深孔加工中出現(xiàn)的螺旋槽、多邊形誤差分析與對策
2013-08-02 00:47:30劉俊清
機械制造 2013年2期
□ 劉俊清
四川建筑職業(yè)技術(shù)學(xué)院 機電工程系 四川德陽 618000
深孔加工是機械加工中的難題。其中,螺旋槽狀多邊形孔誤差是深孔加工中較常見的加工誤差之一。產(chǎn)生這種誤差的原因很復(fù)雜,各個機械加工企業(yè)對此的看法也不盡相同,甚至有些問題還有爭議。筆者通過中國第二重型機械集團公司深孔加工的實例分析,著重探討形成這種誤差的原因及其解決辦法。
1 鏜深孔時出現(xiàn)的螺旋槽、多邊形誤差及其對零件加工質(zhì)量的影響
在鏜深孔時,由于鏜桿、刀具、導(dǎo)向鍵、支架或者托輥等工裝方面的原因,使鏜刀在孔壁上挖出一個小凹槽。隨著切削過程的循環(huán)往復(fù),該小凹槽可能被進一步挖深、挖寬,從而形成一個較大的螺旋形凹槽。當(dāng)數(shù)條螺旋槽發(fā)展到一定程度時,從孔的橫截面上看,則呈多邊形形狀。常見的多邊形誤差可以分為兩種,即:宏觀多邊形和微觀多邊形。所謂宏觀多邊形就是機床操作者或者質(zhì)量檢查員用肉眼就可以觀察發(fā)現(xiàn)的多邊形;而微觀多邊形則是憑肉眼不能輕易發(fā)現(xiàn)的多邊形。但是,無論哪種多邊形誤差,對零件的加工質(zhì)量都有很大的影響。
例如:對于發(fā)電機轉(zhuǎn)子上的深孔加工,如果出現(xiàn)宏觀多邊形誤差,當(dāng)其在高速旋轉(zhuǎn)時,強大的離心力會在轉(zhuǎn)子內(nèi)孔的宏觀多邊形處產(chǎn)生應(yīng)力集中,嚴重時會導(dǎo)致裂紋,從而縮短轉(zhuǎn)子的使用壽命。對于缸體零件,微觀多邊形雖然看不見,但當(dāng)活塞在缸體內(nèi)運動時,從接觸軌跡來看,仍然可以看出微觀多邊形對缸體使用性能的影響。
2 螺旋槽、多邊形誤差的產(chǎn)生原因、實例分析及其解決方法
2.1 螺旋槽狀多邊形誤差的產(chǎn)生原因
鏜深孔時螺旋槽狀多邊形誤差的產(chǎn)生原因很多,具體分析如下。
1)微觀多邊形的形成原因。鏜深孔時出現(xiàn)的微觀多邊形,一方面與支承工件的中心架或者托輥的軸承跳動有關(guān);另一方面也與機床主軸軸承的徑向跳動、軸向竄動有關(guān);此外,還可能與工件支架或者托輥的架口本身形狀(即有無多邊形)有關(guān)。
2)產(chǎn)生宏觀多邊形的原因。宏觀多邊形產(chǎn)生的主要原因是:鏜桿剛性差、切削穩(wěn)定性不好,加工時鏜桿彈跳產(chǎn)生兩個切削中心而形成挖刀,加工方法不正確等。具體來說,在鏜深孔時,由于鏜桿后部是用法蘭盤與鉆桿箱主軸連接的,此時鏜桿相當(dāng)于一個懸臂梁。因此,在鏜削過程中,由于切削力的作用,鏜桿會產(chǎn)生彈性反扭矩,使鏜刀在360°范圍內(nèi)任意地挖掉一些金屬層,即在孔內(nèi)壁上挖出一個小凹槽。工件與鏜桿相對每轉(zhuǎn)一轉(zhuǎn),鏜刀就可能挖出一個小凹槽,如此循環(huán)下去,小凹槽就變成了螺旋槽。這時,如果導(dǎo)向鍵運動到此處,刀具的切削就會受到更大的影響,有可能將小凹槽進一步挖深和挖寬,從而形成一個大的螺旋形凹槽。當(dāng)數(shù)條螺旋槽發(fā)展到一定程度時,從垂直于工件軸線的剖面方向看,就能夠看到3邊、或5邊、或7邊多邊形,如圖1所示。
