網(wǎng)片自動矯平機的設(shè)計與研究
2013-08-22 07:35:06肖艷春李琳琳韓靜粉馬學(xué)為
制造業(yè)自動化 2013年20期
肖艷春,李琳琳,韓靜粉,馬學(xué)為
(河北工業(yè)大學(xué) 機械學(xué)院,天津 300130)
0 引言
網(wǎng)片矯平機是一種改善網(wǎng)片平直度的設(shè)備,而鋼絲網(wǎng)是建筑防裂、墻體保溫必備的建材。隨著工業(yè)的發(fā)展,鋼絲網(wǎng)應(yīng)用范圍也在不斷擴大,有過濾網(wǎng),護欄網(wǎng),不銹鋼篩網(wǎng),印花網(wǎng),裝飾網(wǎng)以及用于材料內(nèi)的加強網(wǎng),廣泛應(yīng)用于化工、石油、印刷及建材等行業(yè)。隨著金屬絲網(wǎng)工業(yè)的發(fā)展,網(wǎng)片質(zhì)量需要適應(yīng)目前高平直度網(wǎng)片(主要針對的是建材工業(yè)的需求)的短缺和使用量增加所帶來的矛盾。由于高平直度網(wǎng)片的短缺,鈑金加工企業(yè)要想獲得良好的平直度就需要根據(jù)最新的矯平壓力和矯平理念對原料進行矯平,以進一步改善材料的質(zhì)量。然而目前我國的大部分廠家只專注于提高網(wǎng)片生產(chǎn)量,而對于專門矯平網(wǎng)片的機械[1],在國內(nèi)幾乎是空白。論文針對這種狀況,設(shè)計開發(fā)了一種全自動機,實現(xiàn)了送料、矯平、出料的自動化生產(chǎn),有效地提高了生產(chǎn)效率,為企業(yè)創(chuàng)造了效益。
1 總體布局設(shè)計
網(wǎng)片矯平機要求實現(xiàn)自動化生產(chǎn)[2],在生產(chǎn)過程中實現(xiàn)自動送料,自動矯平,自動出料等功能,生產(chǎn)速度可實時調(diào)節(jié),在整個工藝過程中,要求系統(tǒng)高速運行時穩(wěn)定,并且生產(chǎn)率高。結(jié)構(gòu)設(shè)計是基礎(chǔ),在借鑒現(xiàn)有技術(shù)與相關(guān)領(lǐng)域的成熟設(shè)備的基礎(chǔ)上機械部分運用機構(gòu)學(xué)和動力學(xué)原理進行分析和改進,提高生產(chǎn)線運行的穩(wěn)定性和精度。
本次研究網(wǎng)片的厚度為0.8-1.4mm,形狀如圖1所示。
圖1 網(wǎng)片
