壓力機上橫梁孔系加工方法
2013-08-24 06:32:36齊齊哈爾二機床集團有限責任公司黑龍江161005
金屬加工(冷加工) 2013年1期
關鍵詞:變形
齊齊哈爾二機床(集團)有限責任公司 (黑龍江 161005)李 新
上橫梁是汽車主傳動的重要零件,其孔系加工的幾何精度是關鍵項目。大型壓力機上橫梁多在大型數控銑鏜床上進行加工。由于壓力機橫梁外形尺寸較大(10 670mm×5 870mm×4 285mm),難點主要存在于各孔系間距以及形位公差的保證,橫梁高速軸孔與中間軸,兩中間軸孔,中間軸與偏心軸孔之間均為齒輪嚙合,并且橫梁各孔系均為多排孔,因此各孔系的同軸度以及各孔系間平行度,將直接影響整機的運行精度和運行效果;同時由于孔系較多(見圖1),間距大,在加工過程中容易出現偏差現象,因此對于現有的設備和加工能力是一項很大的挑戰。
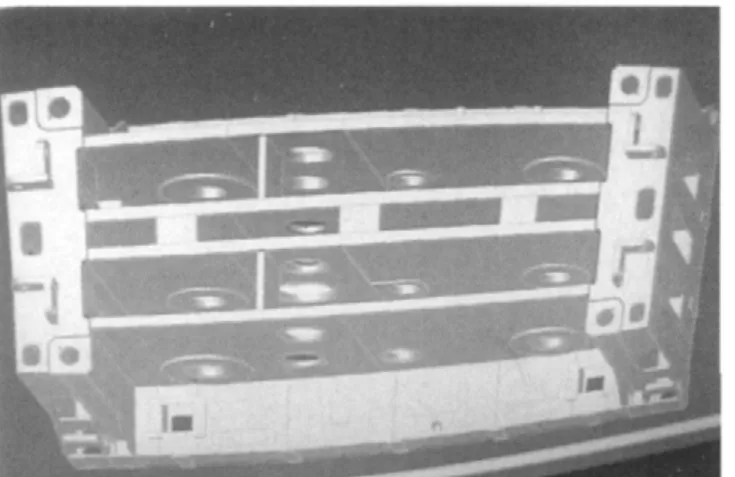
圖1 橫梁孔系
全部孔系同軸度要求0.05m m以內;采用TK6926型數控鏜銑床鏜孔加工過程中出現孔系同軸度超差的問題。
1.鏜桿受力變形分析
在鏜孔時,鏜桿的受力變形主要表現為兩個方面:一是受扭轉力矩而產生的彈性扭轉變形;二是受切削力和自重力產生的彈性撓曲變形。后者對鏜孔精度影響比較大,特別是當鏜桿與主軸剛性聯接懸臂鏜孔時最為嚴重,如圖2所示。Fr為切削合力,G為鏜桿自重力,它們以不同形式作用在鏜桿上,使鏜桿產生了彈性撓曲變形。
懸臂鏜桿在鏜孔過程中,受到切削力矩M、切削力Fr及鏜桿自重G的作用,如圖2所示。切削力矩M使鏜桿產生彈性扭曲,主要影響工作的表面粗糙度和刀具的壽命;切削力Fr和自重G使鏜桿產生彈性彎曲(撓曲變形),對孔系加工精度的影響嚴重,下面分析Fr和G的影響。