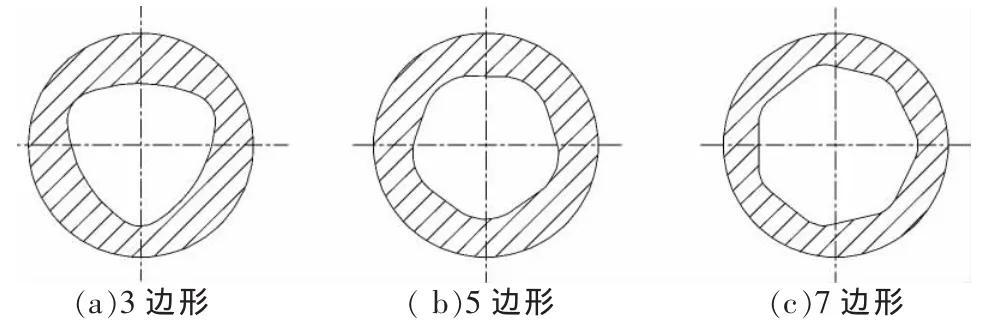
圖1 深孔加工中常見的多邊形誤差
2.2 實例分析及其解決方法
根據(jù)生產(chǎn)經(jīng)驗統(tǒng)計分析,鏜深孔時,以下幾種情況很容易產(chǎn)生螺旋槽狀多邊形誤差,現(xiàn)就其產(chǎn)生原因和解決方法加以介紹。
2.2.1 孔粗加工后,本身存在不圓或者有洼陷時,容易產(chǎn)生多邊形誤差
孔粗加工后,如果存在不圓或者有凹陷,在這種情況下,即使采用剛性和穩(wěn)定性都較好的鏜桿,精加工后也很容易產(chǎn)生螺旋槽狀多邊形誤差。例如:在6 m深孔鉆床上,用φ200 mm的鏜桿鏜φ300 mm的深孔,就多次產(chǎn)生7邊形誤差。針對這個問題,將導(dǎo)向鍵加寬,并且做成圓形即可解決。
2.2.2 工件架口面本身就不圓或者是多邊形時,容易產(chǎn)生多邊形誤差
架口面是鏜深孔時用于中心架或者托輥安裝的定位基準面,如果它本身就不圓或者是多邊形的,那么鏜深孔時容易產(chǎn)生多邊形。因此,在鏜深孔前,首先要仔細檢查架口面,如果發(fā)現(xiàn)它不圓或者是多邊形的,應(yīng)當(dāng)立即修整,然后再進行鏜孔。
2.2.3 導(dǎo)向鍵原因產(chǎn)生的螺旋槽狀多邊形
1)帶刀研磨導(dǎo)向鍵。在研磨尼龍導(dǎo)向鍵之前,操作者先要在工件的端面用扁鏟打出若干個“毛刺”來,于是依靠這些 “毛刺”將導(dǎo)向鍵高于孔徑的部分研磨掉。研磨導(dǎo)向鍵時,工件是旋轉(zhuǎn)的,當(dāng)工件上的某一被磨鈍的毛刺順著旋轉(zhuǎn)方向轉(zhuǎn)到離刀具最近的某個導(dǎo)向鍵附近時,由于尼龍導(dǎo)向鍵較硬,受軸向和徑向切削力作用,就迫使此塊導(dǎo)向鍵往上抬,于是此塊導(dǎo)向鍵前面的刀具就在孔內(nèi)挖出一個很小的圓弧凹槽。當(dāng)此圓弧凹槽再次轉(zhuǎn)到離刀具最近的某個導(dǎo)向鍵附近時,在切削力、鏜頭和鏜桿的自重共同作用下,此塊導(dǎo)向鍵會自動地下沉到這個凹槽中,刀具又會在孔內(nèi)挖出一個新的凹槽。如此循環(huán)往復(fù),刀具便在孔內(nèi)挖出數(shù)條螺旋狀凹槽,當(dāng)凹槽寬度大于導(dǎo)向鍵寬度時,便產(chǎn)生螺旋槽狀多邊形誤差。解決方法是及時去掉磨鈍的毛刺。
2)導(dǎo)向鍵在走刀過程中被磨損。在長時間走刀過程中,粗糙度較差的內(nèi)孔表面會使導(dǎo)向鍵磨損,磨損后的導(dǎo)向鍵與孔壁之間的間隙會增大,這樣就會在鏜孔時產(chǎn)生多邊形誤差。因此,一旦發(fā)現(xiàn)導(dǎo)向鍵在走刀過程中被磨損,應(yīng)當(dāng)及時更換。
3)導(dǎo)向鍵的外徑小于引導(dǎo)孔孔徑。在走刀過程中,如果有“毛刺”進入引導(dǎo)孔,這些“毛刺”會象尖刀一樣對導(dǎo)向鍵進行切削,從而導(dǎo)致導(dǎo)向鍵的外徑小于引導(dǎo)孔孔徑。因此,在切削時鏜刀頭會在孔內(nèi)跳動,極不穩(wěn)定,這就很容易形成凹槽和產(chǎn)生橢圓形誤差。
2.2.4 主軸松動時,易產(chǎn)生多邊形
例如:在2 m深孔鉆床上,用φ39 mm的鏜桿、高速鋼尖刀和高速鋼浮動刀,對材料為40Cr、尺寸為φ55×1 540 mm的深孔進行粗鏜、半精鏜。在切削用量分別為主軸轉(zhuǎn)速 n=61、78、98 r/min和進給量 f=9、13、18.5 mm/min的條件下,均有7邊形孔出現(xiàn)。經(jīng)檢查發(fā)現(xiàn):鉆床主軸防松螺母松了導(dǎo)致主軸松動。經(jīng)維修鉗工調(diào)整后,7邊形的深度明顯變淺。