通過對矯平工藝進行研究,最終確定矯平機機械結(jié)構(gòu),如圖2所示。主要由四大模塊組成:輸送機構(gòu)、增壓定位機構(gòu)、矯平機構(gòu)及尾部機構(gòu)。
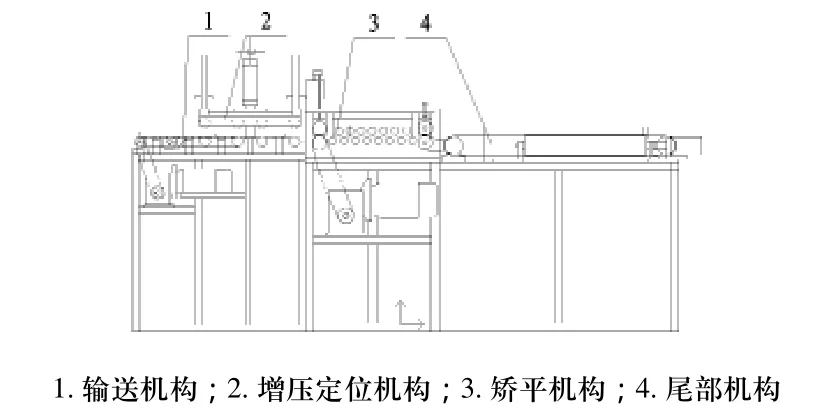
圖2 矯平機結(jié)構(gòu)
各功能模塊的工作流程如下:
首先網(wǎng)片被放置到輸送機構(gòu)1中,其次增壓定位機構(gòu)2對網(wǎng)片進行定位并輔助輸送機構(gòu)1運送網(wǎng)片到矯平機構(gòu)3,矯平機構(gòu)3將網(wǎng)片導(dǎo)入內(nèi)部矯平輥系,以矯平網(wǎng)片,完成后,由尾部機構(gòu)4接收網(wǎng)片。
網(wǎng)片矯平機的各個模塊都有獨立的驅(qū)動系統(tǒng),使得各功能模塊之間可以通過傳感系統(tǒng)和控制系統(tǒng)按排定的工藝流程有序的工作,協(xié)同完成預(yù)定的功能,大大簡化了機械結(jié)構(gòu)的設(shè)計。
2 功能模塊設(shè)計
2.1 輸送機構(gòu)
輸送機構(gòu)結(jié)構(gòu)三維圖,如圖3所示。
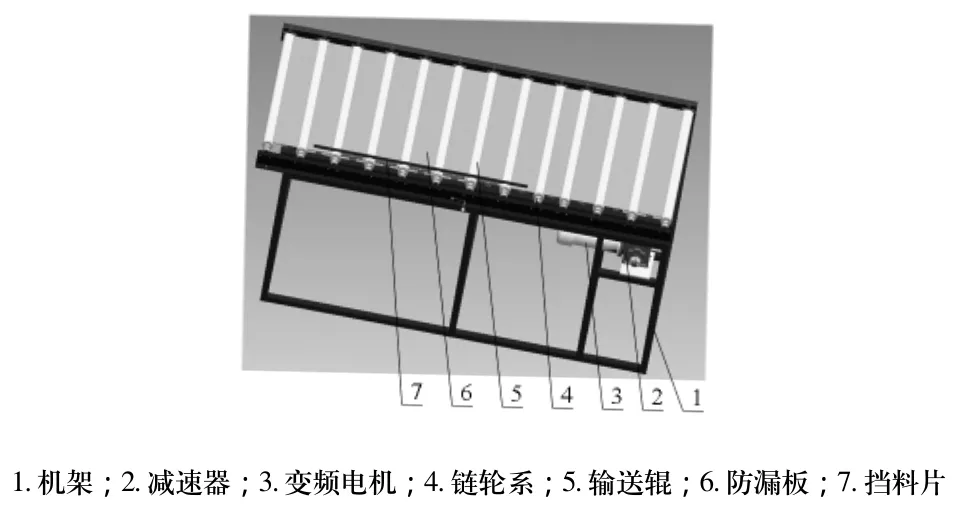
圖3 輸送機構(gòu)
工作時,安裝在機架1上的變頻電機2和減速器3啟動后,帶動鏈輪系4將動力傳遞至輸送輥系5上,由輸送輥5帶動網(wǎng)片前行至矯平機構(gòu)。
在送料過程中為防止網(wǎng)片掉入機架中或機架外,在輸送輥5間加防漏板6,在機架一側(cè)裝擋料片7,另一側(cè)由增壓定位機構(gòu)擋料。
輸送機構(gòu)要求送料速度是可調(diào)的,根據(jù)生產(chǎn)線的需求來調(diào)整速度,因此采用變頻電機,實現(xiàn)送料機構(gòu)連續(xù)動作,保證送料的速度要求。
2.2 增壓定位機構(gòu)
增壓定位機構(gòu)是輸送機構(gòu)的輔助機構(gòu),分為定位機構(gòu)和增壓機構(gòu)。其中定位機構(gòu)負責(zé)對要輸送的網(wǎng)片進行定位,擺正其位置;增壓機構(gòu)是為了增大網(wǎng)片與輸送輥之間的摩擦力,以利于網(wǎng)片的輸送,其結(jié)構(gòu)布局如圖4所示。
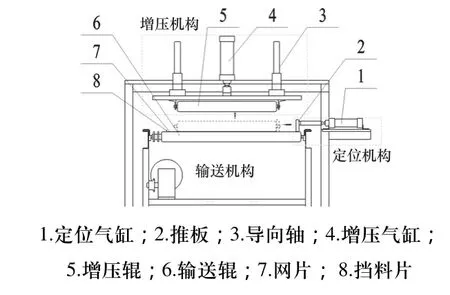
圖4 增壓定位機構(gòu)
