3MZ2010A內(nèi)圓磨床磨削可分離式內(nèi)圈外徑面
2013-07-21 07:25:20趙飛趙瑞
軸承 2013年10期
關(guān)鍵詞:方向
趙飛,趙瑞
(1.洛陽(yáng)LYC軸承有限公司 球軸承廠,河南 洛陽(yáng) 471039;2.中國(guó)人民解放軍第五七一五工廠,河南 洛陽(yáng) 471023)
1 內(nèi)圈結(jié)構(gòu)
某型號(hào)角接觸球軸承內(nèi)圈結(jié)構(gòu)如圖1所示,為可分離式結(jié)構(gòu),內(nèi)圈其中一側(cè)的外徑尺寸與內(nèi)溝尺寸相同,尺寸公差要求控制在0~0.015 mm。采用尼龍保持架,裝配時(shí)將鋼球壓入保持架內(nèi),放入外圈,內(nèi)圈在軸向方向可實(shí)現(xiàn)與鋼球之間的自由分離或結(jié)合。與溝底相切的單側(cè)外徑面在無(wú)心內(nèi)圓磨床3MZ2010A上磨削,由于另一側(cè)外徑尺寸的干涉,無(wú)法直接磨削,需要對(duì)3MZ2010A內(nèi)圓磨床進(jìn)行適當(dāng)調(diào)整以實(shí)現(xiàn)此磨削過(guò)程。
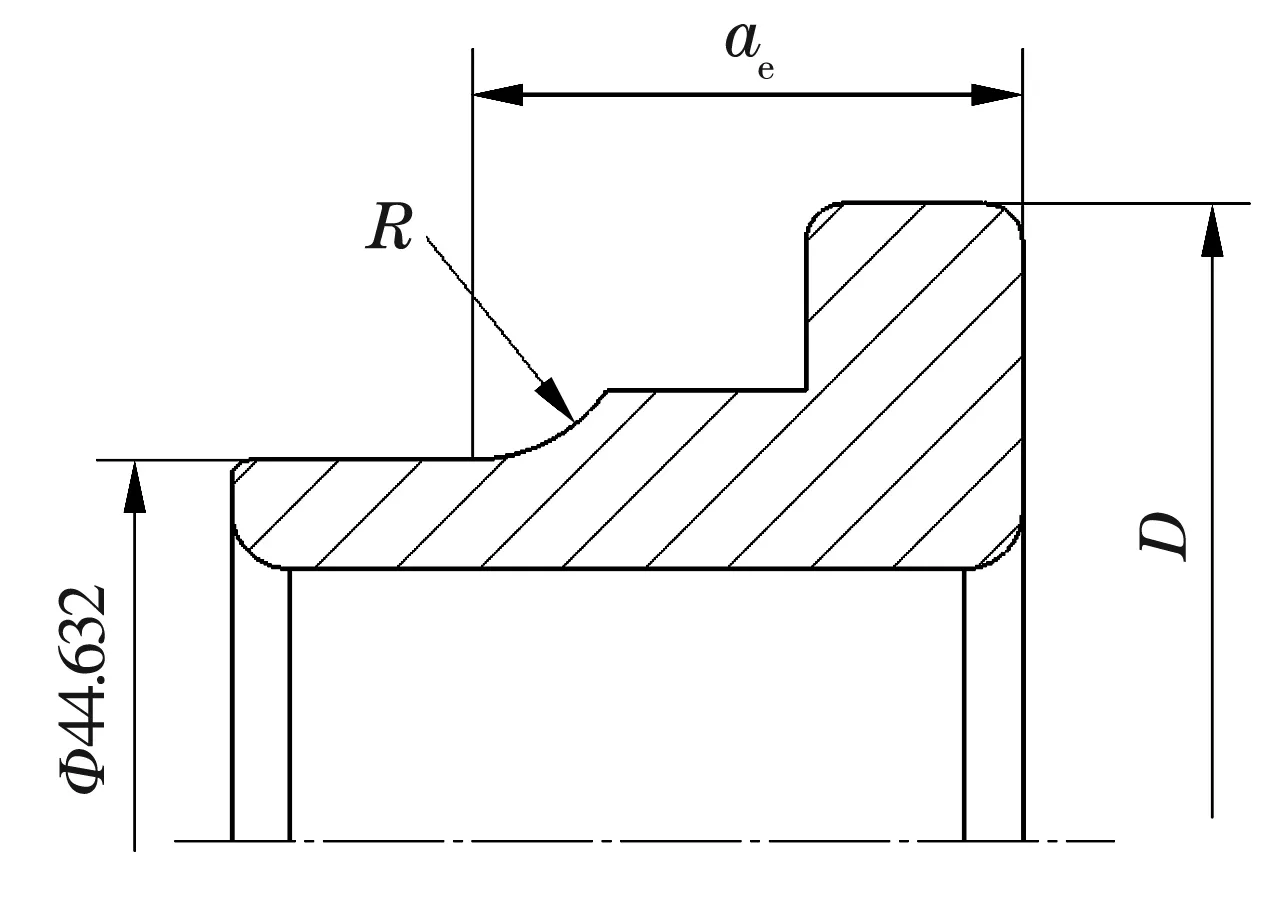
圖1 可分離式內(nèi)圈結(jié)構(gòu)
2 磨床基本參數(shù)
3MZ2010A內(nèi)圓磨床主要用于中小型球軸承套圈內(nèi)徑面和圓錐滾子軸承外滾道的磨削,機(jī)床既可單機(jī)使用,又可加入自動(dòng)線,適用于大批量生產(chǎn)。
