運用IE技術降低轉向節的標準工時
2013-08-14 06:06:30王疆張彥如王旭
機械工程師 2013年5期
王疆 ,張彥如,王旭
(1.安徽合力股份有限公司 安慶車橋廠,安徽 安慶 246001;2.合肥工業大學 機械與汽車工程學院,合肥 230009)
1 引言
隨著科學技術的進步和生產力的發展,顧客消費水平不斷提高,企業之間的競爭日益加劇,產品的交貨期和設計周期越來越短,如何運用工業工程技術來識別生產中的瓶頸作業、降低生產線標準工時將變得越來越重要。
通過對K 公司二分廠轉向節生產線的觀察和研究,測定其生產能力,繪制生產能力平衡圖以識別瓶頸作業,并運用ECRS 原則、5W1H 方法及動作分析等方法,對瓶頸工位作業進行拆分,將生產線標準工時降低,以達到減低成本、提高效率、增加企業競爭力的目的。
2 轉向節生產線的分析與改善
2.1 生產工藝分析
所加工的轉向節共有15 道工序,首先將每一道工序的設備型號、定員、工時定額等有關數據列出,通過分析和觀察發現,存在著在制品過多、生產不平衡等現象。
(1)有幾道工序耗時較多:①鉆鉸盤面上各孔、倒角;②預鉆大主銷孔和預鉆小主銷孔;③車端面精鏜孔,鉆鉸大端面上各孔攻絲倒角。必須首先進行生產線的能力平整,再找出瓶頸作業后進行改善。
(2)與5S 相關的問題:①物料的擺放不整齊,操作人員用平衡吊吊起工件時,需要識別而造成時間浪費;②運輸半成品的物料箱比較矮,操作人員需要不停地彎腰,容易造成疲勞,與動作經濟原則不符合。
2.2 生產線能力分析
根據各工位日產量繪制出生產能力平衡圖,見圖1所示。
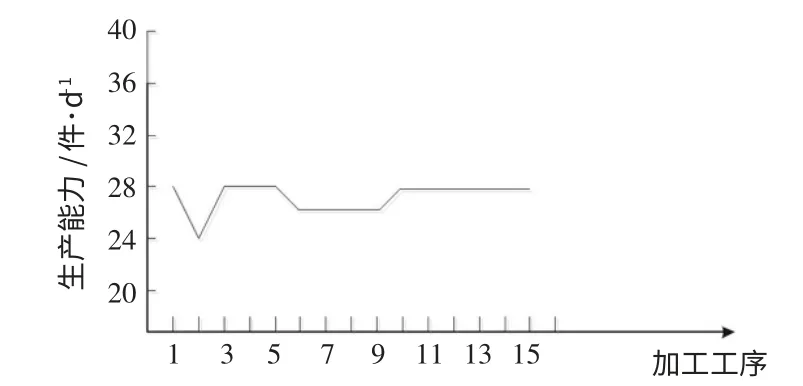
圖1 改善前生產能力平衡圖
從圖1中可以看出,第二道工序鉆鉸盤面上各孔、倒角,屬于瓶頸作業。已知其加工時間為22min,占了整個標準工時的10%,該工序的標準產量低于前后兩道工序,造成前道工序產品積壓、勞動成本高,同時還影響后道工序的加工。
第六和第七道工序預鉆大小主銷孔以及第九道工序(粗精車內外端面,切槽鉆鉸孔)由于耗時較多,日產量也偏低。
2.3 轉向節生產線的主要問題
(1)問題一:現將第二道工序(鉆鉸各盤面上各孔、倒角攻絲)進行分解,見表1。
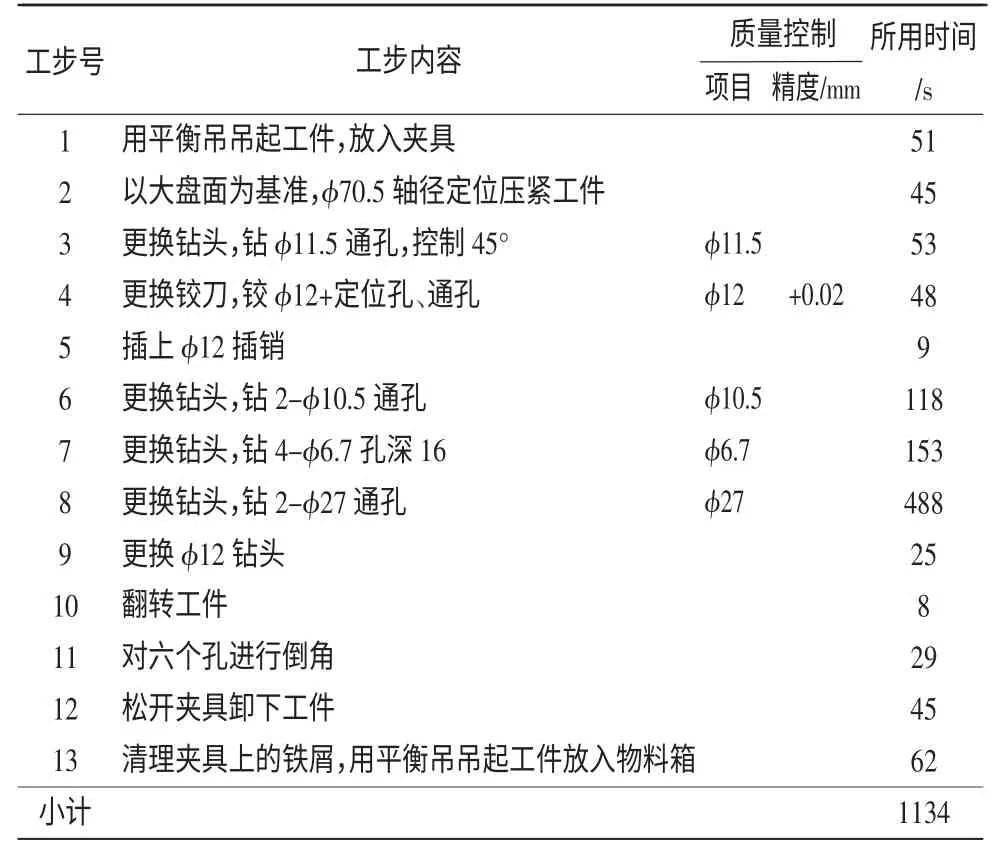
表1 第二道工序具體操作步驟及時間
