,完成落料、沖孔等多個工序的一種模具結構。相對其他冷沖壓模具結構而言,它具有以下一些優點:①工件同軸度較好,表面平直,尺寸精度較高;②生產效率高,且不受條料外形尺寸的精度限制,有時廢角料也可用以再生產。由于復合模本身所具有的一些優點較明顯,故模具企業在條件允許的情況下,一般傾向于選擇復合模結構。
1 零件工藝性分析
工件為圖1所示的落料沖孔件,材料為Q235鋼,材料厚度2mm,生產批量為大批量。工藝性分析內容如圖1:
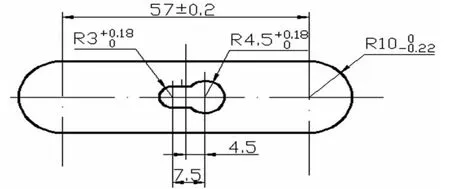
圖1 工件圖
1)材料分析
Q235為普通碳素結構鋼,具有較好的沖裁成形性能。
2)結構分析
零件結構簡單對稱,無尖角,對沖裁加工較為有利。零件中部有一異形孔,孔的最小尺寸為6mm。另外,經計算異形孔距零件外形之間的最小孔邊距為5.5mm。所以,該零件的結構滿足沖裁的要求。
3)精度分析
零件上有4個尺寸標注了公差要求,由公差表查得其公差要求都屬IT13,所以普通沖裁可以達到零件的精度要求。對于未注公差尺寸按IT14精度等級查補。
由以上分析可知,該零件可以用普通沖裁的加工方法制得。
2 沖裁工藝方案的確定
零件為一落料沖孔件,可提出的加工方案如下:
方案一:先落料,后沖孔。采用兩套單工序模生產。
方案二:落料—沖孔復合沖壓,采用復合模生產。
方案三:沖孔—落料連續沖壓,采用級進模生產。
方案一模具結構簡單,但需兩道工序、兩副模具,生產效率低,零件精度較差,在生產批量較大的情況下不適用。方案二只需一副模具,沖壓件的形位精度和尺寸精度易保證,且生產效率高。盡管模具結構較方案一復雜,但由于零件的幾何形狀較簡單,模具制造并不困難。方案三也只需一副模具,生產效率也很高,但與方案二比生產的零件精度稍差。欲保證沖壓件的形位精度,需在模具上設置導正銷導正,模具制造、裝配較復合模略復雜。
所以,比較三個方案欲采用方案二生產。現對復合模中凸凹模壁厚進行校核,當材料厚度為2mm時,可查得凸凹模最小壁厚為4.9mm,現零件上的最小孔邊距為5.5mm,所以可以采用復合模生產,即采用方案二。
3 零件工藝計算
1)刃口尺寸計算
根據零件形狀特點,刃口尺寸計算采用分開制造法。
(1)落料件尺寸的基本計算公式為:

(3)中心距:
尺寸 57±0.2mm
L=(57±0.2/4)mm=57±0.05mm
尺寸 7.5±0.12mm
L=(7.5±0.12/4)mm=7.5±0.03mm
尺寸 4.5±0.12mm
L=(4.5±0.12/4)mm=4.5±0.03mm
2)排樣計算
分析零件形狀,應采用單直排的排樣方式,零件可能的排樣方式有圖2所示兩種。
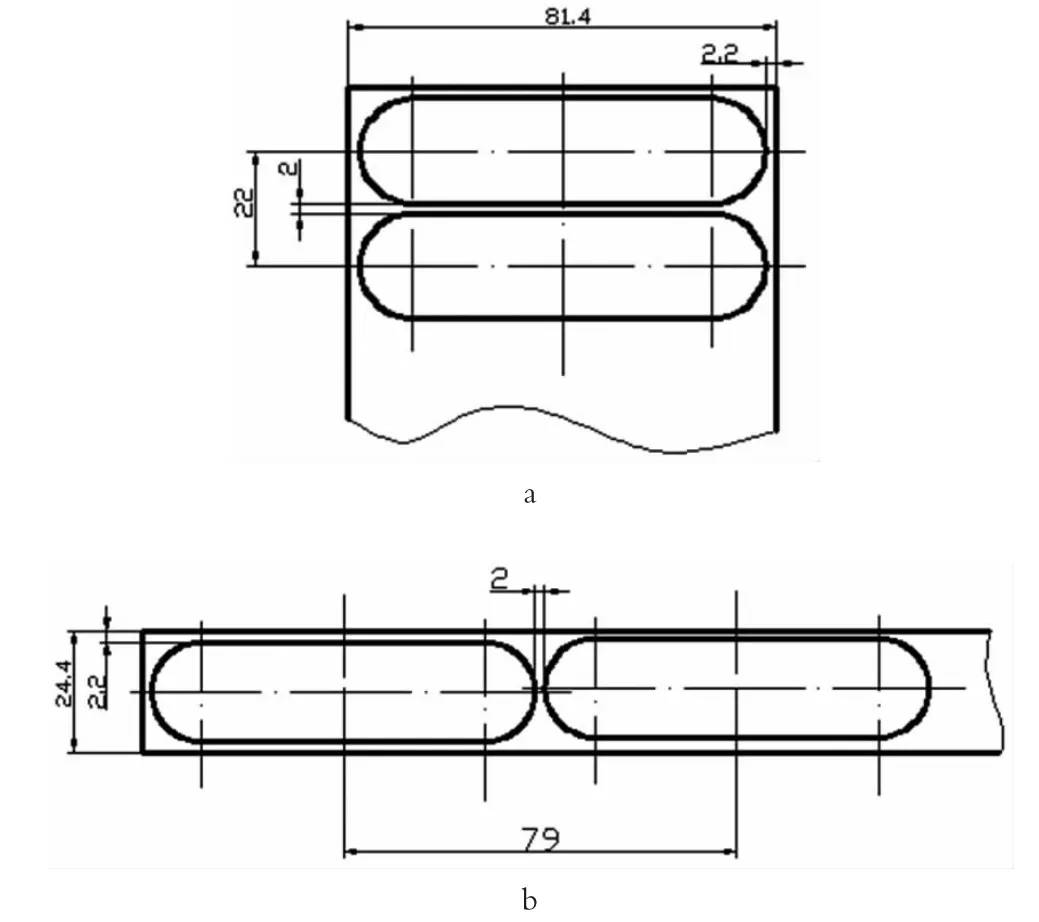
圖2 零件可能的排樣方式
比較方案a和方案b,方案b所裁條料寬度過窄,剪板時容易造成條料的變形和卷曲,所以應采用方案a。現選用4000mm×1000 mm的鋼板,則需計算采用不同的裁剪方式時,每張板料能出的零件總個數。
比較以上兩種裁剪方法,應采用第1種裁剪方式,即裁為寬81.4mm、長1000mm的條料。其具體排樣圖如圖3所示。
3)沖壓力計算
可知沖裁力基本計算公式為:
F=KLTτ
此例中零件的周長為216mm,材料厚度2mm,Q235鋼的抗剪強度取350MPa,則沖裁該零件所需沖裁力為:
F=1.3×216×2×350N=196560N≈197kN
模具采用彈性卸料裝置和推件結構,所以所需卸料力FX和推件力FT為:
FX=KXF=0.05×197kN=9.85kN
FT=NKTF=3×0.055×197kN≈32.5kN
則零件所需得沖壓力為:
F總=F+FX+FT=(197+9.85+32.5)kN=239.35kN
初選設備為開式壓力機J23—35。
4)壓力中心計算
零件外形為對稱件,中間的異形孔雖然左右不對稱,但孔的尺寸很小,左右兩邊圓弧各自的壓力中心距零件中心線的距離差距很小,所以該零件的壓力中心可近似認為就是零件外形中心線的交點。
4 沖壓設備的選用
根據沖壓力的大小,選取開式雙柱可傾壓力機JH23—35。
5 模具零部件結構的確定
1)標準模架的選用
標準模架的選用依據為凹模的外形尺寸,所以應首先計算凹模周界的大小。
模具采用后置導柱模架,根據以上計算結果,可查得模架規格為上模座160mm×125mm×35mm,下模座 160mm×125mm×40mm,導柱 25mm×150mm,導套 25mm×85mm×33mm。
2)卸料裝置中彈性元件的計算
模具采用彈性卸料裝置,彈性元件選用橡膠,其尺寸計算如下:
(1)確定橡膠的自由高度H0
H0=(3.5~4)H工
H工=h工作+h修磨=t+1+(5~10)=(2+1+7)mm=10mm
由以上兩個公式,取H0=40mm。
(2)確定橡膠的橫截面積A
查得矩形橡膠在預壓量為10%~15%時的單位壓力為0.6MPa,所以:

(3)確定橡膠的平面尺寸
根據零件的形狀特點,橡膠墊的外形應為矩形,中間開有矩形孔以避讓凸模。結合零件的具體尺寸,橡膠墊中間的避讓孔尺寸為82 mm×25mm,外形暫定一邊長為160mm,則另一邊長b為115mm。

圖3 裝配圖
(4)校核橡膠的自由高度H0
為滿足橡膠墊的高徑比要求,將橡膠墊分割成四塊裝入模具中,其最大外形尺寸為80mm,所以:

橡膠墊的高徑比在0.5~1.5之間,所以選用的橡膠墊規格合理。橡膠的裝模高度約為0.85×40mm=34mm。
3)其他零部件結構
凸模由凸模固定板固定,兩者采用過渡配合關系。模柄采用凸緣式模柄,根據設備上模柄孔尺寸,選用規格A50×100的模柄。
6 模具裝配圖
模具裝配圖如圖3所示。
7 結束語
該模具經試模一次成功,沖出的工件毛刺小,表面平整,達到了企業的技術和批量生產的要求。
[1]王孝培.沖壓手冊[M].機械工業出版社,2012-11.
[2]姜銀方,袁國定.沖壓模具工程師手冊[S].機械工業出版社,2011-05.
[3]柳文清.基于CAD的墊片復合模具設計[J].煤礦機械,2012(10).
[4]姜奎華.沖壓工藝與模具設計[M].機械工業出版社,2002.
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50