寬厚板熱處理爐的脈沖燃燒控制改進(jìn)
2013-08-16 06:12:40張欣萌
科技視界 2013年2期
關(guān)鍵詞:工藝
李 陽(yáng) 張欣萌
(中國(guó)冶金科工集團(tuán)公司南方〈武漢〉自動(dòng)化有限公司,中國(guó)武漢430223)
0 引言
我國(guó)的熱處理自動(dòng)化技術(shù)的發(fā)展與應(yīng)用始于20 世紀(jì)50 年代初期。 經(jīng)過(guò)30 年的改革開(kāi)放,我國(guó)的工業(yè)得到突飛猛進(jìn)的發(fā)展,但發(fā)展的制約瓶頸日益顯現(xiàn),主要體現(xiàn)在粗放的發(fā)展模式和能源及原材料供給不足的矛盾。 我國(guó)能源的緊張與短缺已成定局,嚴(yán)重影響了經(jīng)濟(jì)的發(fā)展,節(jié)能是中國(guó)能源戰(zhàn)略和政策的核心。
1 用于熱處理爐的燃燒控制方法
目前國(guó)內(nèi)的工業(yè)爐無(wú)論是蓄熱式換向燃燒或連續(xù)常規(guī)燃燒控制,多為比例調(diào)節(jié)形式,即通過(guò)控制燃料、助燃空氣流量的大小使?fàn)t內(nèi)的溫度、燃燒氣氛達(dá)到工藝要求。 由于這種控制方式往往受燃料流量的調(diào)節(jié)范圍和測(cè)量等環(huán)節(jié)制約, 故目前大多數(shù)工業(yè)爐的控制效果不佳,主要表現(xiàn)為能耗偏高。
隨著工業(yè)爐的不斷改進(jìn),脈沖式燃燒控制技術(shù)在國(guó)內(nèi)外得到一定程度的應(yīng)用,取得了良好效果。 脈沖燃燒在這方面比傳統(tǒng)比例燃燒具有很大優(yōu)勢(shì),其恒定的空/燃比使燃燒效率保持穩(wěn)定和最優(yōu)狀態(tài),燃?xì)夂涂諝饬髁靠赏ㄟ^(guò)壓力調(diào)整預(yù)先設(shè)定,燒嘴一旦工作,就處于滿負(fù)荷狀態(tài),保證燒嘴燃燒時(shí)的燃?xì)獬隹谒俣炔蛔儭.?dāng)燒嘴在滿負(fù)荷工作時(shí),燃?xì)饬魉佟⒒鹧嫘螤睢嵝示蛇_(dá)到最佳狀態(tài),爐內(nèi)不會(huì)有過(guò)剩的空氣和燃?xì)猓行У亟档土巳剂舷模瑴p少了氮氧化物的排放。
對(duì)于采用脈沖燃燒的熱處理爐加熱控制,方法是采用對(duì)爐膛溫度的控制去間接控制燒鋼,以產(chǎn)生工藝特性合格的鋼坯。 其爐膛溫度由熱電偶測(cè)得, 在控制方法上采用經(jīng)典的PI 或PID 調(diào)節(jié)以恒定各段工藝溫度設(shè)定值,PID 調(diào)節(jié)的輸出值作為脈沖控制序列的輸入值, 最終通過(guò)脈沖控制確定燒嘴的開(kāi)關(guān)時(shí)間和序列順序。
2 現(xiàn)存的控制方法的不足
寬厚板熱處理爐由加熱區(qū)域和均熱區(qū)域組成,每個(gè)區(qū)域又可分為若干個(gè)溫控段,出爐側(cè)位于均熱區(qū),溫度設(shè)定為鋼坯出爐的目標(biāo)溫度;裝爐側(cè)為加熱區(qū),設(shè)定溫度由加熱工藝決定。