工作時,當(dāng)網(wǎng)片落到輸送輥上后,定位氣缸1伸出,帶動推板2前進至虛線位置,在推板2與擋料板8的共同作用下將網(wǎng)片調(diào)正,然后氣缸1縮回,等待調(diào)節(jié)下一個網(wǎng)片,完成一次循環(huán);然后增壓氣缸4帶動增壓輥5下降到虛線位置,通過增壓輥5增大對網(wǎng)片7的壓力,使網(wǎng)片變得平直,以便于保證網(wǎng)片7與輸送輥6之間有足夠的摩擦力,在增壓輥和輸送輥的共同作用下,促使網(wǎng)片7前進,當(dāng)網(wǎng)片7傳送出增壓輥5范圍外時,增壓氣缸4縮回,完成一次循環(huán)。
2.3 矯平機構(gòu)
根據(jù)網(wǎng)片的材料、形狀及矯平精度等要求,選取的矯平機類型為輥式矯平機。
輥式矯平機是目前應(yīng)用范圍最廣的矯平機,由上、下兩排相互交錯排列的矯平輥、機架和傳動裝置等部件組成,網(wǎng)片通過交錯排列的矯平輥,經(jīng)過多次反復(fù)彎曲最終被矯平[3]。
矯平機構(gòu)結(jié)構(gòu)三維圖,如圖5所示。
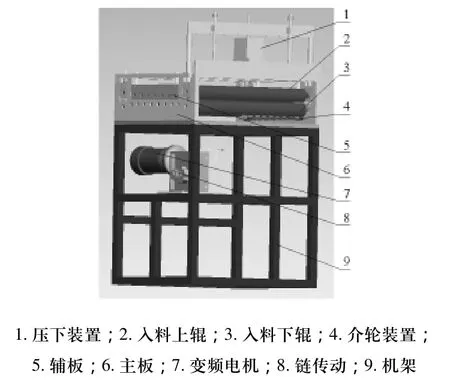
圖5 矯平機構(gòu)
工作時,為方便網(wǎng)片的進入,增加壓下裝置1。其工作過程為:當(dāng)網(wǎng)片傳至輸送機構(gòu)末端時,入料上輥2在壓下裝置1的帶動下向上移動,以方便網(wǎng)片進入矯平機構(gòu)內(nèi);當(dāng)網(wǎng)片頭部越過入料下輥3時,入料上輥2在壓下裝置1的控制下,向下移動與網(wǎng)片接觸,入料上輥2與入料下輥3一起通過摩擦力將網(wǎng)片送至工作輥系內(nèi)。網(wǎng)片通過交錯排列的工作輥,經(jīng)過多次反復(fù)彎曲最終被矯平。
輥式矯平機重要參數(shù)為輥徑D和輥距t。這些參數(shù)的正確選擇對軋件的矯正質(zhì)量、設(shè)備的結(jié)構(gòu)尺寸和功率消耗等都有重要的影響。
輥距t是矯平機最基本的參數(shù),確定輥距t時,應(yīng)該既考慮滿足最小厚度軋件的矯平質(zhì)量的要求,又要考慮滿足矯平最大斷面軋件時矯平輥的強度要求。為此,先確定最大允許輥距tmax。和最小允許輥距tmin。最后在最大值和最小值之間選取合適的值作為輥距t。
1) 最小允許輥距tmin
根據(jù)工作輥的接觸強度和扭轉(zhuǎn)強度來確定。
由接觸應(yīng)力公式

式中maxσ-工作輥表面的最大接觸應(yīng)力;P一工作輥上的最大壓力,即最小輥距時第三輥上受到的壓力:

E一輥子彈性模量;R—輥子的半徑;b—工作輥與軋件的接觸寬度;[σ]—許用接觸應(yīng)力。

