H13鋼輥環鍛造工藝沖孔過程模擬
2013-08-28 06:40:58太原重工股份有限公司大鍛件研究所山西030024胡運寶
金屬加工(熱加工) 2013年21期
關鍵詞:有限元
太原重工股份有限公司大鍛件研究所 (山西 030024) 胡運寶
擠壓機是實現金屬擠壓加工的主要設備,而輥環作為擠壓機的重要鍛件,由于工作環境要求其硬度高,綜合力學性能好。H13鋼具有高抗沖擊能力和高淬透性,可滿足輥環工作環境所需。但H13鋼的鍛造性能差,鍛造溫度范圍為900~1180℃,鍛造溫度范圍較窄。此外,該鋼比較脆,鍛造時極易產生裂紋。H13鋼加熱工藝、鍛造工藝及鍛后處理,H13鋼芯棒鍛造坯料中常見的幾種缺陷及產生原因,以及H13鋼國內外模具鋼生產廠家裝備及工藝有很多文獻進行了闡述。
本文采用FORGE有限元模擬軟件對H13鋼輥環鍛造工藝成形過程中沖孔過程進行數值模擬研究,對指導實際生產具有重要意義。FORGE有限元模擬軟件是法國的一款鍛造專用模擬軟件,應用數值模擬技術可以提前預測鍛造中的某些缺陷,進而改進工藝,縮短產品的生產周期。
1.工藝方案確定及鍛件尺寸
此輥環鍛件尺寸為φ1670mm×1170mm,中間通孔為φ520mm,重18.166t(見圖1)。所采用鋼錠為電渣重熔錠,重19.5t,鋼錠利用率高達93.2%,因此在控制精度較高的125MN油壓機上進行鍛造。
工藝方案確定:第一階段正沖,坯料放在下平臺上,使沖子運動高度H=800mm。第二階段反沖,坯料翻轉180°,放在漏盤上,用φ450mm實心沖子將孔沖透。
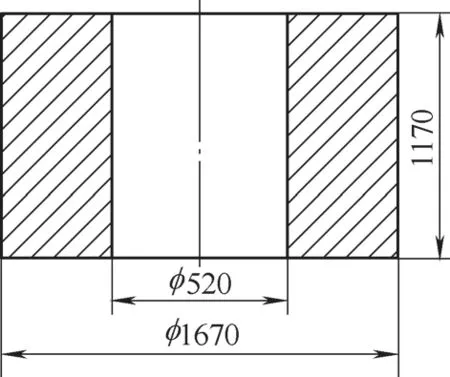
圖1 H13輥環鍛件
2.有限元模型建立
(1)建模 對坯料、上砧、下平臺、漏盤、實心沖子進行實體建模,在UG6.0中進行三維圖形繪制,將圖形轉化為STL格式,導入FORGE中,如圖2所示。圖3為車間實際圖。
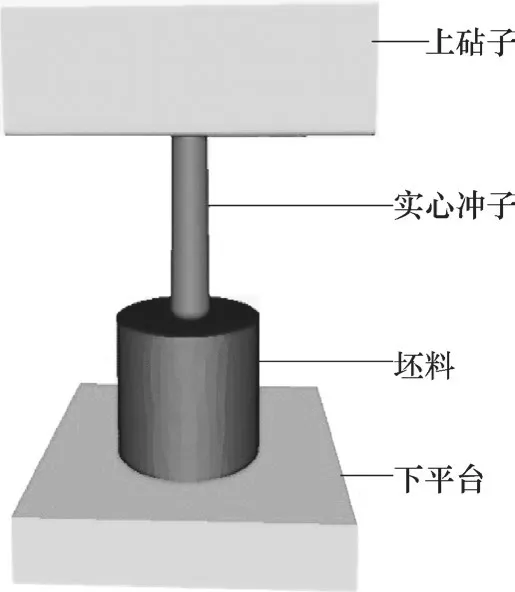
圖2 實體建模

圖3 實際生產中坯料與上砧、下平臺接觸
(2)有限元模擬軟件FORGE的參數設定 首先,坯料的網格劃分。合理的網格劃分可以提高求解的精度并降低運算量,FORGE具有強大的網格自動劃分功能,還具有局部網格細劃分功能。圖4為坯料的網格劃分圖,共劃分網格89 706個,因沖孔時中心區域受力較大,網格畸變較嚴重,在此區域網格應細化分。

