基于數(shù)學(xué)模型的機(jī)加工工時(shí)定額估算方法探討
2013-08-10 02:57:48秦自凱張明武
船電技術(shù) 2013年2期
秦自凱,張明武
(武漢船用電力推進(jìn)裝置研究所,武漢 430064)
0 引言
由于涉及到工藝技術(shù)等諸多因素,現(xiàn)在工時(shí)定額的制定,通常由企業(yè)的工時(shí)定額員或工藝設(shè)計(jì)人員來進(jìn)行計(jì)算。其特點(diǎn)是計(jì)算人員在具備齊全的定額標(biāo)準(zhǔn)與有關(guān)資料的同時(shí),還需要豐富的工藝經(jīng)驗(yàn),人員素質(zhì)的不同可能造成工時(shí)定額的不準(zhǔn)及偏差,特別是小批量不同類別經(jīng)常變換的產(chǎn)品,最終導(dǎo)致工人相互攀比,產(chǎn)生不滿情緒,影響生產(chǎn)任務(wù)的布置及完成。
本文提出了一種基于數(shù)學(xué)模型的機(jī)加工工時(shí)定額的估算方法,并通過編程完成工時(shí)定額計(jì)算機(jī)輔助計(jì)算,能夠?qū)崿F(xiàn)非專業(yè)人員對(duì)機(jī)加工工時(shí)定額快捷的估算。
工時(shí)定額估算的基本原理是把圖紙尺寸、精度、技術(shù)要求、零部件數(shù)量等約束要素量通過乘以基數(shù)值并進(jìn)行系數(shù)修正。其原則是歸納統(tǒng)計(jì)分析多項(xiàng)產(chǎn)品原工時(shí)平均狀態(tài),在保證基本工時(shí)狀態(tài)不變的情況下,平衡工時(shí)差異,建立基于數(shù)學(xué)模型的機(jī)加工工時(shí)定額的估算方法。
1 工時(shí)定額構(gòu)成的要素
1.1 常用工時(shí)定額制定方法
目前通常采用的方法主要有四種:經(jīng)驗(yàn)估計(jì)法、統(tǒng)計(jì)分析法、類推比較法、技術(shù)測(cè)定法。企業(yè)工時(shí)定額員在進(jìn)行工時(shí)定額估算時(shí),通常采用一種方法或多種方法相結(jié)合的方式進(jìn)行工時(shí)定額估算。四種常用的工時(shí)定額的制定方法,都是建立在類比和經(jīng)驗(yàn)數(shù)據(jù)的基礎(chǔ)上,對(duì)人員素質(zhì)要求較高。
1.2 工時(shí)構(gòu)成的要素
在制定工時(shí)定額時(shí),主要考慮因素是零部件實(shí)際加工時(shí)間。實(shí)際加工時(shí)間形成的主要依據(jù)是:
a) 產(chǎn)品圖樣和工藝規(guī)程;
b) 生產(chǎn)類型;
c) 企業(yè)的生產(chǎn)技術(shù)水平。
從零部件實(shí)際加工時(shí)間的主要依據(jù)中我們可以提取以下信息:
a)產(chǎn)品圖樣反映了待加工零部件的成型過程的全部信息,如零部件的材質(zhì)類別、加工形狀、尺寸精度、尺寸數(shù)量、形位公差和裝配數(shù)量等;
b)工藝與零部件的加工工時(shí)有著重要的關(guān)聯(lián),但工藝人員及設(shè)備的相對(duì)固定其通常的零部件加工工藝狀態(tài)也相對(duì)固定。對(duì)于一些異形件、薄壁件、細(xì)長(zhǎng)件或是采用工裝模具的零部件等,工藝對(duì)加工工時(shí)起著決定性的作用。
c)投放生產(chǎn)的批次數(shù)量多與少,其實(shí)際加工工時(shí)的發(fā)生額也會(huì)有所不同;