2.2.5 工件中心架或者托輥的跳動量較大時產(chǎn)生的多邊形
例如:在6 m深孔鉆床上,精鏜軋鋼機上換輥裝置缸體 φ300×4 500 mm、Ra0.8 μm 的內(nèi)孔時, 曾出現(xiàn)過微觀7邊形。經(jīng)檢查發(fā)現(xiàn):一方面是因工件中心架的軸承磨損、間隙較大,或者軸承精度低;另一方面是因中心架上的3個滾子本身圓度超差和磨損。所有這些原因,都將導(dǎo)致中心架或者托輥的跳動量增大,從而使工件定位基準發(fā)生變化,最終產(chǎn)生微觀7邊形。于是采取調(diào)整、或更換軸承,修磨滾子外圓或更換滾子等措施,微觀7邊形就立即消失了。
2.2.6 鏜桿剛性差、穩(wěn)定性差產(chǎn)生的多邊形
例如:在8 m深孔鉆床上,精鏜刀頭鏜φ200 mm、Ra0.8 μm的內(nèi)孔,采用φ100 mm鏜桿、鏜刀頭為裝刀與導(dǎo)向鍵成45°夾角的φ145 mm組合鏜刀頭時,曾出現(xiàn)過7邊形。經(jīng)過分析發(fā)現(xiàn)是因為鏜桿的剛性差、穩(wěn)定性差,后來換成φ130 mm的鏜桿,該問題就解決了。此外,在用同一鏜桿進行粗鏜、半精鏜的情況下,粗鏜時孔徑小,而半精鏜時孔徑相對要大些,這時鏜桿的穩(wěn)定性就顯得不足了,這就是半精鏜時易產(chǎn)生多邊形的原因。因此,粗鏜、半精鏜的鏜桿要分別選擇,即半精鏜的鏜桿外徑比粗鏜要大一些。
2.2.7 鏜刀頭上的壓緊螺釘過長或刀尾過長時產(chǎn)生的多邊形
顯然,如果鏜刀頭上的壓緊螺釘過長或刀尾過長時 (如圖2所示),會碰到待加工的孔壁上,而迫使鏜刀偏離正確的裝刀位置,從而導(dǎo)致鏜刀在孔壁上挖出一個凹槽,如果繼續(xù)下去,就會出現(xiàn)螺旋槽狀多邊形。因此,要控制壓緊螺釘或刀尾的長度。

圖2 鏜刀頭上的壓緊螺釘過長或刀尾過長
2.2.8 熱處理時工件變形產(chǎn)生的多邊形
有些工件在鉆孔以后需要進行熱處理,如果熱處理后有變形,例如產(chǎn)生彎曲變形,那么在后續(xù)鏜孔時不僅不圓不直,而且極易產(chǎn)生多邊形。因此,工件熱處理后要檢查是否有變形,如果有,則矯正處理后再進行后續(xù)鏜孔。
2.2.9 工件的材質(zhì)不均勻、有硬質(zhì)點時產(chǎn)生的多邊形
在鏜深孔中,有時候會遇到工件材質(zhì)不均勻、有硬質(zhì)點。此時,如果用單刀切削,刀具則無法切硬質(zhì)點,于是刀具會在硬質(zhì)點之后位置挖出一個小凹槽。同樣,如果用浮動的雙刃刀切削,碰到硬質(zhì)點時,兩個浮動刀刃上的切削力分配得極不均勻,碰到較軟材質(zhì)的浮動刀也會在孔壁上挖出一個小凹槽。最終,這一個個小凹槽便變成了多邊形。
3 結(jié)束語
綜上所述,我們對深孔加工中幾種容易產(chǎn)生螺旋槽狀多邊形誤差情況的原因進行了統(tǒng)計分析,同時提出了相應(yīng)的解決方法。至于是否還有其它形式的誤差及其產(chǎn)生原因和解決方法,還有待于同行們進一步探討。
[1] 王世清.深孔加工技術(shù)[M].西安:西北工業(yè)大學(xué)出版社,2003.
[2] 劉傳紹.機械制造工藝學(xué)[M].北京:電子工業(yè)出版社,2011.
