軸承套圈成形工藝對比分析
2013-07-21 01:51:26王明舟李亞杰左英
軸承 2013年11期
關鍵詞:工藝
王明舟,李亞杰,左英
(浙江五洲新春集團股份有限公司,浙江 新昌 312500)
1 國內傳統的軸承套圈成形技術發展過程
套圈成形技術包括熱鍛、高速鍛、鋼管制坯、溫擠壓、冷輾、車加工等。隨著技術進步,成形制造工藝有了長足的發展。
1.1 中小型軸承套圈毛坯成形技術的發展
20世紀80年代以前,小型軸承套圈毛坯成形普遍采用鋼棒打孔、切割、鋼板沖壓、熱鍛等幾種工藝[1],中小型軸承套圈熱鍛成形以塔形擠壓,外圈鍛輾為主。80年代到90年代初,小型軸承套圈毛坯生產以冷擠壓為典型工藝代表,中小型軸承套圈普遍采用套鍛輾擴工藝。90年代中期以后,鋼管制坯替代冷擠壓,成為小型軸承毛坯的制造主流;退火鋼棒切斷、打孔,內、外圈切割分離工藝開始運用;此時的熱鍛工藝沒有大的改變。進入21世紀后,高速鐓鍛被廣泛采用,冷輾技術已日趨成熟,出現了新的組合工藝,如高速鐓鍛+熱輾、高速鐓鍛+冷輾 、鋼管制坯+冷輾、熱鍛+冷輾等。新技術的采用使材料利用率大大提高,產品質量也有了長足的進步,使傳統產業更加符合國家節材、節能、環保的發展要求。
1.2 車加工成形技術的發展
20世紀80年代以前,車加工普遍采用專用液壓車床,自動化程度與生產效率低,加工成本高。80年代初到90年代中期,中小型軸承套圈的車加工發展為以儀表車床(俗稱小臺車)為代表的新型車加工設備。儀表車床由于設備簡單、生產率較高(平均單工序班產5 000件左右),工藝靈活,既適用于大批量生產,也適用于小批量、多品種加工,車加工成本大幅下降,產品質量基本滿足用戶要求,迅速在浙江地區發展壯大。進入21世紀后,由于用工成本上升,車加工自動化成為行業發展的必然選擇,隨著套圈專用數控車床、液壓車床成形刀具的突破,逐步發展為軸承套圈專用多工序數控車床連線和液壓自動連線車床,從而替代了儀表車床,也為高精密磨前產品的出口奠定了基礎。最近幾年,設備防錯裝置、在線檢測技術、一人管理多線等已在一些車加工能力強的地區逐步得到推廣應用。