從表1中可看出,在鉆2-φ27 孔時,因鉆頭轉速受限,耗時為448s,占整個時間的39.5%。
(2)問題二:預鉆大主銷孔、預鉆小主銷孔以及擴鏜兩主銷孔的問題分析。
經測定預鉆大主銷孔需要965s,預鉆小主銷孔需要738s,擴鏜兩主銷孔需要886s。三個工序共需要2589s。由于在鉆孔過程中,就裝夾和卸載工件需要人工操作,其余時間都是鉆床在進行操作。所以可以考慮將去毛刺及檢查尺寸放到該加工過程中完成。
通過繪制預鉆大、小主銷孔以及擴磨兩主銷孔的人機作業圖,可以分析出工人以及機器的利用率,進而進行分析。
預鉆大主銷孔的人機作業圖見表2 所示。
(3)問題三:鉆頭擺放不整齊,位置不固定,不能形成標準化的作業。換鉆頭時,辨識鉆頭會浪費時間,造成不必要的浪費。

表2 預鉆大主銷孔的人機作業圖
2.4 轉向節生產線的改善方案
(1)問題一的改善。在這道工序的加工中發現,可以利用鉆兩個小耳孔的時間內將待加工的工件吊起,在之后的加工時省去了用吊鉤吊起工件的時間。而且加工完一個工件后不用立刻吊起放到物料箱中,可以先放地上。接著將剛才吊起的工件移動到夾具上進行加工。加工到兩個小耳孔的時候可以利用這個時間再將剛加工好的工件吊起放到物料箱中。
這樣可以將以下兩個工步所耗費的時間省去:①用平衡吊吊起工件,放入夾具;②用平衡吊吊起工件放入物料箱。
(2)問題二的改善。在預鉆大主銷孔、預鉆小主銷孔及擴鏜兩主銷孔的三個工序中,所耗費的時間為2589s,而人工操作的時間占的比重卻很小。現將去毛刺及檢查尺寸并入鉆床加工過程中完成。以預鉆大主銷孔為例其改善后的人機作業圖如表3 所示。
(3)問題三的改善。做好5S 工作,擺放整齊,便于操作工迅速準確地拿到鉆頭進行加工。
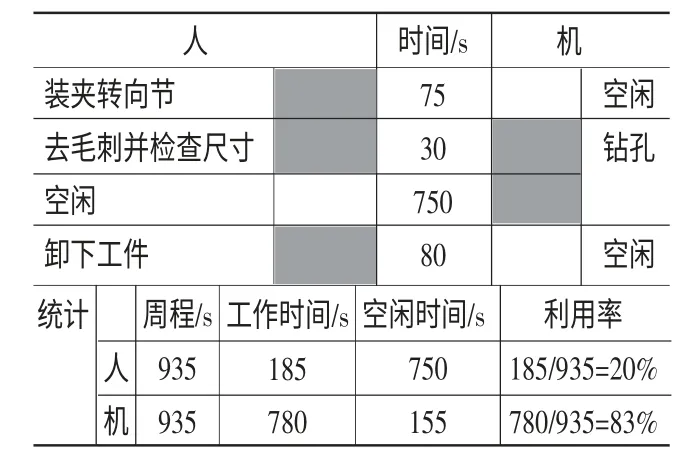
表3 改善后預鉆大主銷孔的人機作業圖
2.5 改善以后的效果
通過對問題一的分析與改善,可以看出第二道工序的實際加工時間縮短了113s,第二道工序實際加工時間變為1021s。改善前一天生產24個,現在提升到了26個,起到了平衡生產線的作用。
對于問題二的分析與改善,通過分析人機作業圖,將去毛刺、檢查尺寸并入到鉆孔工作過程中完成。從表中我們可以看出預鉆大主銷孔、預鉆小主銷孔、擴鏜兩主銷孔的加工時間都壓縮了30s。該方案總共壓縮工時30×3=90s。
