一種新型動車組車體底架加工工裝
2013-08-02 00:47:30孫廷儉盧峰華李秀艷
機械制造 2013年5期
關鍵詞:結構
□ 孫廷儉 □ 劉 軍 □ 盧峰華 □ 王 超 □ 李秀艷
唐山軌道客車有限責任公司 河北唐山 063035
高速動車組鋁合金車體底架是由地板、邊梁、焊接結構件等組合成的鋁合金大型構件,加工時采用全自動液壓工裝裝卡固定,此種工裝結構體積大,有時候會出現與加工中心主刀頭發生干涉的現象,使加工效率受到很大影響。此外,由于底架和地板結構迥異,此種工裝也難以適應多種底架、地板的裝卡使用,適用范圍有明顯的局限性。為了克服上述缺陷,設計研制了新型的動車組車體底架加工工裝。
1 新型工裝的結構組成
新型的動車組車體底架加工工裝是由橫梁組成及左、右壓夾裝置組合而成。壓夾裝置包括夾座、壓夾結構兩部分,其中壓夾結構由壓夾頭和壓緊螺桿組成。左、右壓夾中的夾座安置于橫梁上,壓夾結構安置于夾座上。
本工裝的壓夾結構有兩種:一種是壓緊螺桿豎直設置,一種是壓緊螺桿水平設置。壓緊螺桿豎直設置的壓夾頭為角形架,豎直壓緊螺桿位于角形架中的上水平架前端,角形架的下豎直架與夾座連接。壓緊螺桿水平設置的壓夾頭為豎直桿,水平壓緊螺桿位于豎直桿上端,豎直桿下端與夾座連接。圖1為新型的動車組車體底架加工工裝的結構示意圖。
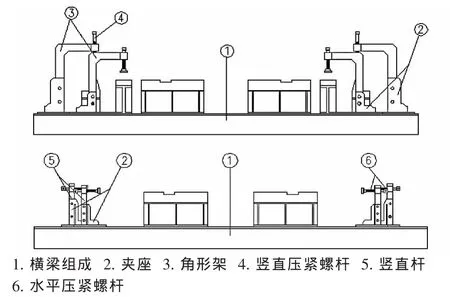
圖1 新型動車組車體底架加工工裝結構示意圖
2 新型工裝的結構特點
1)橫梁組成由鑄造橫梁、鎖緊吊鉤、支撐輪、偏心手柄、吊環螺釘等組合而成,如圖2所示。
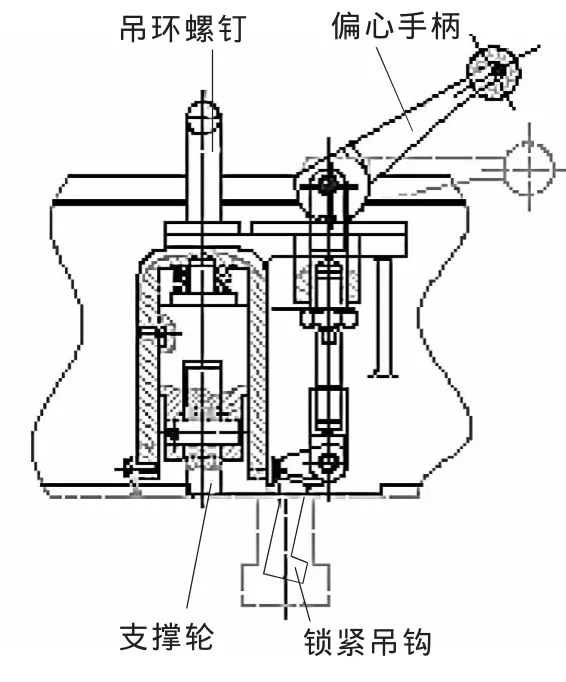
圖2 橫梁組成示意圖
橫梁組成可以在機床上人工推動,到達指定位置后固定鎖緊。根據不同底架或不同地板的加工需要,多個橫梁組成構成不同的加工布置方案,避免加工工裝與加工構件的加工位置之間產生干涉。
2)橫梁上設有3條梯形槽,夾座通過匹配的梯形螺栓安置于橫梁上,可根據需裝卡構件的寬度調節左、右夾座之間的距離。左、右夾座裝置分別為兩個,一組對稱的左、右壓夾結構尺寸較小,用于裝卡地板,另一組對稱的左、右壓夾結構尺寸較大,適用于裝卡結構尺寸偏大的底架。裝卡底架時,松開尺寸較小壓夾結構與夾座之間的連接螺釘及定位銷,使壓夾結構向后傾倒便可;裝卡地板時,可使同端的大、小壓夾結構一前一后夾持在地板板面上。地板和底架的裝卡示意如圖3、圖4所示。
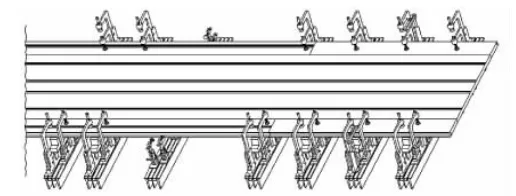
圖3 地板裝卡示意圖
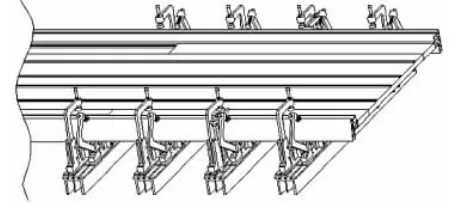
圖4 底架裝卡示意圖
3)壓緊螺桿分為豎直設置和水平設置,從而可實現對地板、底架豎直和水平兩個方向的固定,保證加工構件的穩定性。
4)角形架的下豎直架及豎直桿與夾座的連接為插接連接,下豎直架、豎直桿分別插裝于夾座上匹配設置的插槽中,插入端與插槽之間有連接螺釘及定位銷。插接連接方式可實現角形架和豎直桿的相互替換。
3 新型工裝的工作原理
以動車組車體地板為典型加工零件,介紹新型動車組車體底架加工工裝的工作原理。如圖4所示,裝卡時使用多個本工裝,使地板位于各橫梁上的左、右壓夾裝置之間,左、右壓夾結構中大部分為壓緊螺桿豎直設置,少數為壓緊螺栓水平設置。左、右壓夾中的豎直壓緊螺桿一一對應地板左右兩側上板面,水平壓緊螺桿則對應地板的左側面和右側面,先通過水平壓緊螺桿對地板進行對中調節,調節到位后通過豎直壓緊螺桿將地板牢固地裝卡在本新型工裝的組合工裝中。
工裝的排布、組合根據需加工構件的結構及加工要求確定,橫梁上還可墊放不同厚度的墊塊,以使構件處于適宜的高度位置上。
4 結論
新型動車組車體底架加工工裝克服了現有工裝結構尺寸大、適用范圍小、加工效率低的缺陷。新型動車組車體底架加工工裝結構簡單、體積小、排布靈活,可適應多種地板、底架等大型部件的裝卡,裝卡方便省力,可大幅縮減裝卡輔助耗時,提高加工效率,同時也無自動液壓工裝與加工中心主刀頭發生干涉的問題,適宜作為動車組車體底架及地板的加工工裝使用。
[1] 朱耀祥,浦林祥.現代夾具設計手冊[M].北京:機械工業出版社,2009.
[2] 陳心昭.機械加工工藝裝備設計手冊[M].北京:機械工業出版社,1998.
[3] 孟少農.機械加工工藝手冊[M].北京:機械工業出版社,1991.
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