對于本次開發(fā)的網(wǎng)片矯平機,,取D=0.92t,即R=0.46t,則:

工作輥材料采用9Cr2MoV,其彈性模量為E=212400 MPa ;考慮所矯網(wǎng)片材質(zhì),質(zhì)量等取σs=1.5x320=480MPa。所以:

2)最大允許輥距tmax
最大允許輥距tmax由軋件最小厚度的矯平質(zhì)量來決定。

通常,只對板厚小于4mm的矯平機才校核tmax條件,當(dāng)hmin大于4mm時,tmax值遠遠大于按強度計算的tmax值。

其值遠遠大于12.66,而矯平t值應(yīng)盡量取小值,在考慮材料強度,故取t=55 mm。
3) 輥徑D的確定
輥徑D由輥距t決定。表1為常用輥徑D與輥距t的關(guān)系[4]。
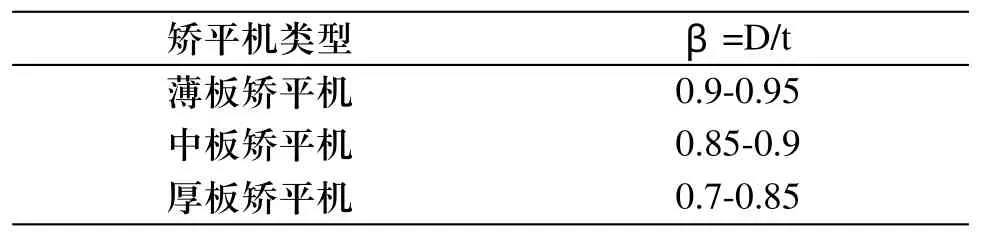
表1 輥徑D與輥距t的關(guān)系
D=0.92t=0.92×55= 50.6 mm
因此,取D=50 mm。
2.4 尾部機構(gòu)
尾部機構(gòu)結(jié)構(gòu)三維圖,如圖6所示。功能是將矯平機構(gòu)已經(jīng)矯平的鋼絲網(wǎng)片,傳送到指定位置下,以便下一步工序的進行。
工作時,利用同步帶傳動和毛刷傳動控制網(wǎng)片在兩個水平面方向的位置。
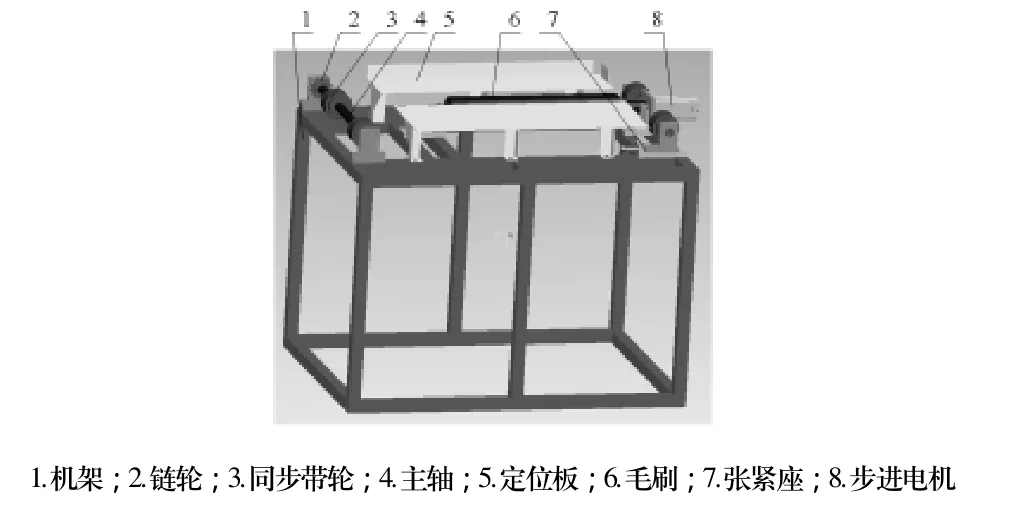
圖6 連接機構(gòu)結(jié)構(gòu)圖
3 入料下輥的有限元分析
從入料下輥受到的載荷來分析,入料下輥在開始工作時,在電機驅(qū)動下有一定的角速度,帶動工作輥系轉(zhuǎn)動,隨后入料下輥上方的壓下機構(gòu)的氣缸開始動作,帶動入料上輥向上移動,等網(wǎng)片進入矯平機構(gòu)工作輥范圍內(nèi)時氣缸帶動入料上輥下壓,與網(wǎng)片接觸,增大網(wǎng)片與入料輥之間的摩擦力,此時會對入料下輥造成一定的沖擊。在變頻電機和壓下機構(gòu)的共同作用下,會產(chǎn)生較大的載荷,甚至破壞入料下輥機械結(jié)構(gòu),影響機構(gòu)整體動作。因此對入料下輥的受力進行仿真分析,校核其強度可以消除隱患,而且將有利于提高矯平機構(gòu)的安全性。
根據(jù)設(shè)計要求,所分析入料下輥結(jié)構(gòu)材料的各項參數(shù)為:彈性模量EX=2.06×105MPa,泊松比PRXY=0.3,重力加速度9.8m/s2,密度為7.8×103kg/m3。