磨床參數(shù)為:磨削工件孔徑為40~100 mm;磨削工件最大外徑為125 mm;磨削工件最大寬度為50 mm(自動(dòng))或63 mm(半自動(dòng));磨架最高振蕩頻率超過(guò)每分鐘500次(雙振幅1.5 mm);磨架振蕩行程為0~16 mm;工件架最大橫向進(jìn)給量為65 mm;工件最大快跳量為10 mm。
3 設(shè)備調(diào)整及工藝實(shí)現(xiàn)
3.1 工件位置調(diào)整
內(nèi)圓磨床采用電磁無(wú)心夾具。磨削工件內(nèi)徑面時(shí),砂輪和工件同向旋轉(zhuǎn),在噴射入大量冷卻液的條件下實(shí)現(xiàn)磨削。如果要進(jìn)行外徑面磨削,需要改變工件與砂輪的相對(duì)位置。3MZ2010A內(nèi)圓磨床磨架只可縱向移動(dòng)和振蕩,床頭工件位置可以進(jìn)行橫向移動(dòng)且最大橫向移動(dòng)量為65 mm,大于被磨削工件的半徑(22.316 mm),因此,通過(guò)床頭工件位置的橫向移動(dòng)可以從位置上保證磨削的實(shí)現(xiàn)。
3.2 工件旋轉(zhuǎn)方向調(diào)整
工件位置橫向移動(dòng)后與砂輪接觸位置發(fā)生變化,如圖2所示,磨削方式從內(nèi)圓磨削變?yōu)橥鈭A磨削,外圓磨削時(shí)工件與砂輪軸的旋轉(zhuǎn)方向相反[1]。為了不影響操作者的視線(便于觀察火花),使冷卻液和磨削時(shí)產(chǎn)生的顆粒向下飛濺,同時(shí)也便于操作者調(diào)整機(jī)床,需要使砂輪軸的旋轉(zhuǎn)方向?yàn)椴僮髡咭暰€順時(shí)針的方向,對(duì)應(yīng)的工件軸按逆時(shí)針?lè)较蛐D(zhuǎn)。因此,對(duì)于3MZ2010A內(nèi)圓磨床來(lái)說(shuō),只需要改變工件軸的轉(zhuǎn)向,將工件軸電動(dòng)機(jī)正負(fù)極反接,即可實(shí)現(xiàn)逆時(shí)針旋轉(zhuǎn)。