(1)由切削力Fr所產生的撓曲變形。作用在鏜桿上的切削力Fr,隨著鏜桿的旋轉不斷地改變方向,由此而引起的鏜桿的撓曲變形fF也不斷地改變方向。由圖3可見,當切削力不變時,刀尖的運動軌跡仍然呈正圓,只不過所鏜出孔的直徑比刀具調整尺寸減少了2fF。fF的大小與切削力Fr和鏜桿的伸出長度有關,Fr愈大或鏜桿伸出愈長,則fF就愈大。但應該指出:在實際生產中由于加工余量的變化和材質的不勻,切削力Fr是變化的,因此刀尖運動軌跡不可能是正圓。同理,在被加工孔的軸線方向上,由于加工余量和材質的不勻,或者采用鏜桿進給時,鏜桿的撓曲變形也是變化的。
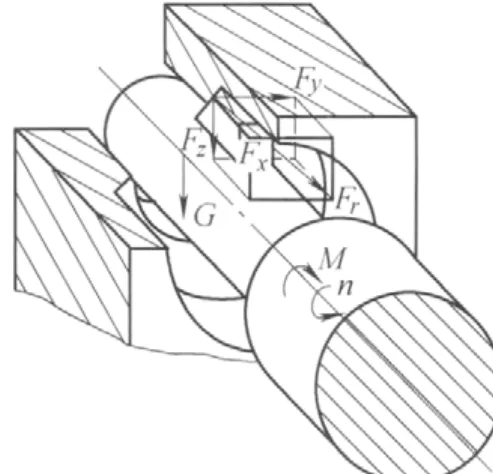
圖2 鏜桿受力分析
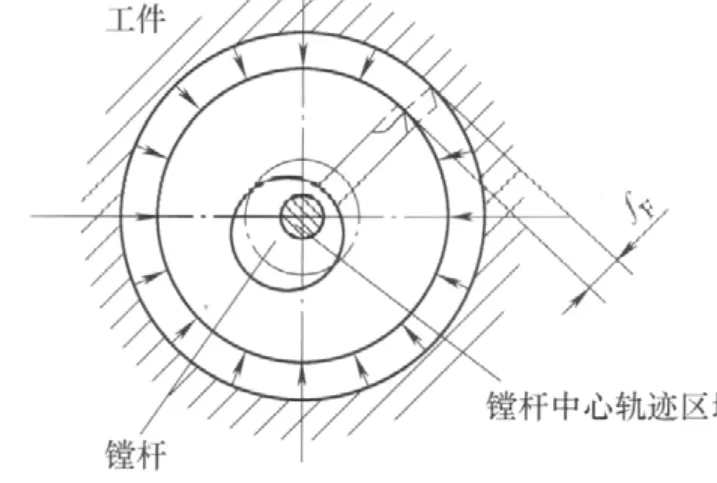
圖3 切削力對鏜桿撓曲變形的影響
(2)鏜桿自重G所產生的撓曲變形。鏜桿自重G在鏜孔過程中,其大小和方向不變。因此, 由它所產生的鏜桿撓曲變形?G的方向也不變。高速鏜削時,由于陀螺效應,自重所產生的撓曲變形很小;低速精鏜時,自重對鏜桿的作用相當于均布載荷作用在懸臂梁上,使鏜桿實際回轉中心始終低于理想回轉中心一個?G值。G愈大或鏜桿懸伸愈長,則?G愈大,如圖4所示。
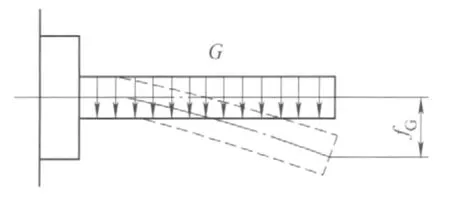
圖4 自重對鏜桿擾曲變形的影響
從以上分析可知:鏜桿在自重和切削力作用下的撓曲變形,對孔的幾何形狀精度和相互位置精度都有顯著的影響。因此,在鏜孔中必須十分注意提高鏜桿的剛度。可采取下列措施:第一,盡可能加粗鏜桿直徑和減小懸伸長度;第二,采用導向裝置,使鏜桿的撓曲變形得以約束。
2.采取的措施
(1)考慮到裝配關系、機床精度、節約開支等因素,決定在精加工上橫梁孔系時,采用掉頭鏜孔、重復定位、銑工藝帶的方法,同時利用導向裝置,合理選擇導向套和鏜桿,如圖5、圖6所示。

圖5 加工時采用的各種規格導向套
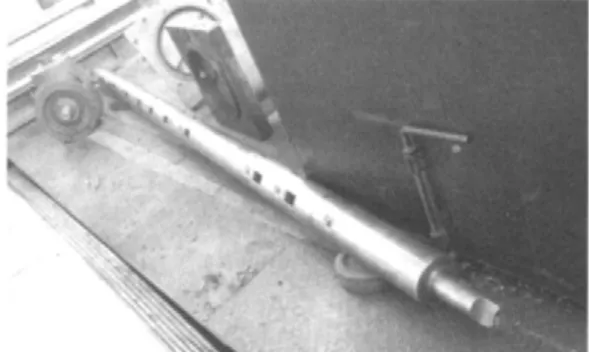
圖6 加工時采用的自制鏜桿