1.3 冷輾技術的發展
冷輾是將退火后的毛坯在室溫下輾擴成形,半成品精度高,套圈制造工序的總耗能低,節材。輾壓后由于改善了滾道的金屬流線分布,并細化了淬火后晶粒,能顯著提高軸承的使用壽命。冷輾技術于國家“六五”期間開始立項研發,2001年通過國家鑒定。目前,冷輾技術已基本成熟,突破了模具壽命、設備穩定性、進給精度等一系列難題,因而冷輾質量穩定、可靠。可輾擴最大外徑為220 mm,節材率達到15%~25%。目前冷輾分“粗輾”、“精輾”2種工藝,根據不同要求各有特點。
2 套圈成形工藝分析
由套圈成形技術的發展過程可以看出,新工藝的出現使毛坯質量、車加工精度和加工效率等大大提高。下面對幾種典型的成形工藝進行分析。
2.1 傳統成形工藝的現代化改造
套圈典型的傳統成形工藝路線如圖1所示。
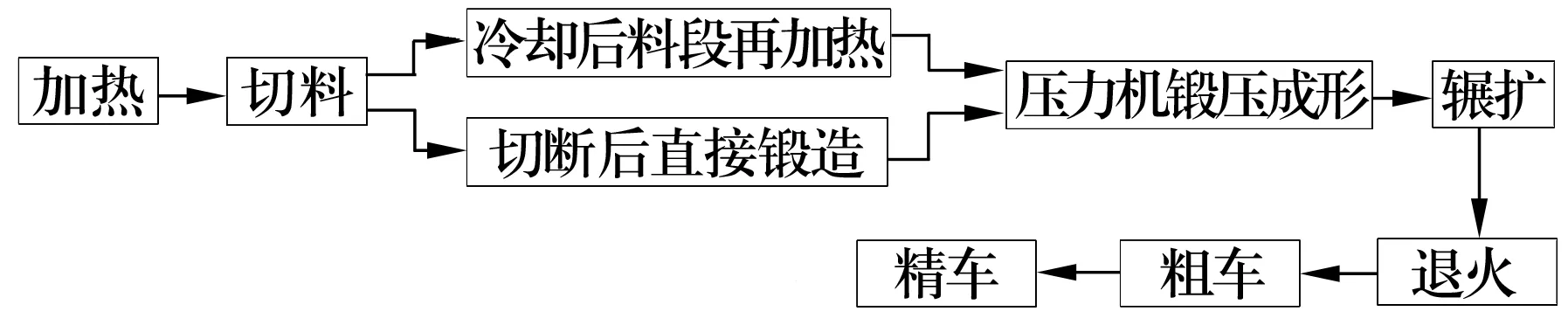
圖1 套圈傳統成形工藝流程
傳統成形工藝材料利用率低,成本高,效率低,質量不穩定,可靠性差。如下料溫度可控性差,重量誤差大;壓力機連線主要靠人工操作,人為因素影響大,鍛件精度低;車加工沒有在線防錯技術,經常發生漏加工;人工質量檢驗的可靠性差,影響整個磨前產品的質量。因此,需要對傳統磨前成形工藝進行現代化改造。
(1)棒料加熱。剪切下料采用溫剪工藝,剪切溫度為(600±20) ℃。優點:可以提高料段的剪切質量,避免料段端面變形、毛刺、馬蹄形的產生;保證鐓餅后料餅流線的對稱性,從而提高套圈鍛造流線的對稱性;同時也可避免因料段毛刺壓入而產生的裂紋。缺點:設備剪切力較大,相對于一火鍛即棒料熱剪切直接鍛造成形而言能耗偏大,溫剪切耗能約為150 kW·h/t。
(2)成形工序料段加熱。溫剪后所有料段都從室溫加熱到鍛造溫度,使料段加熱一致性得到控制,保證了最終鍛件品質的一致性;溫度在線檢測,設有溫度報警系統,提高了加熱可靠性。
