重型燃機壓氣機輪盤冷加工方法
2013-08-14 06:06:20王俊
機械工程師 2013年5期
王俊
(哈爾濱汽輪機廠有限責任公司,哈爾濱 150040)
1 轉子結構和輪盤的加工工序
圖1 是9FA 燃機壓氣機轉子的結構圖。

圖1 壓氣機轉子裝配結構
可以看出,輪盤各級之間通過凹凸止口配合疊裝在一起,通過長拉桿拉緊。裝配結構上要求單級輪止口、螺栓面配合面加工的尺寸精度、形位公差必須保證。
一般地,各級輪盤止口跳動、螺栓面跳動、平面度要求為0.01~0.02mm 之內,跳動測量具體位置如圖2 所示。
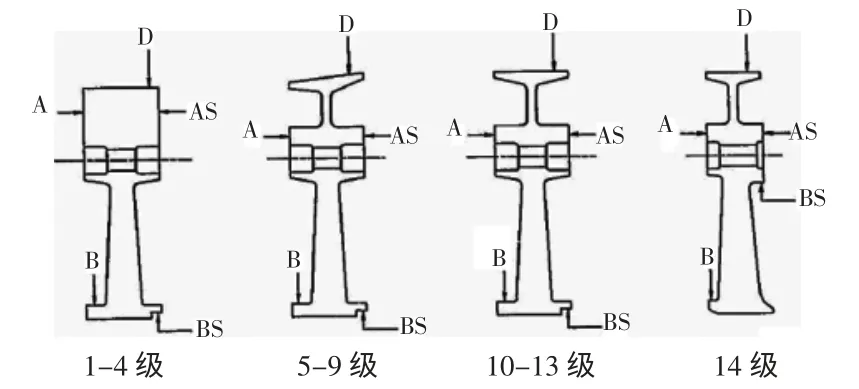
圖2 單級輪盤形位公差跳動測量位置
輪盤加工主要工序有:(1)粗精車削(加工端面外圓內孔輪廓型線);(2)鉆鏜(加工拉桿螺栓孔);(3)拉削(圓周榫槽加工);(4)磨削(螺栓面平面度、平行度的保證);(5)噴砂,噴漆(表面處理工序);(6)無損探傷等。
其中,重要關鍵尺寸主要由車削和磨削工序實現,本文主要討論車削和磨削的加工技巧。
2 壓氣機輪盤車削加工方法
2.1 加工流程
如圖3,單級輪盤車削加工流程包括:(1)粗車后端面留0.75mm 余量;(2)松開夾爪幾分鐘;(3)重新夾緊找正;(4)精加工后端面;(5)輪盤翻身;(6)通過中心孔,按凹止口找正;(7)粗車前端面,留0.75mm 余量;(8)松開夾爪幾分鐘;(9)重新夾緊,按凹止口找正;(10)精加工前端面。
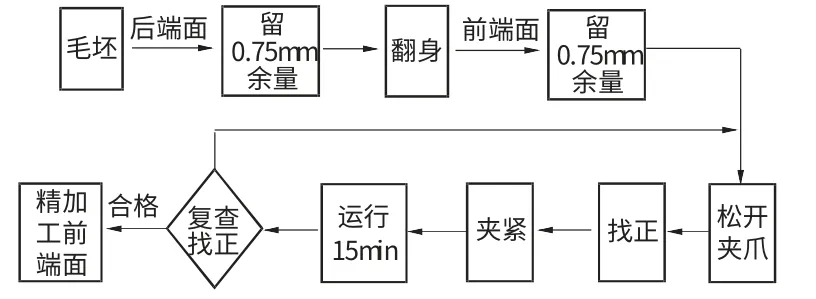
圖3 單級輪盤車削加工流程