由以上分析可見:零部件加工的過程,正如解除零部件要求的各個(gè)約束條件過程。在總結(jié)多年工時(shí)估算經(jīng)驗(yàn)的基礎(chǔ)上,綜合考慮工時(shí)組成結(jié)構(gòu),歸納工時(shí)構(gòu)成的要素如下:
a)約束量數(shù);
b)加工數(shù)量;
c)零件材質(zhì);
d)精度要求;
e)零件形狀。
2 機(jī)加工工時(shí)估算數(shù)學(xué)模型
2.1 機(jī)加工工時(shí)估算數(shù)學(xué)模型為:
工時(shí)數(shù)(min)=基數(shù)值×約束量數(shù)×數(shù)量系數(shù)×材質(zhì)系數(shù)×綜合系數(shù)+精度系數(shù)其中:a)基數(shù)值的選取要考慮工時(shí)總值的平均值,一般為2min~8min。在實(shí)際運(yùn)用中進(jìn)行調(diào)整,視情況取值,如想提高總的工時(shí)水準(zhǔn),可選用高值基數(shù);
b)約束量是指零部件加工的約束要素,如尺寸、技術(shù)條件、裝配部件的總零件數(shù)等。在計(jì)算約束量數(shù)時(shí),應(yīng)將需加工孔(螺孔)的數(shù)量、技術(shù)要求(包括未注公差)等的數(shù)量、粗糙度的處數(shù)記入。
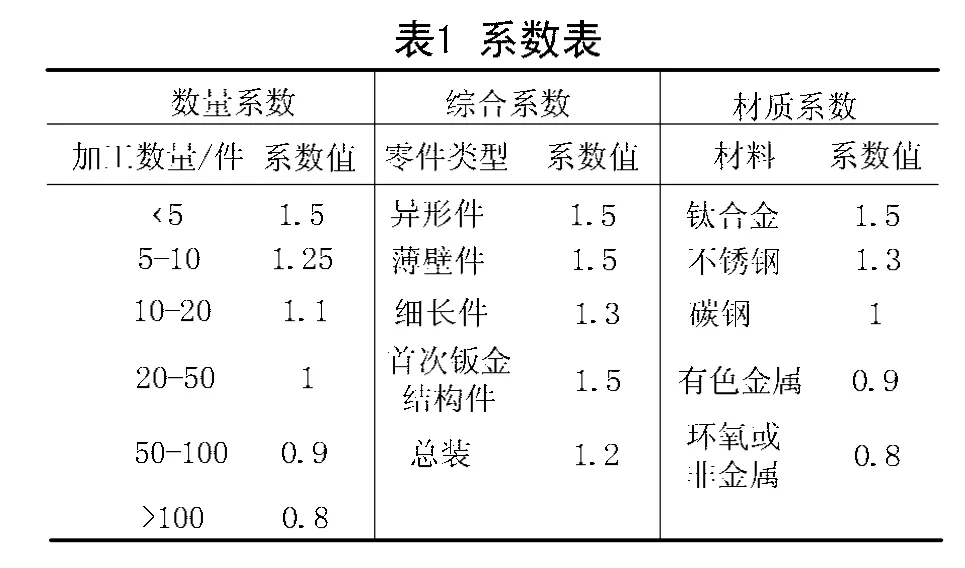
c)數(shù)量系數(shù)、材質(zhì)系數(shù)、綜合系數(shù)分別根據(jù)零部件加工量、零件使用材料的加工難易程度、零部件的結(jié)構(gòu)類型進(jìn)行選取。各系數(shù)取值見表1。
d)精度系數(shù)的選擇:精度系數(shù)主要包括加工尺寸公差和加工形位公差。對(duì)加工尺寸公差和形位公差值小于0.05 mm的,每一處按10 min計(jì)算。
2.2 數(shù)學(xué)模型估算分析
任選取一組機(jī)加工零件,根據(jù) 2.1中的數(shù)學(xué)估算模型,進(jìn)行估算分析(見表2),結(jié)果如下:
a) 選取基數(shù)值4 min,模型計(jì)算的工時(shí)定額結(jié)果與人工估算的定額工時(shí)相近:五種零件模型計(jì)算工時(shí)總和與人工估算工時(shí)總和分別為:9887 min和10740 min;兩者相差853 min(14.2 h),與人工估算相比兩者相差7.9%。
b)選取其他基數(shù)值(5min、6min和8min)進(jìn)行模型計(jì)算,相差較大。
c)由前述分析,以及對(duì)本單位多項(xiàng)產(chǎn)品,共計(jì)467張圖紙的計(jì)算統(tǒng)計(jì)分析,選用基數(shù)值4 min較為合理。
3 數(shù)學(xué)模型的計(jì)算機(jī)輔助計(jì)算
選用Visual Basic 6.0編程,實(shí)現(xiàn)對(duì)機(jī)加工工時(shí)的數(shù)學(xué)模型估算和對(duì)機(jī)加工估算工時(shí)數(shù)據(jù)庫(kù)的管理。
3.1 機(jī)加工工時(shí)估算數(shù)據(jù)庫(kù)
3.1.1 數(shù)據(jù)庫(kù)類型的確定