(3)多工位鍛壓成形與輾擴。鍛壓成形采用多工位壓力機,工序間傳遞采用步進梁或機械手,工模具更換采用模架快速更換技術。優點:可以實現鍛造自動化,減少人為因素影響,生產效率、鍛件品質大大提高;鍛造成形后與擴孔機的連接采用機械手或機器人;擴孔實現數控化,提高了輾擴的尺寸精度和形位公差,減小了鍛件留量,節材,使鍛造加熱、成形、輾擴實現自動化生產。缺點:投資較大,關鍵點是步進梁的可靠性及擴孔機的數控改造。
(4)車加工成形。粗、精車各工序的連線,加工設備實現數字化、智能化。裝備結合裝夾防錯技術、在線漏加工檢測技術、溝位偏移在線檢測技術、視覺系統在線檢測技術,提高了產品質量可靠性,但投資成本相對較高。
2.2 套圈成形新工藝
2.2.1 鋼管制坯
20世紀90年代鋼管制坯工藝逐漸發展起來,主要用于中小型軸承套圈毛坯的制造,目前國、內外已普遍采用。該工藝的優點:鋼管尺寸精度高,可控制外徑尺寸散差<0.25 mm, 圓度<0.1 mm,壁厚差< 0.06×壁厚;由于留量減小,材料利用率提高,成本降低,生產效率提高,適用于大批量生產。缺點是軸承的壽命相對較低。因此,鋼管制坯軸承一般應用于中、低使用要求的場合。目前先進的鋼管制坯工藝路線如圖2所示。

圖2 鋼管制坯成形工藝流程
2.2.2 高速鍛
高速鍛的優點:毛坯尺寸精度高,鍛件質量可靠,生產效率高,每分鐘可加工120套以上,節材、節能,適用于大批量生產,是目前最先進的毛坯制造工藝之一。缺點:不適應小批量多品種生產,毛坯尺寸有一定限制。
2.2.3 冷輾
冷輾工件尺寸精度高(圓度<0.1 mm),尺寸散差小,節材、節能。冷輾分精輾和粗輾。精輾的優點:毛坯經粗車后直接輾壓為圖紙要求尺寸,只需再車防塵槽,不需其他加工,保證了溝道金屬流線與溝道基本平行;缺點:冷輾后殘余應力較大,熱處理后易變形、脹大。粗輾是將傳統熱鍛毛坯(端面需車削)、高速鍛坯或鋼管割坯(端面需軟磨,去毛刺)在室溫下輾壓得到精密毛坯件,其優點:制造要求不高,輾后通過再結晶退火可消除殘余應力;缺點:輾后還需車加工,延長了工藝流程,增加了生產成本,節材的成本優勢被削弱;輾后車削加工使表面致密層被除去,良好的溝道金屬流線分布可能被破壞。