采用導向裝置鏜孔時,鏜桿的剛度較懸臂鏜孔時大大提高。此時,鏜桿與導向套的幾何形狀精度及其相互的配合間隙將成為影響孔系加工精度的主要因素之一。精鏜時,切削力很小,Fr<G,切削力不能抬起鏜桿,隨著鏜桿旋轉,鏜桿軸頸表面以不同部位沿導套內孔上方擺動。顯然,刀尖運動軌跡為一個低于導套中心的非正圓,直接造成圓度誤差,如圖7所示。
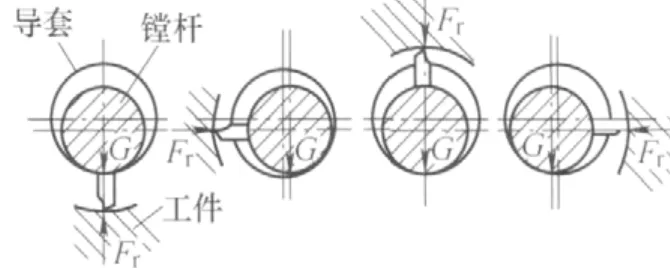
圖7 當Fr<G時鏜桿在導向套下方的擺動
(2)考慮工件孔系長的實際情況,結合數控銑鏜床數顯定位的特點,采用調頭鏜的工藝方法(見圖8),先鏜好一端的兩個孔(C、D),然后將工件調轉180°,用工件側面拉表校直。此時未加工的兩孔(A、B)就在鏜頭的一端。為了找準鏜桿中心與已加工C、D兩孔同軸,在C、D孔中分別裝入測量套,并在測量套中穿一測量軸,以測量軸的外圓來找正鏜桿中心,并鎖住鏜頭位置,加工出A、B兩孔。
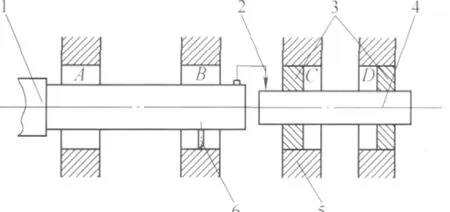
圖8 調頭鏜的工藝方法
因此,誤差的大小與導套和鏜桿的配合間隙有關,配合間隙愈大,在切削力作用下,鏜桿的擺動范圍愈大,所引起的誤差愈大。采用前后雙導向支承時,應使前后導向的間隙一致。間隙如果過小,鏜桿旋轉時易與導向套抱死,研傷工件。
3.結語
綜上所述,按鏜桿直徑配鏜導向套內孔時,控制間隙在0.03~0.05mm。加工時用油槍及時注油,以潤滑、降低溫度、排屑及防止研傷導向套內孔。同時,精加工時,適當增加走刀次數,以減少切削力對孔系同軸度的影響。孔系同軸度0.03~0.05mm,達到設計要求; 保證了工件的合理翻轉和吊運,減少了工件的磕傷和變形,保證了生產周期;采用新工具工裝和檢測方法,完善工藝的不足;上橫梁其他機加尺寸整體合格率達到98%,裝配過程中未出現因機加工引起的返修問題。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
