基于Q-DAS分析系統下的曲軸質量控制
2013-08-02 00:47:52祁富燕
機械制造 2013年1期
關鍵詞:分析
□ 王 玲 □ 李 運 □ 祁富燕 □ 劉 昊
1.蘭州城市學院 機械故障與檢測研究所 蘭州 730050
2.蘭州理工大學 機電工程學院 蘭州 730050
曲軸數控柔性生產的特點是不僅可以加工同系列曲軸,還可以加工變型產品、換代產品和新產品,真正具備柔性意義。但在這個復雜的制造系統中,各個工序之間的尺寸關系對產品的可靠性有極其重要的影響。傳統的控制方法主要是通過監控生產過程中的運行參數,通過診斷尋找并消除異常因素,從而達到改進生產工藝、優化操作程序、提高產品質量之目的。經實踐發現,某曲軸生產廠家由于過程控制不利,導致產品的FTQ(First Time Quality)始終維持在90%左右,但當引入了Q-DAS[2-3]數據輔助分析軟件和二維碼追蹤系統[4]后,實現了對曲軸質量[5-8]問題發生點的及時跟蹤,更好地進行過程控制,使產品的直通率達到98%以上,對企業產生了良好的經濟效益。
1 用于解決質量問題現場所使用的方法
1)測量數據的統計與分析。采用Q-DAS分析系統,這是預防性控制與質量問題的定義;
2)零件的追蹤系統。采用二維碼追蹤系統,記錄每一個零件在每一個工序的加工信息,當出現問題時,通過對異常零件進行加工過程的調查,可以精確地找到發生問題的機床。
2 分析造成曲軸下線的原因
2.1 曲軸超差下線統計
2011年總生產零件數量為189 733件。其中直徑超差零件數量為1 129件,占總零件數量的0.60%;圓度超差零件數為792件,占總零件數量的0.42%;止推面跨度超差零件數為339件,占總零件數的0.18%;跳動超差零件數為318件,占總零件數的0.17%;凹凸度超差零件數為283件,占總零件數的0.15%;加工表面劃傷碰傷零件數為175件,占總零件數量的0.09%。
2.2 曲軸超差下線原因分析
造成曲軸下線直徑超差的主要因素曲軸各直徑的加工分為三個工序:粗加工(主軸頸采用車削加工,連桿頸采用銑削加工)-精磨-拋光,最后確定主軸頸、連桿頸直徑精度的工序是拋光,拋光的第一個工步為粗拋,其作用是通過MARPOSS測頭對拋光直徑進行實時監控,當拋光的直徑達到設置要求時,主軸頸會自動松開拋光夾臂,連桿頸會把拋光臂拋光壓力降到低壓,等到最后一個軸頸達到尺寸后松開夾臂完成拋光,影響主軸頸、連桿頸拋光直徑精度的因素有:
1)測頭不穩定,其尺寸統計結果如圖1所示:
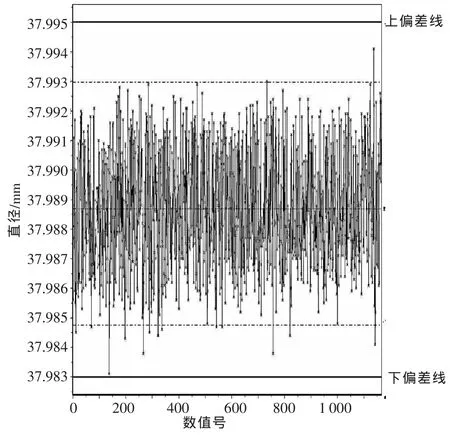
圖1 直徑尺寸變化
該零件的尺寸及公差為38-0.005-0.017mm,實際加工的零件尺寸分布平均跨度為0.008 mm,雖然從圖1中未發現有零件尺寸超差的情況出現,但是變化范圍很大,這樣的情況說明機床加工零件的穩定性在變差。
2)拋光后產生形狀誤差。由于拋光時每一個軸頸只有一個測量在監控,只能對一個直徑節面進行控制,而終檢機每一個軸頸則測量三個,這樣當發生三個節面尺寸偏差大的情況時,就會有出現直徑超差的可能。
3 用測量尺寸的統計找質量發生點
3.1 兩臺機床加工尺寸不一致的情況
發生兩臺機床加工尺寸不一致的情況,其尺寸分布從圖2的直方圖可以看得很明顯 (圖中曲線為尺寸偏差的變化曲線)。分析后認為,這種情況只要兩臺機床加工尺寸的分布不分散,就說明單臺機床的加工尺寸穩定性好,只是操作者在作尺寸調整時未把兩臺機床的尺寸中心調整到比較接近,所以這樣的變化對產品質量的影響不是很大。
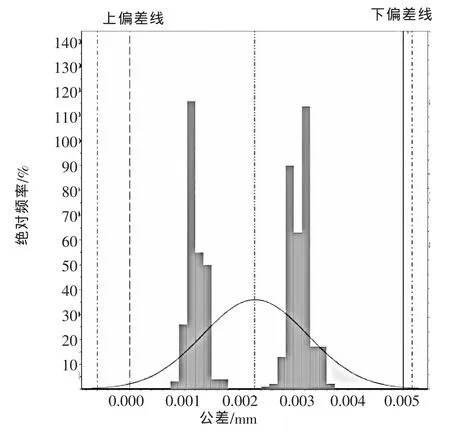
圖2 尺寸偏差的分布
3.2 離散的尺寸分布
從圖3所示可以看出機床加工尺寸比較分散,說明單臺的機床加工尺寸穩定性不好,所以這樣的變化對產品質量影響比較大。