3 新的成形技術組合方案分析
隨著成形新工藝的不斷涌現,各工序可優勢互補,優化組合,從而形成新的成形技術解決方案。
3.1 傳統成形技術現代化改造方案
傳統成形技術的現代化改造后工藝路線為:長棒料中頻加熱→600 ℃溫剪切料→料段冷卻→料段加熱(1 120 ℃±20 ℃)→多工位自動鍛造壓力機成形→數控輾環機輾擴→冷卻→保護氣氛退火→粗車自動連線(帶在線防錯技術)→精車自動連線(帶在線防錯技術)。
以6308軸承套圈為例,對傳統工藝與現代化改造后各項數據進行對比,見表1。
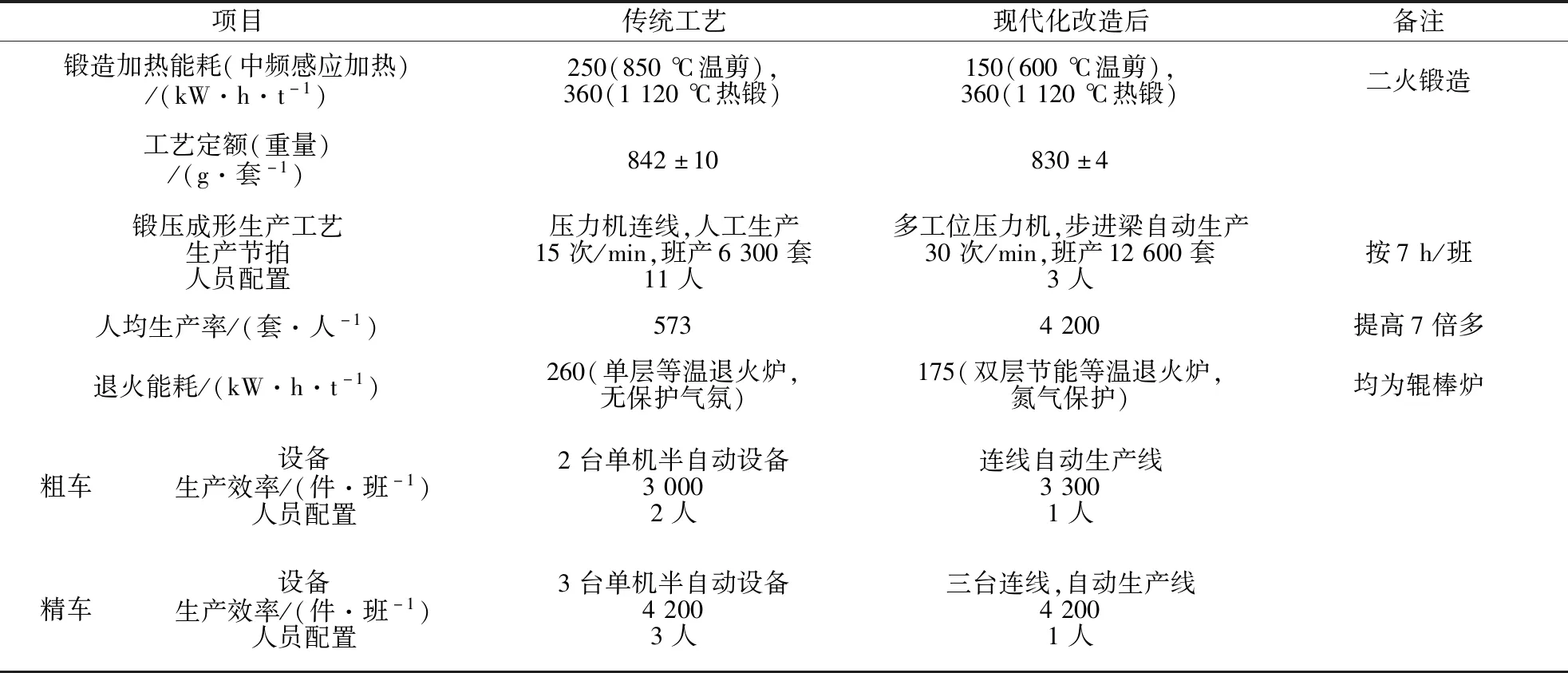
表1 6308軸承套圈現代化改造前、后的各項數據對比
3.2 高速鍛+冷輾成形組合方案
工藝路線為:長棒料中頻感應加熱→高速鍛造→保護氣氛退火→冷輾→車加工。
高速鍛+冷輾成形組合方案利用高速鍛毛坯尺寸精度高的優點,鍛坯滿足冷(粗)輾要求,通過冷輾,擴大了高速鍛的使用范圍,同時消除了塔鍛擠壓時的環帶,節約材料。保護氣氛等溫退火,表面氧化脫碳減少;碳化物細小均勻,具有硬度優勢,有利于提高冷輾模具的壽命。冷輾后鍛坯尺寸精度更高,為套圈外徑面、端面直接軟磨奠定了基礎,溝道金屬流線分布更加合理。
以63/28軸承(非標)套圈為例,對高速鍛+冷輾組合方案與傳統熱鍛工藝的各項數據進行對比,見表2。
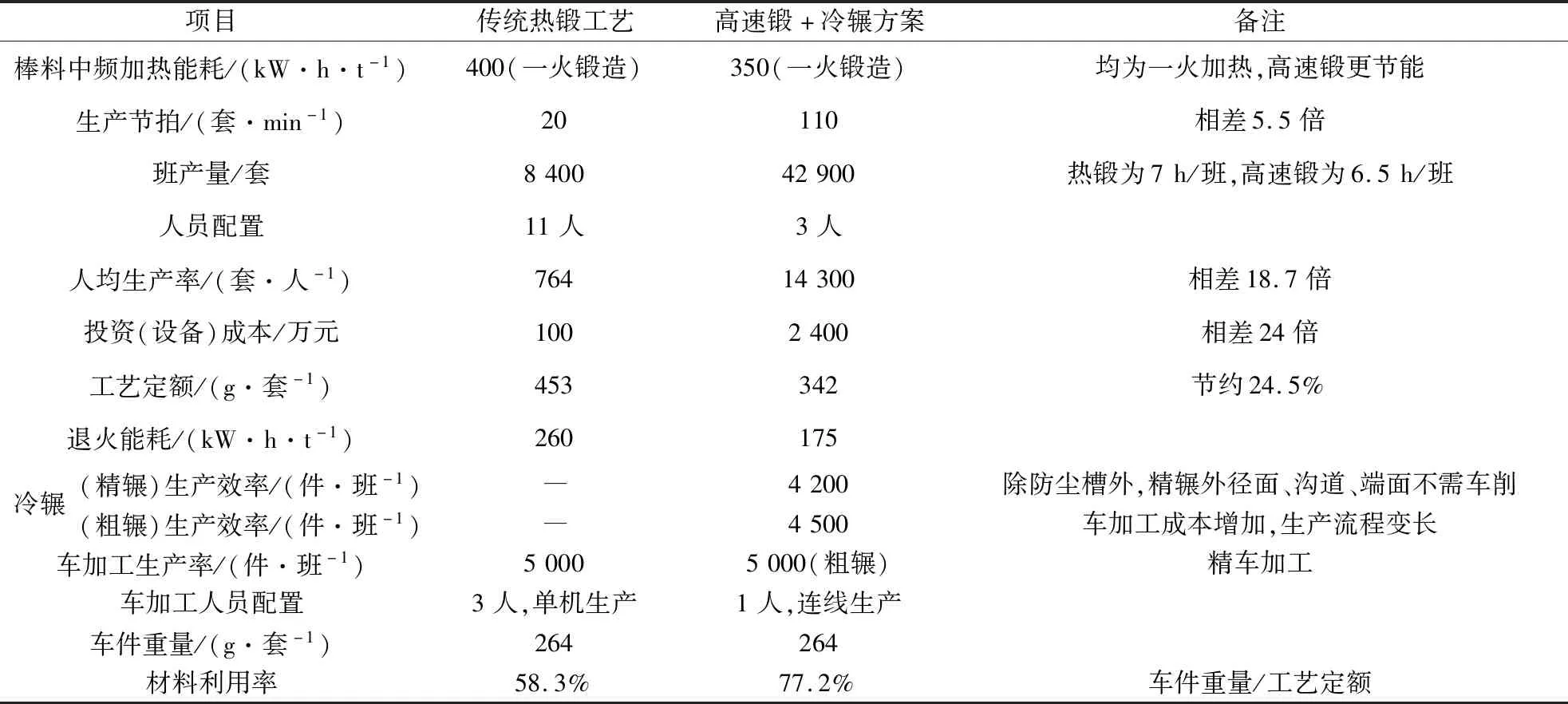
表2 63/28軸承套圈高速鍛+冷輾與傳統熱鍛的各項數據對比
3.3 專用鋼管+冷輾成形組合方案
工藝路線如圖3所示。

圖3 專用鋼管+冷輾成形組合方案的工藝流程