數(shù)據(jù)庫(kù)(database,簡(jiǎn)稱DB)是存儲(chǔ)在計(jì)算機(jī)內(nèi)、有組織的、可共享的相關(guān)數(shù)據(jù)的集合。關(guān)系型數(shù)據(jù)庫(kù)是發(fā)展得較為成熟的一種,關(guān)系型數(shù)據(jù)庫(kù)是用二維表數(shù)據(jù)結(jié)構(gòu)來表示和實(shí)現(xiàn)實(shí)體間的聯(lián)系,關(guān)系型數(shù)據(jù)庫(kù)可以存放兩類信息:一是實(shí)體本身的信息,一是實(shí)體間的聯(lián)系。因此機(jī)加工工時(shí)估算數(shù)據(jù)庫(kù)采用關(guān)系型數(shù)據(jù)庫(kù)。
3.1.2 數(shù)據(jù)庫(kù)的建立
建立關(guān)系數(shù)據(jù)庫(kù)可采用 Microsoft Access軟件,機(jī)加工工時(shí)估算數(shù)據(jù)庫(kù)流程如下:
a) 利用Microsoft Access 建立數(shù)據(jù)庫(kù)“工時(shí)估算數(shù)據(jù)庫(kù).mdb”;
b) 在數(shù)據(jù)庫(kù)“工時(shí)估算數(shù)據(jù)庫(kù).mdb”中創(chuàng)建數(shù)據(jù)表(即數(shù)據(jù)記錄)“信息表”,其表格生成情況如表2。

表2 信息表
3.2 機(jī)加工工時(shí)估算程序的實(shí)現(xiàn)
3.2.1 程序的功能分析
基于數(shù)學(xué)模型對(duì)機(jī)加工工時(shí)進(jìn)行計(jì)算機(jī)輔助估算,主要是實(shí)現(xiàn)兩個(gè)方面需求:基于數(shù)學(xué)模型對(duì)機(jī)加工工時(shí)進(jìn)行計(jì)算和將計(jì)算結(jié)果儲(chǔ)存到數(shù)據(jù)庫(kù)中。程序按以下幾個(gè)功能模塊進(jìn)行設(shè)計(jì):
a) 計(jì)算參數(shù)選擇模塊。選擇輸入的參數(shù)包括:數(shù)量系數(shù)A、綜合系數(shù)B、材質(zhì)系數(shù)C、精度處數(shù)n、約束量數(shù)D、零部件數(shù)N;
b) 計(jì)算模塊。主要實(shí)現(xiàn)對(duì)四種計(jì)算基數(shù)的機(jī)加工工時(shí)估算,并可視化顯示計(jì)算結(jié)果;
c) 數(shù)據(jù)的顯示模塊。主要對(duì)工時(shí)估算數(shù)據(jù)庫(kù)中的數(shù)據(jù)進(jìn)行顯示;
d) 信息管理模塊。主要實(shí)現(xiàn)對(duì)工時(shí)數(shù)據(jù)庫(kù)數(shù)據(jù)的管理:如搜索、添加、修改和刪除等。
e) 參數(shù)選擇查詢模塊。實(shí)現(xiàn)對(duì)參數(shù)選擇過程中的理論查詢。
3.2.2 機(jī)加工工時(shí)估算程序的實(shí)現(xiàn)
按照需求分析與功能模塊的設(shè)計(jì)要求,運(yùn)用Visual Basic 6.0編程,實(shí)現(xiàn)了基于數(shù)學(xué)模型的機(jī)加工工時(shí)計(jì)算機(jī)輔助估算,運(yùn)行的界面如圖1。
程序操作說明:
a)程序運(yùn)行后,點(diǎn)擊信息輸入窗口中“添加”按鈕,分別輸入編號(hào)、計(jì)劃號(hào)、圖號(hào)、名稱、數(shù)量、計(jì)劃工時(shí)和備注信息;
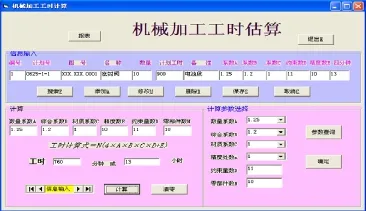
圖1 工時(shí)估算程序運(yùn)行界