將模型導(dǎo)入ansys后,根據(jù)材料的各項參數(shù)對模型進行定義并進行布爾操作。從而使模型各個部分之間實現(xiàn)力的傳遞。并且將入料下輥進行網(wǎng)格劃分,如圖7所示。
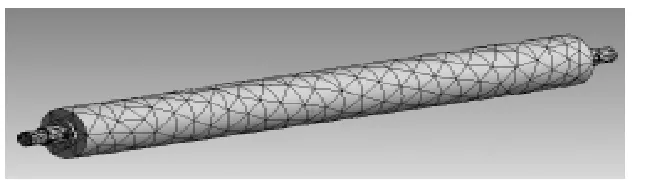
圖7 入料下輥的網(wǎng)格劃分
對入料下輥施加約束和載荷,具體為電機傳遞的轉(zhuǎn)矩336N·m、下壓機構(gòu)的沖擊力210N及軸承的支撐約束。將以上數(shù)據(jù)分別添加在模型中,如圖8所示。
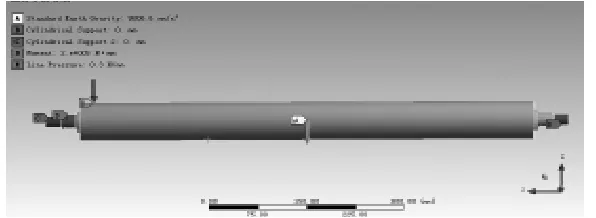
圖8 施加約束的有限元模型
圖9 和圖10分別給出了入料下輥主模型在靜態(tài)分析下的位移和應(yīng)力變化情況。
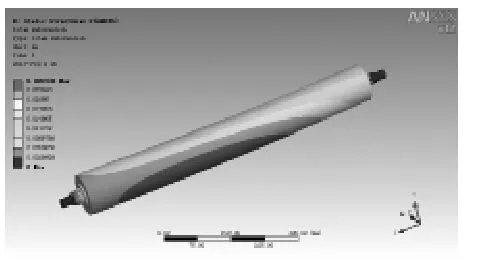
圖9 靜態(tài)下模型的位移變化
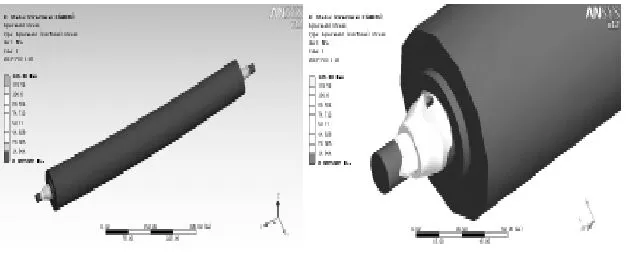
圖10 靜態(tài)下模型的應(yīng)力變化
分析完畢后,以云圖方式顯示運行結(jié)果,得出了靜態(tài)應(yīng)力云圖和變形云圖。從分析結(jié)果可以看出,入料下輥最大的應(yīng)力值約為134.5 Mpa,發(fā)生在軋輥鍵連接的軸肩位置,小于材料(9Cr2MoV)屈服強度490 Mpa,因此入料下輥強度滿足使用要求;最大變形為0.027mm,出現(xiàn)在輥面近輸入轉(zhuǎn)距處,變形很小,因此其剛度滿足使用要求。
4 結(jié)束語
網(wǎng)片自動矯平機最高每分鐘可達到12片。在投入使用后,運行穩(wěn)定,成品率高。由于很多功能都采用機械結(jié)構(gòu)實現(xiàn),制造和維護成本低,達到了客戶要求。本課題的研究對我國鋼絲網(wǎng)片行業(yè)的發(fā)展具有一定的現(xiàn)實意義,在社會效益方面和經(jīng)濟效益方面也都具有十分重要意義。
[1] 崔甫.矯直原理與矯直機械(第2版)[M].北京:冶金工業(yè)出版社,2005.
[2] 胡偉/斜插阻焊機自動生產(chǎn)線的研究[M].河北工業(yè)大學(xué),2010.
[3] 于震川.李長光.輥式校平機的結(jié)構(gòu)形式及設(shè)計方法[J].電子機械工程,2004,20(04):28-31.
[4] 蹼良貴,紀名剛.機械設(shè)計[M].北京:高等教育出版社2006.
