基于MasterCAM電吹風凹模的數控加工
2013-08-14 06:06:10陳麗華
機械工程師 2013年5期
陳麗華
(廣東省云浮市技工學校,廣東 云浮 527343)
1 引言
如何有效保證曲面零件加工質量一直是數控加工中最復雜的難題,傳統的機加工方法難以勝任加工要求或根本無法加工,通常需要三軸、五軸聯動機床才能保證加工質量。MasterCAM 軟件是美國CNC Software 公司開發集CAD/CAM 于一體的系統,對計算機要求不高,容易掌握,高性價比,深受廣大用戶喜愛,廣泛應用于機械加工、模具制造和汽車工業等領域中,在數控加工用戶中擁有量一直處于世界領先地位。
2 MasterCAM 曲面加工特點
實際加工中一般分為粗加工與精加工,針對造型不同的曲面加工特點MasterCAM 提供了8 種粗加工與10種精加工的刀路,各種刀路都有其適用的特點。其中,粗加工刀路中常用的有平行銑削粗加工刀路、曲面流線粗加工刀路、等高外形粗加工刀路與曲面挖槽粗加工刀路。由于曲面挖槽刀路是屬于分層加工,具有良好的加工效果,因此其適用范圍非常大,具有“萬能刀路”的稱號,可見其使用頻率之高。曲面精加工刀路中常用的有適用于較平坦曲面加工的平行銑削精加工刀路,對曲面加工質量有較高要求的曲面采用可以控制殘留高度的流線精加工刀路,有適用于曲面比較陡的曲面等高外形精加工刀路,對于坡度不大的曲面可采用等距環繞精加工刀路,對于圓形狀的曲面可采用放射狀精加工刀路。清角加工時還提供了因大刀無法加工需采用小刀進行清角的殘料清角精加工刀路,對于曲面間窄小區域的加工可采用交線清角精加工刀路。
3 電吹風凹模典型曲面零件

圖1 電吹風凹模
如圖1 所示為電吹風凹模,是一個造型非常典型的零件,幾乎集中了曲面加工的所有特點,有平面、窄小凹槽、具有一定拔模斜度的凹槽、較平坦曲面、陡斜面、窄小曲面交角等。
3.1 結構分析及工藝要求
復雜的曲面結構是該零件明顯的特點,電風吹主體曲面部位平順光滑,主要由兩塊曲面光滑過渡相切連接而成,最大加工深度達41.0mm。手柄部位由底部圓弧曲面平滑過渡至分模面,靠近L 型膠位的曲面起伏坡度較大。枕位曲面造型較簡單,成壓扁的U 型與主體曲面相連。其中L 型膠位凹槽的拔模斜度為3.0°,最小寬度為3.0mm,深度為3.0mm。前模斜頂避空處為一矩形,其中遠離手柄部位一側的拔模斜度為23.0°,深度為16.0mm。進風部位與出風部位與主體型腔曲面間的最小圓弧曲面倒圓角分別為R2.5mm 和R1.5mm。
加工時要求曲面造型交線分明,除了保證應有的尺寸加工精度外,還需達到Ra1.6的表面粗糙度。模具材料為45 鋼,毛坯尺寸為260.0mm×220.0mm×80.0mm。加工時使用YT15的硬質合金刀具。
3.2 加工難點與加工策略
該凹模各部分的曲面不連續且各具特點,復雜曲面造型加工質量的保證是整個加工的難點,而且對于曲面交線加工要求輪廓分明,是一個需要重點解決的問題。曲面交線部分窄小,容易發生刀具干涉,導致過切。封閉窄小且具有一定拔模斜度的L 型膠位,在加工時需特別注意下刀方式的控制,防止因切削量過大而引起彈刀導致過切。手柄曲面部位由于存在起伏,坡度較大,采用等高外形加工刀路可取得較好的加工質量。
結合零件造型特點與MasterCAM的刀路適用情況,將加工區域分為9個,如圖1 所示。結合加工工藝要求,加工時分為粗加工、半精加工和精加工。
3.2.1 細分區域開粗,提高效率
粗加工時,基于效率并結合零件造型特點與刀路生成特點,由于零件型腔與枕位曲面連成一體,因此將其作為一個整體曲面,使用較大的刀采用曲面挖槽刀路進行開粗,考慮到后續的半精加工與精加工,最大加工深度稍小一些,為0.5mm,但將進給下刀位置提高一些,達到輕刀快走的效果,并起到為后續的刀具減小加工壓力的效果。L 型膠位與前模斜頂避空處采用外形銑削刀路進行開粗,為避免進刀過切,以0.25mm的加工深度采用斜降式進刀。手柄曲面底部接線處,以圓弧中心創建一輔助直線(如圖2 所示)為外形銑削刀路開粗提供參照。