爐內(nèi)沒(méi)有裝鋼的情況下,PID 溫度控制很容易把各溫控段溫度調(diào)節(jié)到設(shè)定溫度,但是一旦進(jìn)鋼,由于剛進(jìn)入加熱區(qū)域的冷鋼坯溫度很低,與爐內(nèi)溫度相差過(guò)大,寬厚板的體積又很大,因此會(huì)導(dǎo)致熱電偶測(cè)得的溫度大幅度下降,此時(shí)的PID 溫度調(diào)節(jié)系統(tǒng)會(huì)由于實(shí)際溫度比設(shè)定溫度低太多而全力供熱調(diào)溫。此時(shí)生產(chǎn)有兩種情況:一種,是生產(chǎn)節(jié)奏較慢,鋼與鋼之間的距離較大,這種情況下,一旦前面的鋼坯離開(kāi),溫度具有大時(shí)滯性,即使PID 控制器的輸出很小,溫度也會(huì)急劇上升。這種短時(shí)間溫度波動(dòng)會(huì)給PID 溫度調(diào)節(jié)帶來(lái)困難, 產(chǎn)生較大的超調(diào)量。而熱處理爐的保溫性能很好,接下來(lái)即使不繼續(xù)加熱也很難降溫。因而等下塊鋼坯進(jìn)入此區(qū)的時(shí)候,已經(jīng)是在遠(yuǎn)高于工藝設(shè)定溫度開(kāi)始加熱了,造成了很大的能源浪費(fèi);另一種情況,是生產(chǎn)節(jié)奏較快,鋼與鋼之間距離較小,這樣的連續(xù)進(jìn)冷鋼坯會(huì)導(dǎo)致此區(qū)溫度一直遠(yuǎn)低于設(shè)定溫度, 為了使熱電偶測(cè)得的溫度和設(shè)定溫度一樣,PID 溫控系統(tǒng)會(huì)全力供熱。 由于電偶測(cè)溫和設(shè)定溫度的巨大差距,這種情況下的供熱已經(jīng)沒(méi)有了良好的精度,無(wú)論鋼坯的寬厚,都幾乎會(huì)同樣持續(xù)全力供熱,每塊鋼坯沒(méi)有吸收的多余熱量或被爐膛吸收或被爐氣帶走,浪費(fèi)了能源。
3 用于寬厚板熱處理上的脈沖燃燒改進(jìn)
把脈沖控制方法進(jìn)行改進(jìn),溫度的控制不是全部采取PID 脈沖控制,而是再進(jìn)行劃分。
其中一部分不變, 在鋼坯與爐溫的溫差相對(duì)穩(wěn)定的均熱段采取PID 脈沖控制。 而另一部分,即在加熱段進(jìn)行控制區(qū)分:一是,在此區(qū)域的某一溫控段沒(méi)有鋼的時(shí)候,用PID 調(diào)節(jié)進(jìn)行控制,以保證下一塊鋼到來(lái)時(shí)此溫控段的工藝溫度精確。二是,當(dāng)有鋼坯進(jìn)入此區(qū)域時(shí)(可由爐內(nèi)物料跟蹤得知),切出PID 控制,引入熱能的模糊控制,即在原PID 控溫保持爐溫的功率輸出基礎(chǔ)上再加上此區(qū)域鋼坯所要額外吸收熱的功率。以保持此鋼坯走過(guò)該溫控段,熱量供給平衡,該溫控段溫度基本不變。如下圖所示,在加熱段,如果鋼坯進(jìn)入該溫控段后系統(tǒng)仍維持原供熱,則當(dāng)鋼坯走過(guò)后,此溫控段溫度會(huì)由于被鋼坯帶走一部分而下降(圖1(a)所示);而用PID 調(diào)節(jié)進(jìn)行溫控,由上面的分析可知,大幅度的溫度變化又都進(jìn)行幾乎同樣的大幅度輸出調(diào)整,使系統(tǒng)無(wú)法進(jìn)行準(zhǔn)確的溫度控制,而導(dǎo)致大的超調(diào)(如圖1(b)所示),使供熱過(guò)多,爐溫升高,浪費(fèi)能源;改進(jìn)后控制會(huì)在維持原爐溫的基礎(chǔ)上,額外把鋼坯的吸收的熱進(jìn)行補(bǔ)充,按鋼坯的吸熱去供熱,以抵消鋼坯帶走的溫度降低(圖1(c)所示)。 鋼坯走后,再切換到PID 脈沖進(jìn)行溫控,恒定此溫控段溫度。
