激光在PERC晶硅電池中背面點接觸電極制備中的應用
2013-07-25 06:37:40王仕建張希清孟彥龍丁武昌崔冬萌任高全
發(fā)光學報 2013年5期
關(guān)鍵詞:工藝
王仕建,賈 銳,張希清,孫 昀,孟彥龍,丁武昌,崔冬萌,陳 晨,任高全
(1.中國科學院微電子研究所太陽能電池研究中心,北京 100029;2.北京交通大學理學院光電子技術(shù)研究所,北京 100044;3.許昌開普電器檢測研究院,河南許昌 461000)
1 引 言
傳統(tǒng)晶硅電池采用全Al背場的方式來對背表面進行鈍化,在一定程度上降低了電池的制備工藝成本。但隨著硅片的厚度越來越薄,全Al背場的弊端逐漸顯現(xiàn),如全Al背場電極制備過程中造成的硅片翹曲、Al-Si合金層對電池紅外波段反射能力差以及全Al背場電極的大面積電極接觸造成電極復合較重等,這些問題制約了電池效率的進一步提升。為此,采用較高鈍化質(zhì)量的介質(zhì)層對背面進行全鈍化來替代全Al背場,并通過局部點接觸的方式降低電極接觸面積減小電極復合成為進一步改善電池效率的有效途徑。
通過原子層沉積系統(tǒng)(ALD)生長的Al2O3對P和N型硅(c-Si)表面能起到顯著的鈍化效果[1-2],以其為鈍化層的晶硅電池的效率已達到23.2%[3]。Al2O3自身帶有負電荷,對 P型硅(c-Si)的場鈍化效果優(yōu)于熱生長的SiOx的鈍化效果[4]。Al2O3用于背面全鈍化的PERC結(jié)構(gòu)電池是未來一個很重要的發(fā)展方向。目前已報道多種背面點接觸的實現(xiàn)方式,如光刻[5]、噴墨打印[7]、激光燒蝕[8]等。其中光刻是實驗室中較為常用且比較成熟的一種實現(xiàn)點接觸的方式,但是其工藝的復雜性以及對環(huán)境的污染限制了其在大規(guī)模工業(yè)生產(chǎn)中的應用[6]。噴墨打印技術(shù)需要先制備掩膜再腐蝕掉介質(zhì)層,整個工藝需要三步;而激光燒蝕技術(shù)僅需要一步就可以在介質(zhì)層上形成接觸窗口。隨著硅片厚度的不斷減薄,激光燒蝕技術(shù)具有的無接觸加工、方便快捷、精確度高等特點,在大規(guī)模電池生產(chǎn)中愈加顯現(xiàn)出優(yōu)勢。Peter Engelhart等[8]發(fā)現(xiàn),激光燒蝕不會對介質(zhì)層的鈍化效果產(chǎn)生任何的影響,并且對電池的少子壽命、開路電壓、填充因子等電池性能造成的損傷也可忽略不計。I Sánchez-Aniorte 等[9]通過對少子壽命的分析發(fā)現(xiàn),選擇不同波長的激光對發(fā)射極飽和電流的影響微乎其微。
到目前為止,激光技術(shù)在太陽能電池加工上的應用已有20多年的歷史。激光燒蝕技術(shù)應用在PERC結(jié)構(gòu)電池上獲得的效率已逾20%[6]。本文采用532 nm激光器制備了基于Al2O3鈍化的晶硅電池,對激光燒蝕和激光燒結(jié)兩種不同的局部接觸電極制備方式進行對比,發(fā)現(xiàn)激光燒蝕是更為適宜的工藝方式。相較于激光燒結(jié),以激光燒蝕方式制備的電池的串聯(lián)面接觸電阻從10.7 Ω·cm2降到 1.24 Ω·cm2,效率從4.2% 提高到10.7%。
2 實 驗
實驗采用雙面拋光的直徑為5.08 cm(2 in)的P型〈100〉Cz硅晶圓片作為襯底,面接觸電阻為10 Ω·cm。晶圓襯底為同一批次,以保證實驗中比對樣品的一致性。所有樣品經(jīng)過標準RCA清洗。
首先任選兩個樣品,一個不做任何處理,另一個通過原子層沉積(ALD)系統(tǒng)生長一定厚度的Al2O3,再在相應的惰性氣體中做退火處理。然后分別對樣品做少子壽命測試。