b)在參數(shù)選擇窗中選擇數(shù)量系數(shù)A、綜合系數(shù) B、材質(zhì)系數(shù) C、精度處數(shù) n、約束量數(shù) D、和零部件數(shù) N。點(diǎn)擊“確定”按鈕,計(jì)算窗口中相關(guān)顯示窗將顯示所選擇的參數(shù);
c)點(diǎn)擊計(jì)算窗口中的“計(jì)算”按鈕,結(jié)果顯示窗將顯示計(jì)算結(jié)果。其計(jì)算結(jié)果同時(shí)在信息輸入窗的相關(guān)窗口中顯示,作為信息輸入窗中的參數(shù)數(shù)據(jù)的輸入。
d)點(diǎn)擊信息輸入窗口中的“保存”按鈕,結(jié)果將保存到工時(shí)估算數(shù)據(jù)庫(kù)中。
e)點(diǎn)擊“報(bào)表”按鈕,報(bào)表顯示窗中將顯示工時(shí)估算數(shù)據(jù)庫(kù)中最新數(shù)據(jù)信息。
3.3 工時(shí)估算數(shù)據(jù)的輸出
通過工時(shí)估算程序計(jì)算的結(jié)果保存到數(shù)據(jù)庫(kù)中后,如果需要打印,可將“信息表”(見表 2)打印輸出。
4 結(jié)束語(yǔ)
基于數(shù)學(xué)模型的機(jī)加工工時(shí)估算方法是一種新穎工時(shí)估算方法,當(dāng)輔以程序軟件,實(shí)現(xiàn)計(jì)算機(jī)輔助計(jì)算后,更凸現(xiàn)出效率高、無需專業(yè)人員參與和計(jì)算數(shù)據(jù)結(jié)果自動(dòng)保存的優(yōu)點(diǎn),其推廣應(yīng)用前景良好。企業(yè)在采用本文估算方法時(shí),可根據(jù)企業(yè)的實(shí)際工時(shí)水平,選擇基數(shù)值。
由于估算數(shù)學(xué)模型對(duì)工時(shí)估算的準(zhǔn)確與否決定于參數(shù)選定的正確與否,因此還需在大量的實(shí)踐中摸索,并根據(jù)產(chǎn)品結(jié)構(gòu)修改、工藝方法改進(jìn)、生產(chǎn)條件改變和生產(chǎn)組織形式等諸多方面因素,不斷進(jìn)行修正和完善。
:
[1]國(guó)家機(jī)械工業(yè)局發(fā)布.JB/T 9169.6-1998 工藝管理導(dǎo)則 工藝定額編制. 北京: 機(jī)械科學(xué)研究院出版,1998.
[2]李春葆, 張植民編. Visual Basic 數(shù)據(jù)庫(kù)系統(tǒng)設(shè)計(jì)與開發(fā). 北京: 清華大學(xué)出版社, 2003.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中華手工(2017年2期)2017-06-06 23:00:31
財(cái)經(jīng)(2017年2期)2017-03-10 14:35:35
財(cái)經(jīng)(2016年15期)2016-06-03 07:38:02
財(cái)經(jīng)(2016年3期)2016-03-07 07:44:46
財(cái)經(jīng)(2016年6期)2016-02-24 07:41:51
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
中外會(huì)展(2014年4期)2014-11-27 07:46:46
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03