圖4 后端面裝夾方式
2.2 輪盤立車車削的裝夾方式
前端面裝夾時,夾爪反拉夾緊,保證外圓一刀完成不需要接刀。找正時,使用電感測微儀。加工凸止口一側時,按加工好的凹止口找正,保證前后止口的同心度。
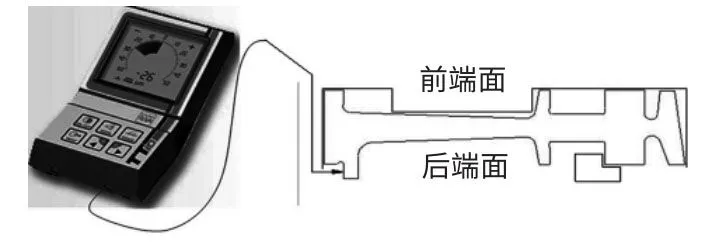
圖5 前端面裝夾方式
2.3 止口車削加工參數
輪盤止口配合面的精度要求都在0.01mm 之內,粗糙度要求Ra1.6,同時止口直徑φ180mm,因此立車車削轉速必須達到100r/min 以上才能達到表面質量要求。
通過反復實踐,總結出可行的加工參數如表1 所示。
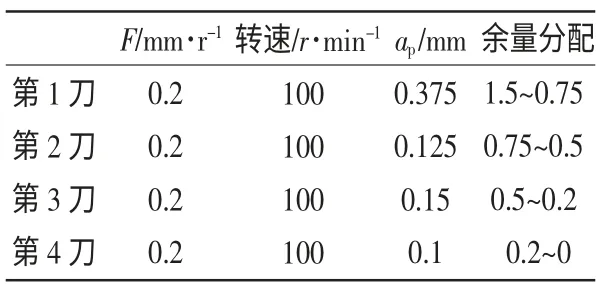
表1 止口圓加工參數
3 磨削工序的合理工藝方法
3.1 壓氣機輪盤磨削的正確裝夾方式
輪盤用胎具裝夾,端面孔定位。裝夾之前磨平胎具等高墊鐵,跳動量小于0.005mm 方可安裝工件。

圖6 磨削胎具裝夾方式
3.2 端面正確的磨削紋理
葉輪之間的紋理必須呈輻射線方向分布,輪盤之間相對轉動時接觸面之間的紋理垂直,才能夠產生最大摩擦力,從而轉子轉動時,在輪盤之間產生比較大的傳遞扭矩。如圖7 所示,紋理2 和紋理3 是正確的紋理形式。
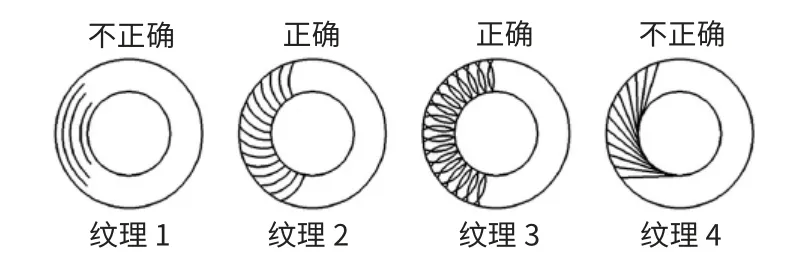
圖7 符合要求及不符合要求的各種紋理
3.3 實現特殊紋理的磨削走刀方式
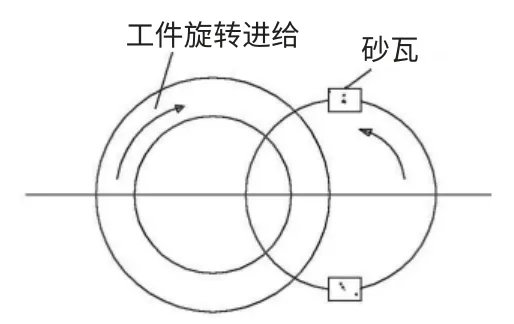
圖8 實現特殊紋理磨削的機床進給方式
要實現這種特殊的表面紋理,必須在磨削工藝中重新設計工件進給方式和砂輪磨削布置方式。新磨削工藝采用固定在轉輪上間隔砂瓦端面磨削代替砂輪滾動磨削,工件旋轉進給,在葉輪端面形成輻射分布紋理。
4 結論
止口配合面,螺栓配合面的精度取決于立車設備精度及加工工藝的合理性。通過生產加工六級輪盤,完成了整個粗精車的順序、找正方式、基準轉換、夾具夾緊方式、止口進刀方式、每刀工步加工參數的確認。
合理的找正方式能保證兩側止口加工后的同心度。在凹止口翻身后使用電感測微儀找正按凹止口基準加工凸止口,保證了兩邊止口的同心度。
夾具的夾緊、松開兩種狀態下的工件變形會對加工精度產生影響,因此在進入最后精加工時,要適當松開夾具放置幾分鐘,讓應力變形得到釋放,然后夾緊精加工到尺寸,能將裝夾變形帶來的誤差降至最低。
每級輪盤的螺栓面都要進行磨削,保證前后螺栓面的平行度、平面度、跳動在設計的公差范圍內,必須使用平面磨床磨削前后螺栓平面。由于是拉桿轉子,輪盤之間依賴預緊螺栓產生的摩擦力傳遞扭矩,保持相鄰輪盤的磨削紋理接觸后互相垂直是提高摩擦系數的有效辦法,因此,在使用平面磨床磨削時,工件的進給、砂瓦的布置進給方式能產生預期設計的磨削紋理,實現了裝配要求的磨削紋理。
[1]林公舒,等.現代大功率發電用燃氣輪機[M].北京:機械工業出版社,2007.