按照常規(guī)的倒金字塔制絨工藝進行絨面制備。樣品在清洗之后采用POCl3單面擴散制備發(fā)射區(qū),發(fā)射區(qū)方塊電阻為40~80 Ω/□。對擴散樣品去磷硅玻璃之后,放入Beneq TSF-100原子層沉積系統(tǒng)中,采用熱反應的方式進行Al2O3鈍化層沉積,反應前驅(qū)物為三甲基鋁(TMA)和去離子水。然后,通過等離子增強化學氣相沉積系統(tǒng)(PECVD)在Al2O3上面沉積一定厚度的SiNx作為保護層,再在前表面沉積SiNx作為發(fā)射區(qū)鈍化層及減反層。
接下來將樣品分為A、B、C 3組。首先,以傳統(tǒng)光刻方式制備背面點接觸區(qū),將其作為參比樣品A。背面點接觸區(qū)為50 μm×50 μm的正方形,區(qū)域間距為250 μm。樣品B采用激光燒蝕方法在背面形成局部接觸窗口,樣品C暫無處理。將A、B、C 3組樣品通過絲印的方式制備前表面Ag柵線電極以及背面Al電極,最后共燒形成電極接觸。在形成柵線接觸之后,通過激光燒結(jié)的方式在樣品C的背面形成局部接觸點。具體操作步驟及樣品結(jié)構(gòu)如圖1和圖2所示。

圖1 樣品的制備工藝流程Fig.1 Fabrication process of the samples
實驗中采用的激光器為532 nm Nd∶YVO3脈沖激光器,功率為 16.9 W,頻率為 100 kHz,脈沖寬度為30 ns。采用日本3A級太陽光模擬器及Keithley 2400電流計測試太陽能電池的I-V特性。
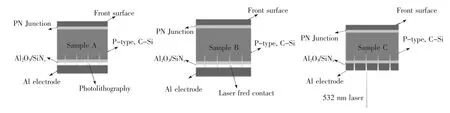
圖2 樣品的剖面示意圖Fig.2 Cross sectional schemes of the samples
3 結(jié)果與討論
2.1 Al2O3鈍化對少子壽命的影響
圖3為少子壽命測試結(jié)果,可以看出Al2O3鈍化處理使少子壽命得到了顯著提高。Al2O3鈍化硅片的平均少子壽命為254.64 μs,而未處理硅片只有3.827 μs。Al2O3自身帶有一定量的負電荷,并且在生長過程中有H的參與,所以在硅片表面起到了場鈍化和化學鈍化的作用。

圖3 未處理(a)和Al2O3鈍化處理后(b)的硅片的少子壽命測試圖Fig.3 Minority carrier lifetimes in wafers without(a)and with(b)Al2O3passivation simples
2.2 不同結(jié)構(gòu)電池的綜合分析比較
由于200 nm SiNx的阻擋,大面積的Al電極與電池襯底不存在任何的電接觸,光生電流通過背面SiNx上的電極接觸窗口進行收集。A組樣品的接觸窗口為50 μm×50 μm的正方形,窗口間距為250 μm,電極接觸面積占電池背表面總面積的比例為4%(圖4(a))。B組樣品采用激光燒蝕SiNx層形成接觸窗口,燒蝕區(qū)域直徑為80μm,間距為400 μm,電極接觸面積占電池背表面總面積的比例為3%(圖4(b))。C組樣品采用背面局部激光燒結(jié)的方式來制備電池接觸窗口,電極接觸面積占電池背表面總面積的0.4%,燒結(jié)區(qū)域的形貌如圖4(c)所示。激光燒結(jié)與燒蝕采用的532 nm激光的參數(shù)相同,用以比較兩種方式制備的電池性能的優(yōu)劣。

圖4 A(a)、B(b)、C(c)3組樣品的背面點接觸圖像。Fig.4 Rear locally contact images of Sample A(a),B(b),and C(c).