通過以上的分析改善,總加工時間壓縮了90+113=203s。改善前后生產轉向節的主要參數對比如表4 所示。

表4 改善前后各重要參數對比
3 結語
通過研究,可以得到以下主要結論:
(1)轉向節的加工中,主要以手動操作為主,但工人的動作是有規律可循的,可以根據動作經濟原則對其進行動作分析并進行標準化,從而使生產流程達到最優化,其中改善空間最大的工序,經過優化后,生產效率提高了約10%。
(2)通過對轉向節的生產動作分析得知,科學地確定作業順序,準確劃分“要素作業”,對于保證時間測定和進行分析研究,有著重要意義。研究表明,對于加工工序的動作要素劃分主要從搬運加工件和車床鉆孔耗時最多的方面入手,而鉆鉸盤面、攻絲倒角工序的動作要素分析主要從純手工作業與機器運作的時間比例方面考慮。
(3)通過整個生產線的觀察、分析,測量工作工時。繪制生產能力平衡圖,從圖中找到耗時最多、最少且不合理的工序。對這些工序運用工業工程的方法進行分析,可以得到有效的改善效果。
[1]易樹平,郭伏.基礎工業工程[M].北京:機械工業出版社,2007.
[2]孫建華,高廣章.生產線平衡手段與方法研究[J].成組技術與生產現代化,2004(7):6-7.
[3]曹偉華,梁艷.工業工程技術在縱梁鉆孔生產線平衡改善中的應用[J].汽車工藝與材料,2009(1):7-13.
[4]惠特茂D A.作業測定[M].北京:國防工業出版社,1980.
[5]岑昊.裝配生產線平衡的改善[J].上海管理科學,2005(5):8-9.
[6]王東.生產線標準工時制定方法研究[D].西安:西安電子科技大學,2009.
[7]寇猛.工業工程在生產線優化中的應用[J].中國管理信息化,2008,11(24):89-90.
[8]龐如英.運用工作研究理論對企業生產線進行改進的實踐[J].機械管理開發,2007(5):101-102.
[9]李一安.IE 工業工程方法技術之標準時間與生產線平衡分析[J].中國管理信息化,2008(6):45-50.
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
故事大王(2016年7期)2016-09-22 17:30:08
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
兒童故事畫報(2013年3期)2013-06-24 05:40:30