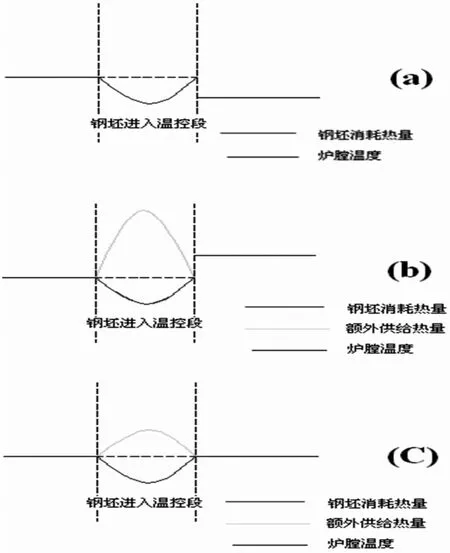
圖1
其中各段能量供給規(guī)則可以通過(guò)下面方法得出:
每個(gè)鋼種由工藝制定各溫控區(qū)經(jīng)驗(yàn)工藝溫度。 調(diào)試階段,在某一鋼種進(jìn)入溫控段時(shí)進(jìn)行控溫,以使該鋼坯通過(guò)此溫控段后,此段溫度基本恒定,此時(shí)記錄試驗(yàn)鋼坯的規(guī)格和速度。 設(shè)該鋼坯長(zhǎng)、寬、高為a1,b1,c1 該溫控段長(zhǎng)為L(zhǎng)1,鋼坯速度為V1,通過(guò)時(shí)間為t1,其間燒嘴供熱為Q1,易知此種鋼坯在該溫控段單位時(shí)間單位長(zhǎng)度所需供熱約為P=Q1V1/a1b1c1L1t1,即該鋼種的所需標(biāo)準(zhǔn)單位額定功率,然后把此溫控段的此鋼種單位額定功率、設(shè)定溫度,鋼種等信息都記錄到模糊控制的規(guī)則中,并在工程調(diào)試階段以此方法去完善模糊控制的規(guī)格表格,按此規(guī)則表格定義的輸出功率進(jìn)行模糊脈沖溫度控制。 試生產(chǎn)過(guò)程中用高溫輻射計(jì)測(cè)得的出鋼溫度去不斷修正各加熱段的單位額定功率和設(shè)定溫度,使模糊控制規(guī)格表具有自學(xué)習(xí)校正的功能。 如設(shè)出鋼目標(biāo)溫度為T(mén),實(shí)測(cè)近三塊鋼的出鋼溫度分別為T(mén)1,T2,T3,某加熱區(qū)溫控段經(jīng)驗(yàn)工藝設(shè)定溫度為T(mén)E,單位額定功率為P,則鋼坯的較目標(biāo)溫度的溫差為ΔT=k1(T-T1)+ k2(T-T2) + k3(T-T3),其中系數(shù)k 為0~1 之間的常數(shù),值與鋼坯出爐的順序與可信度有關(guān),且k1+k2+k3=1, 規(guī)則修正為T(mén)E′=TE+αΔT,P′=βTE′P/TE,其中α、β 為固定常數(shù),可在調(diào)試時(shí)給出。
4 結(jié)論
經(jīng)測(cè)試, 這種脈沖控制方法相比較傳統(tǒng)的PID 脈沖控制方法,由于按鋼坯的體積和鋼種特性的吸熱進(jìn)行加熱段的控制, 所以精度更好,超調(diào)可控制在10 度以內(nèi),因此可使節(jié)能大于1%。用出鋼溫度去自校正模糊規(guī)則,可在很短的生產(chǎn)周期使制定的規(guī)則更為合理,解決了出爐鋼坯達(dá)不到目標(biāo)溫度的問(wèn)題。
[1]張斌全,編著.燃燒理論基礎(chǔ)[M].航空航天大學(xué)出版社,1990.
[2]周偉國(guó),秦朝蔡.燃?xì)饷}沖燃燒技術(shù)[M].同濟(jì)大學(xué)出版社,1998.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