PERC結(jié)構(gòu)的電池背面采用全鈍化、局部接觸方式來替代全Al背場電極,一方面可以采用鈍化質(zhì)量更好的介質(zhì)膜降低背表面的復合速率,另一方面還可以減小金屬電極與背表面的接觸面積,最終使開路電壓得到改善。經(jīng)測試得知,A組樣品開路電壓的平均值為541.1 mV,B組為547.8 mV,C組為551.8 mV。隨著接觸區(qū)域面積的增大,電池的開路電壓有一定程度的降低。為了進一步說明兩者之間開路電壓存在差距的原因,我們對兩種電池接觸窗口進行了剖面SEM掃描,如圖5所示。從圖(5)可以看到,采用兩種方法制備的接觸窗口在經(jīng)過燒結(jié)之后都能使Al與硅襯底形成良好的接觸。在窗口位置,Al在高溫燒結(jié)后與硅形成合金并不斷向襯底擴散。相對而言,由于光刻工藝形成的接觸窗口具有規(guī)整的邊界并且表面的SiNx能夠徹底清除,因此燒結(jié)后,Al與Si可以形成形貌較好的共晶層并且在Si襯底中延伸的深度達到了35 μm。采用激光燒蝕制備的窗口雖然也能形成良好的接觸,但是Al-Si共晶層的深度僅有6 μm,這就從另一個方面造成了Al與Si之間的接觸面積要小于樣品A。Al在Si中形成較淺共晶層可能是由于激光沒有將SiNx完全燒蝕,因此在Al燒結(jié)過程中形成了一定的阻擋。從剖面SEM圖上可以明顯看到,雖然兩種不同電極制備方式占據(jù)背表面總面積的比例相差不多,但是樣品A與硅襯底之間的實際接觸面積要大很多,這也是較高電極復合導致開路電壓降低的另一個重要的因素,管盡樣品A的電機接觸面本身就比樣品B要多1%。

圖5 A組(a)、B組(b)電池燒結(jié)后局部接觸區(qū)域剖面的SEM圖。Fig.5 Cross sectional SEM images of the contacts of sample A(a)and B(b)after sinter process
C組樣品通過激光燒結(jié)的方式利用激光產(chǎn)生的高溫將Al與Si襯底之間的SiNx燒穿,并形成接觸。在燒結(jié)過程中,激光能量不僅被介質(zhì)層吸收,硅襯底也要吸收一部分的能量[5],不過更多的激光能量還是被Al所吸收從而減小激光對硅襯底的損傷。從圖4(c)中可以看出,經(jīng)過燒結(jié)后的Al電極形成直徑約120 μm的凹坑,大量的Al在激光燒結(jié)過程中熔融汽化導致僅在底部直徑30 μm的區(qū)域形成Al燒結(jié)區(qū)域。樣品B、C的點間距和接觸區(qū)尺寸在設計上是一致的,但是由于在激光燒結(jié)的過程中熱傳導效應最終造成了外貌上這種較大的差別。雖然燒結(jié)點之間的間隔同為400 μm,但激光燒結(jié)形成的接觸區(qū)域的面積卻僅占背面總面積的0.4%。激光燒結(jié)形成的接觸區(qū)域直徑僅為30 μm,這樣雖然器件最終的開路電壓較高,但也導致了較高的串阻。B、C兩組電池的燒結(jié)溫度、方式以及時間等工藝的不同也可能是造成兩者電阻差異的一個因素,這些工藝的優(yōu)化還有待進一步的研究。表1為3組樣品的性能比較。從平均性能上來看,雖然A組的平均開路電壓略低,但是串聯(lián)電阻要比其他兩種電池低很多,這樣A組樣品中性能最好的電池填充因子可以達到72.7%,遠大于C組樣品。對于B組樣品而言,在獲得相對較低串阻的情況下結(jié)合比A組樣品略高的開路電壓,其最優(yōu)樣品的效率可以達到10.7%,是3個樣品中效率最高的電池。B組最優(yōu)樣品的填充因子與A組最優(yōu)樣品相接近,不僅在于其串聯(lián)電阻相對較低,而且還在于較高的開路電壓,這樣綜合起來就獲得了72.1%的填充因子,最終使效率得到了一定的改善。
由于條件和技術(shù)等一些條件的限制和差別,本文制備的電池的效率不是很高,但本文的主要目的是對比不同工藝之間的差異性,從而確定相對較優(yōu)的電池制備方案。上述實驗結(jié)果表明,532 nm激光燒蝕工藝用來制備背面鈍化局部點接觸電池具有與光刻工藝相近的性能,部分電池的性能甚至更優(yōu),證明532 nm激光燒蝕介質(zhì)層工藝在制備高效率晶硅電池方面具有可行性。相對而言,激光燒結(jié)方式獲得的背面鈍化局部接觸電池的性能較差,說明激光燒蝕是實現(xiàn)局部電極接觸的更適宜方式。

