車床攻絲刀具的研制
2013-08-14 06:05:44宋之東
機械工程師 2013年5期
宋之東
(大連職業技術學院,遼寧 大連 116037)
1 引言
在生產過程中,大孔徑的內螺紋可以使用內螺紋車刀車削加工,小孔徑內螺紋則很難使用內螺紋車刀進行車削加工。現有的加工方式是車削加工完成后,鉆出螺紋底孔,然后使用鉸杠手工攻絲。這種傳統的攻絲方法,加工效率低,且螺紋與工件垂直度公差很難保證,另外攻絲時往往出現絲錐折斷現象,尤其是加工小孔徑內螺紋時,加工的螺紋深度很難控制。
針對上述問題,設計了一種新型的車床攻絲刀具,可將刀桿直接插入車床尾座套筒的錐孔中。機用絲錐裝夾在攻絲刀桿前端的夾頭上,使用普通車床加工小孔徑內螺紋,從而克服了傳統加工方法的不足。
2 車床攻絲刀具的設計方案
為了提高工作效率,車削加工完成后,可直接用鉆頭鉆削螺紋底孔,然后換上車床攻絲刀桿,采用機動攻絲,可快速、準確地加工出小孔徑螺紋。加工過程中螺紋孔與工件的垂直度公差很容易保證,避免手工攻絲時螺紋偏斜絲錐折斷等現象。車床攻絲刀桿在夾頭座體內安裝了由調節螺釘、安全彈簧、扭轉卡塊構成的機械過載保護機構,還有預緊彈簧和壓力彈簧,使絲錐受扭轉作用力和向下的推力更加均勻,可防止絲錐意外折斷,從而節約成本。傳統的手工攻絲,螺紋孔加工的深度,只能經驗估計,若螺紋孔的深度要求較高,則可使用車床攻絲刀桿容易保證,因在刀桿座上有刻度線,可及時觀察到螺紋加工的深度,同時可防止螺紋底孔深度不足造成絲錐折斷。
2.1 車床鉸絲刀具的總體設計
如圖1,車床攻絲刀具桿由鉆夾頭2、夾頭座體4、滑移導桿9 及刀桿座13 等主要部件組成。鉆夾頭2 上安裝機用絲錐1,通過夾頭扳手緊固;夾頭柄3 安裝在夾頭座體4 內,并可在夾頭座體內微量移動;夾頭座體內安裝了安全彈簧17、扭力調節螺釘18、扭轉卡塊5 構成的機械過載保護機構,夾頭座體內又安裝有預緊彈簧6,始終保持絲錐有均勻的向下推力;滑移導桿9 與夾頭座體4 固定連接,滑移刀桿9 與刀桿座13 連接并可在刀桿座內滑動;刀桿座體內安裝壓力彈簧,使絲錐剛切到工件時,產生大的向下的推力,絲錐更容易切入工件。

圖1
2.2 車床攻絲刀具的具體連接方式
車床攻絲刀桿前端的夾頭柄設計為莫氏2 號錐度的錐柄,能與鉆夾頭很好地連接配合,確保定位精度準確;夾頭柄的中間部位有12mm 寬的環形槽,保證絲錐軸向力過載時,夾頭柄可在夾頭座體內微量移動,防止絲錐折斷;夾頭座與滑移導桿是由螺栓、螺母連接,便于安裝更換;刀桿座后部為莫氏5 號錐度的錐柄,能方便快捷地插入車床尾座的錐孔內,保證了定位的準確性。
2.3 車床攻絲刀具的絲錐保護裝置
夾頭柄后部的外圓柱面加工成六棱柱形狀,用于安裝扭轉卡塊;夾頭座體的中間部位安裝了調節螺釘、安全彈簧、扭轉卡塊構成的機械過載保護機構,當絲錐的扭轉力過載時,夾頭柄能夠在夾頭座內空轉,防止絲錐折斷;夾頭座體后部安裝了預緊力調節螺釘,用于調節不同規格的絲錐切入工件后向下的推力。
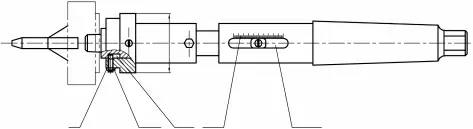
圖2
2.4 車床攻絲刀具的刻度裝置
刀桿座中間部位加工兩個對稱的導動槽,滑移導桿可在導動槽內滑動;刀桿座的外圓柱面上設計有刻度線,可隨時觀察到絲孔的加工深度,能夠保證加工螺紋深度的準確性。
3 車床攻絲刀具的應用
使用時先用夾頭扳手將機用絲錐裝夾在鉆夾頭上,刀桿座的錐柄插入車床尾座的錐孔內,將車床尾座拉到合適的位置,手把在夾頭座體上向后拉,同時轉動尾座手柄,將絲錐壓在工件的絲錐底孔上,啟動車床后向上抬起操縱桿,使車床主軸低速正轉,隨時觀察刻度的變化值,當加工至圖紙要求的深度,向下壓操縱桿,使車床反轉退出工件。使用不同規格的絲錐,需要調整夾頭座體中間部位過載保護機構的調節螺釘和夾頭座體后部的預緊力調節螺釘,當加工較小的絲孔時,調節螺釘逆時針旋轉,當加工較大的絲孔時,調節螺釘順時針旋轉。
4 結語
使用車床攻絲刀具能夠提高加工速度,節省加工時間,提高加工效率,尤其在大批量生產時優勢表現更為突出;螺紋與工件的垂直度誤差很容易保證,避免了手工攻絲螺紋偏斜現象;過載保護機構的螺釘可以根據絲錐直徑的大小調整扭轉力的大小,避免了扭轉力過大造成絲錐折斷;刀桿座上的刻度線可隨時觀察到螺紋的加工長度,很容易保證螺紋的加工長度。
車床攻絲刀具具有結構新穎、加工簡便、使用方便、提高工作效率、提高產品精度、節約刀具的使用成本等優點,其大批量投入市場必將產生積極的社會效益和顯著的經濟效益。
[1]勞動部教材辦公室.車工工藝學[M].北京:中國勞動社會保障出版社,1997.
[2]武文革.金屬切削原理及刀具[M].北京:國防工業出版社,2009.