圖4 坯料網格劃分
其次,H13鋼材料屬性。H13鋼對應德國牌號為40CrMoV5/1.2344,其應力應變曲線見圖5。

圖5 H13鋼應力應變
再次,對象間的關系。熱摩擦因數選文件為water+graphite.tff,熱交換系數選文件為Steel-hotweak.tef。
最后,控制的設定。采用行程控制,始鍛溫度設為1180℃,設定上砧壓下速率為20mm·s-1。
3.H13鋼輥環鍛造工藝沖孔成形模擬結果分析
借助于FORGE軟件對H13鋼輥環鍛件成形的模擬模型進行了有限元分析計算并進行后處理,獲得H13鋼輥環鍛件成形效果圖、應力場、應變場及溫度場等數據。
(1)沖孔后的模擬效果 圖6為H13鋼輥環鍛件沖孔完后的模擬效果,總體模擬效果較好,表面無裂紋;在內緣孔處,會產生拉縮現象。
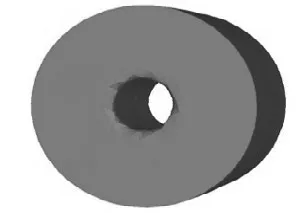
圖6
(2)H13鋼輥環鍛件沖孔過程 如圖7所示,因鍛件對稱,現只分析坯料一半時的成形過程。第一階段為正沖,將加熱好的坯料放在上平臺,φ450mm實心沖子放在坯料中心處,上平砧與沖子接觸如圖7a所示,金屬開始沖孔變形,由于上砧子不斷運動,對沖子施加作用力,迫使沖子下面的金屬流動;當沖子進一步運動時,沖子下面金屬運動類似于環形包圍下的鐓粗過程,四周為間接受力區,一方面由于沖頭下面金屬鐓粗,會產生拉縮現象,另一方面外徑會增大,越靠下會越明顯,如圖7b所示;當沖子運動高度H=800mm時,把坯料翻轉180°,放入漏盤,開始反沖,如圖7c所示;沖子繼續運動,變形抗力猛增,最終將沖頭下面的余料沖掉,完成沖孔過程,如圖7d所示。
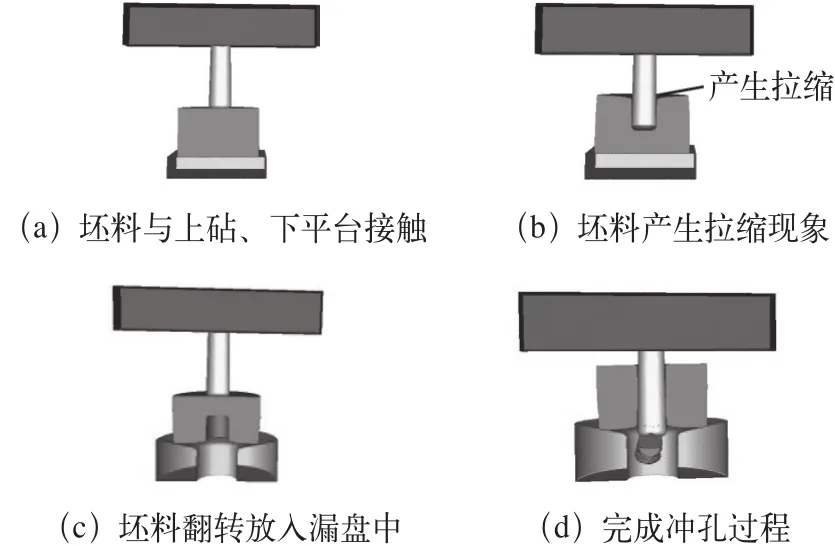
圖7 H13鋼輥環鍛件沖孔成形過程
根據上述分析,總結出鍛件沖孔過程金屬流動規律:該鍛件變形過程為沖孔成形,沖頭下面的坯料類似于鐓粗過程,沖頭四周的坯料會產生拉縮現象,最終隨著砧子運動完成沖孔過程。總體受力為壓應力,變形均勻,流動完整,質量可靠。變形的關鍵點是沖子運動H=800mm時,應將坯料迅速翻轉180°,防止鍛件溫度降低過快,出現裂紋。操作時,避免坯料表面產生大的拉縮現象,此外在坯料外壁偏下、內壁偏上處變形大,易裂,操作時應特別注意。
(3)等效應力應變、溫度場分析 圖8是坯料翻轉180°反沖時的應力分布。由圖可知,應力分布總體上均勻對稱。鍛件外壁受力較小,與沖頭接觸位置受力較大,符合應力分布規律,等效應力值最大能達108MPa。在內緣孔處,金屬流動劇烈,應力值高,磨損嚴重,沖孔過程中以上部位變形劇烈,是磨損和裂紋生成、擴展的主要危險區。因此,沖頭要設計適當的過渡圓角,防止開裂、磨損。
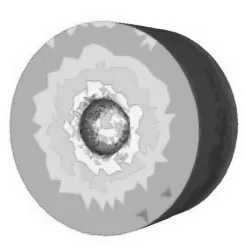
圖8 翻轉時等效應力
圖9 是終鍛時等效應變分布。由圖可知,應變最終集中在內緣孔處,坯料外壁偏下、內壁偏上處,應變最大值為0.36。從圖10溫度場分布可以看出,溫度場的最終分布情況與等效應變分布一致,即應變大的部分溫度高,鍛件表面最高約1097℃,最低約900℃,總體分布比較均勻約920℃。
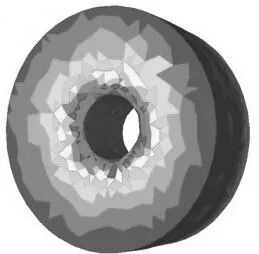
圖9 終鍛時等效應變

圖10 終鍛時溫度場分布
(4)與實際生產鍛件對比 圖11為實際生產H13鋼輥環鍛件,表面無裂紋,金屬流動較好,與模擬結果相比,總體比較吻合。

圖11 實際生產的鍛件
4.結語
通過對H13鋼輥環鍛件沖孔過程有限元模擬,使成形過程更加形象化、直觀化。從模擬結果與現實鍛件產品對比分析可以得出:①利用FORGE有限元軟件對H13鋼輥環鍛件沖孔過程進行數值模擬,沖孔結果令人滿意,成形過程金屬流動順暢,未出現表面開裂等缺陷,與實際鍛出產品相吻合。②由沖孔模擬結果可知,鍛件內緣孔處會產生拉縮現象,與現實比較符合,在實際生產中要增加一道平整工序。③由終鍛溫度場分布可知,終鍛溫度平均在920℃左右,在H13鋼鍛造溫度范圍之內。由終鍛等效應變場知,最終應變集中在內緣孔處,坯料外壁偏下、內壁偏上處,應變最大值為0.36。
(20130715)
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