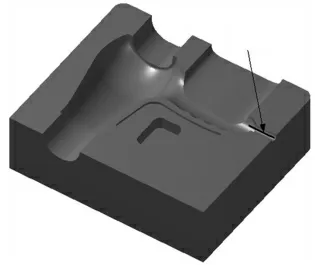
圖2 創建輔助線
3.2.2 曲面等高外形精加工,保證余量統一
半精加工時,基于加工余量均勻,為以后的精加工作準備。結合最小曲面圓弧半徑,采用φ8.0mm 牛鼻刀,對各個曲面區域進行半精加工。其中零件型腔與枕位曲面采用曲面等高外形精加工刀路進行半精加工,并設置對淺平面進行加工,以完成較平坦區域的加工。L 型膠位與前模斜頂避空處采用等高外形曲面精加工刀路進行開粗,最大加工深度為0.25mm。
3.2.3 細分區域精加工,提高質量

圖3 曲面流線加工區域
精加工時,基于加工質量,不同的曲面造型特點將適用于不同的刀路。根據加工質量要求與實踐加工經驗,對于電吹風的型腔與枕位可采用曲面流線精加工刀路。相比平行銑削刀路,由于曲面流線刀路對曲面造型要求比較高,能產生沿著曲面加工的刀路,而且與平行銑削刀路不同的是,流線銑削刀路不會在高度跨越大的區域產生較疏的刀路,能較好地保證刀路間距的一致性,同時還能控制殘脊高度,因此可取得較低的表面粗糙度。如圖3 所示曲面區域精加工采用曲面流線精加工刀路。在加工手柄曲面與電吹風主體曲面區域時需注意增加干涉曲面,以防止發生過切。
由于手柄曲面與接線連接部位比較陡,且曲面空間小,采用曲面等高外精加工刀路可獲得良好的加工質量。為使產生的刀路具有較好的連續性,特將其不完整曲面補全。為減小加工區域,創建一個與修補后的加工曲面外形大小一致的封閉輪廓線作為加工邊界,如圖4 所示。最后,最小圓弧曲面倒圓角部位采用曲面殘料精加工刀路進行清角。
圖4 創建輔助曲面與曲線
結合加工難點分析與加工對策,確定加工工藝路線:(1)采用φ50.0mm 面銑刀對分模面進行平面銑削加工,加工步距為25.0mm。(2)采用φ20.0mm、圓角半徑為1.0mm的牛鼻刀對零件型腔與枕位曲面進行曲面挖槽粗加工,加工余量為0.3mm,最大加工深度為0.5mm,采用等距環切的形式并進行精修加工。(3)采用φ10.0mm、圓角半徑為0.4mm的牛鼻刀對L 型膠位、前模斜頂避空處與手柄曲面底部接線處用外形銑削刀路進行開粗,以0.25mm的加工深度斜降式進刀。對前模斜頂避空處曲面采用曲面等高外形精加工刀路進行二次開粗。(4)采用φ8.0mm 球刀對如圖3 所示曲面進行曲面流線精加工,步距為0.2mm,走刀方式為雙向。同時對L 型膠位和前模斜頂避空處的曲面進行等高外形精加工。(5)采用φ3.0mm 平底立銑刀對L 型膠位與前模斜頂避空處曲面用曲面等高外形精加工刀路進行清角加工,加工深度為0.03mm。
實際加工表明,以上加工工藝路線不但保證了加工質量,表面粗糙度達Ra1.6,而且還節省了時間。
4 結語
在數控編程加工中,結合零件造型特點選用合適的刀路,對零件造型做一些輔助曲面、曲線的設計,往往對加工成敗起到決定性的作用,同時能更好地提高效率。
MasterCAM 是一款強大的CAM 軟件,對粗加工和精加工都提供了多種實用的加工方式供用戶靈活選擇使用。因此,我們在應用這款軟件制定數控加工工藝方案時,必須依據實際情況,深入細致地分析、比對,綜合各種加工方式的優缺點,進行最大程度的優化,以期達到最佳的加工效果,滿足加工要求,保證加工質量。
[1]陳乃峰.探討MasterCAM 加工方式對加工效率的影響[J].CAD/CAM 與制造業信息化,2008(9):91-92.
[2]張林.基于MasterCAM X 2的模具凸模的數控編程[J].雞西大學學報,2009(4):72-73.
[3]王睿.MasterCAM9.0 實用教程[M].北京:人民郵電出版社,2006.
[4]吳敬權,謝開建.基于MasterCAM的護肩數控加工編程[J].機械工程與自動化,2008(2):175-177