研發的專用冷輾鋼管,利用穿管余熱直接軋制成所需的冷輾管尺寸,然后進行等溫球化退火,硬度為88~92 HRB,完全適合冷輾要求,避免了常規鋼管硬度偏高難于冷輾的問題。倒內角工序主要是去除切割時產生的軸向毛刺,磨雙端面保證了坯料高度的一致性。再結合冷輾技術的優勢,改善了溝道金屬流線,避免了鋼管挖溝金屬流線被切斷的現象,提高了鋼管制坯軸承的使用壽命,并使制造成本大幅下降。
以6312為例,對專用鋼管+冷輾成形技術組合方案與傳統熱鍛工藝的各項數據進行對比,見表3。

表3 6312軸承專用鋼管+冷輾與傳統熱鍛的各項數據對比
3.4 現代化改造+冷輾組合方案
工藝路線為:多工位壓力機鍛造→退火→粗車端面→粗輾→再結晶退火→車加工。
該組合方案適用于外徑小于220 mm的中大型軸承,可以彌補鋼管制坯時的壁厚限制。其工藝特點為:采用多工位壓力機鍛造,自動化程度高,鍛件質量一致性好;保護氣氛退火,氧化脫碳少,球化組織均勻細小,硬度(88~92 HRB)適合冷輾;冷輾設備采用伺服電動機,絲杠進給,加工精度提高;再結晶退火減少了淬火變形;車加工采用自動化數控連線。
以6315軸承套圈為例,對現代化改造+冷輾組合方案與傳統熱鍛工藝的各項數據進行對比,見表4。

表4 6315軸承套圈現代化改造+冷輾與傳統熱鍛的各項數據對比
4 結束語
以試驗為基礎,著重分析磨前軸承套圈成形工藝(包括套圈毛坯制造和車加工)的各種解決方案,這些方案節能、節材、環保并在生產中獲得了實際應用,取得了良好的效果。分析對比各工藝方案可以看出,傳統熱鍛成形技術現代化改造、高速鍛+冷輾、專用鋼管+冷輾以及現代化改造+冷輾等優勢組合方案各有特點,優于傳統熱鍛工藝。由于各工廠條件不同,客戶要求不同,可能會有更多的套圈成形技術組合方案,而實現真正的產業轉型升級,最終目的是提高質量、提高效率和降低成本。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52