圖3 直徑的正態分布
3.3 有規律的尺寸波動
曲軸加工的法蘭端到止推面的軸向尺寸統計如圖4所示,從圖4中可以看到尺寸在呈連續上升趨勢一段時間后尺寸突然下降,然后再連續上升。經調查發現其尺寸的變化與機床的刀具磨損與換刀時間吻合,尺寸的連續上升為刀具磨損造成的尺寸變化過程,突然的下降為更換新刀造成的,這樣的尺寸波動情況存在于沒有自動測量和補償的機床中。
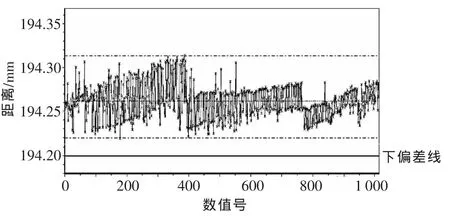
圖4 法蘭端至止推面尺寸變化
3.4 人為調整造成的尺寸波動
圖5 為曲軸主軸頸直徑加工尺寸的統計圖,從圖中可看到比較明顯的尺寸上下波動,這是對所加工尺寸調整控制的結果:當操作員發現尺寸呈連續下降的趨勢時,在還未造成尺寸超差之前應提前把加工尺寸作一調整。
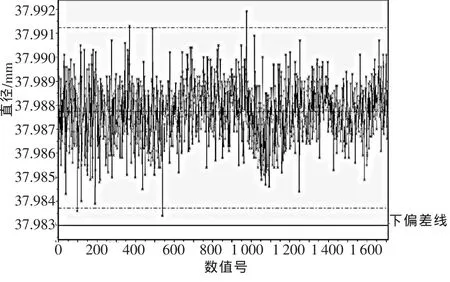
圖5 直徑尺寸波動
3.5 尺寸中心偏移大
當出現如圖6的情況時,表示機床的加工能力沒有問題,只是該工序所有機床加工的零件尺寸中心點偏下差,此時需要把控制此尺寸工序的所有機床尺寸往上調整,使之回到公差的中心。
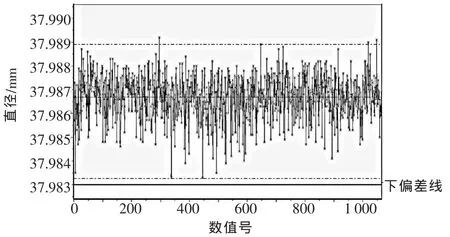
圖6 直徑尺寸變化
3.6 機床溫度上升造成的零件尺寸變化
對于機床溫度變化對零件尺寸的影響狀況,從生產實踐統計中得知所加工的零件尺寸開始有一個明顯的上升趨勢,當上升到一定值時,尺寸基本上得到穩定,對于此情況作決策時需要準確把握機床的熱變形特性。圖7中為加工零件隨機床溫度上升而產生的尺寸變化。

圖7 尺寸隨機床溫度變化情況
4 某廠發動機曲軸線FTQ提升情況
某廠曲軸線目前有機床29臺,共15道加工工序,工序間的零件轉移由機械手完成,整線配備了二維碼追蹤系統對零件進行100%的追蹤,每個工序采取多臺機床并行加工的方式。曲軸線的FTQ從2011年1月的90%逐漸提升到2012年1月以后的98%以上的穩定狀態(如圖8所示)。2011初開始,我們嘗試采取QDAS數據分析軟件,對下線加工尺寸進行分析,查找出問題所在,并進行實際問題的解決。經過實踐證明,起到了很好的效果,對于FTQ的提升,起到了至關重要的作用。
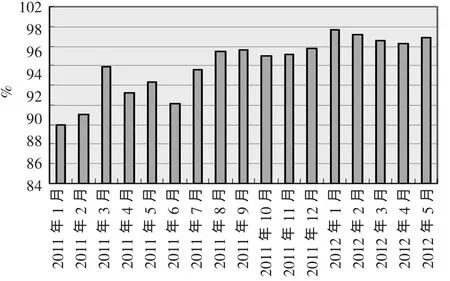
圖8 2011年至2012年FTQ合格率統計圖
5 結束語
在曲軸的生產過程中,引入了Q-DAS數據分析軟件和二維碼追蹤系統對曲軸的生產過程進行跟蹤和控制,生產實踐證明對曲軸的FTQ起到了良好的促進作用,進一步提高了產品質量,并使企業獲得了良好的經濟效益。
[1] 張建國,蘇多,劉英衛.機械產品的可靠性分析與優化[M].北京:電子工業出版社,2009.
[2] 姜威.Q-DAS軟件在生產現場質量控制中的應用及發展趨勢[J].汽車工程,2009(2):1-7.
[3] 孫大煒.應用Q-DAS CAMERA@Concept提升企業精益生產水平.基于工業產品質量數據的績效評價系統開發與運用[J].汽車與配件,2009(10)44-45.
[4] 潘繼財.二維條碼技術與應用淺析 [J].商業科技,2009(9):350-354.
[5] 趙維滿.曲軸的生產過程設計及其質量控制分析 [D].陜西:西安交通大學,2009.
[6] 趙凱,何楨,趙永滿.曲軸生產過程質量控制與診斷體系構建[J].汽車技術,2011(8):60-63.
[7] 孫愛民,劉作梅,韋炫丞,等.曲軸生產線的質量控制和提升方法[J].汽車制造業,2011(5):28-31.
[8] 孫海濤.曲軸加工工藝優化的分析與實施[J].汽車制造業,2009(15):32-34.
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