表1 A、B、C 3組樣品的開路電壓、短路電流密度、串聯(lián)面接觸電阻、填充因子和效率Table 1 Voc,Jsc,Rs,fill factor and efficiency of sample A,B,C
4 結(jié) 論
采用532 nm激光在PERC結(jié)構(gòu)電池的背面實現(xiàn)了良好的接觸電極,電池的性能可以與傳統(tǒng)光刻工藝制備的電池的性能相比擬,證明激光燒蝕介質(zhì)層工藝在制備高效率晶硅電池方面具有可行性。與激光燒結(jié)工藝相比,激光燒蝕制得的電池的性能要遠好于激光燒結(jié),說明激光燒蝕是實現(xiàn)電池背面局部電極接觸的更適宜方式。
[1]Hoex B,Schmidt J,Pohl P,et al.Silicon surface passivation by atomic layer deposited Al2O3[J].J.Appl.Phys.,2008,104(4):044903-1-12.
[2]Hoex B,Gielis J J H,Van de Sanden M C M,et al.On the c-Si surface passivation mechanism by the negative-chargedielectric Al2O3[J].J.Appl.Phys.,2008,104(11):113703-1-7.
[3]Benick J,Hoex B,Van de Sanden M C M,et al.High efficiency n-type Si solar cells on Al2O3-passivated boron emitters[J].Appl.Phys.Lett.,2008,92(25):253504-1-3.
[4]Hoex B,Schmidt J,Bock R,et al.Excellent passivation of highly doped p-type Si surfaces by the negativecharge-dielectric Al2O3[J].Appl.Phys.Lett.,2007,91(11):112107-1-3.
[5]Zhao J H,Wang A H,Green M A.24.5%efficiency silicon PERT cells on MCZ substrates and 24.7%efficiency PERL cells on FZ substrates[J].Progress in Photovoltaics,1999,7(6):471-474.
[6]Hermann S,Dezhdar T,Harder N P,et al.Impact of surface topography and laser pulse duration for laser ablation of solar cell front side passivating SiNx layers[J].J.Appl.Phys.,2010,108(11):114514-1-8.
[7]Mingirulli N,Keding R,Specht J,et al.Hot-melt inkjet as masking technology for back-contacted cells[C]//The 34th IEEE PVSC,Philadelphia:IEEE,2009:1064-1068.
[8]Engelhart P,Harder N P,Horstmann T,et al.Laser ablation of passivating SiNx layers for locally contacting emitters of high-efficiency solar cells[C]//The 4th WCPEC,Waikoloa:IEEE,2006:1024-1027.
[9]Sánchez-Aniorte I,Colina M,Perales F,et al.Optimization of laser fired contact processes in c-Si solar cells[J].Physics Procedia,2010,5:285-292.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52