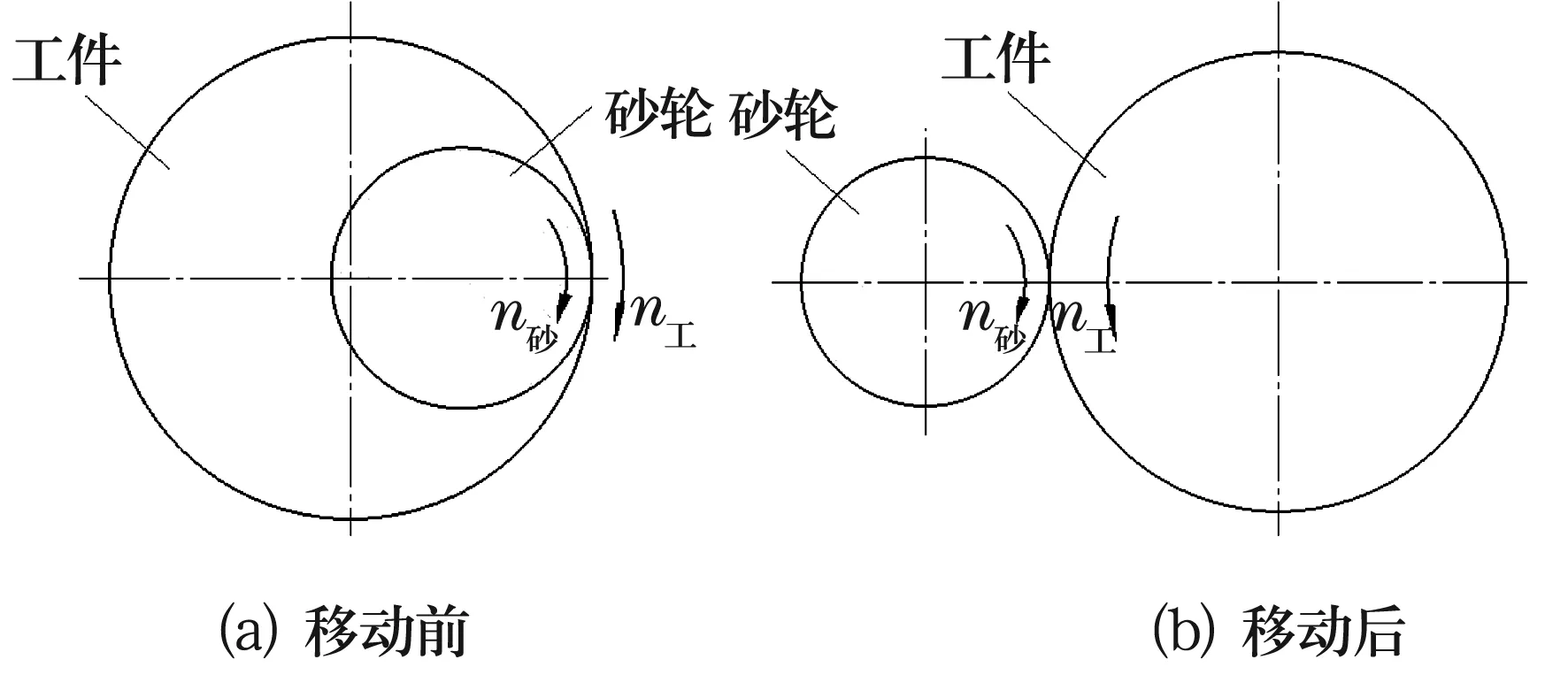
圖2 工件位置移動(dòng)前、后示意圖
3.3 電磁無(wú)心夾具調(diào)整
內(nèi)圓磨床采用電磁無(wú)心夾具,其特點(diǎn)是工件中心不與主軸中心重合,其加工精度不受主軸旋轉(zhuǎn)精度的影響,工件中心的位置隨著被磨表面尺寸和形狀變化而變化,或隨被支承面直徑尺寸的不同而不同。磨削時(shí),工件軸(磁極)中心O與工件回轉(zhuǎn)中心O′之間存在一定的距離(偏心量),當(dāng)磁極繞其軸心O旋轉(zhuǎn)時(shí),磁極就迫使工件繞自身的中心O′旋轉(zhuǎn),由于偏心量的存在,磁極與工件之間產(chǎn)生相對(duì)滑動(dòng),磁極端面對(duì)工件產(chǎn)生一個(gè)摩擦力矩和一個(gè)通過(guò)O′且垂直于OO′的摩擦合力F,前者迫使工件回轉(zhuǎn),后者則迫使工件緊貼在前、后支承上,使工件獲得穩(wěn)定的回轉(zhuǎn)運(yùn)動(dòng)[1]。
3.3.1 偏心象限的確定
外圓定位磨削外圓,合理的偏心象限在第4象限。若工件中心所處的偏心象限錯(cuò)誤,會(huì)使合力F的方向發(fā)生變化,造成工件定位失穩(wěn),影響加工精度。由于本例中砂輪相對(duì)工件的位置與正常外圓磨削時(shí)砂輪相對(duì)工件的位置正好相反,磨削受力點(diǎn)和合力F發(fā)生了改變,根據(jù)最終調(diào)整,偏心象限確立在第3象限,方向與X軸負(fù)半軸成45°,如圖3所示。
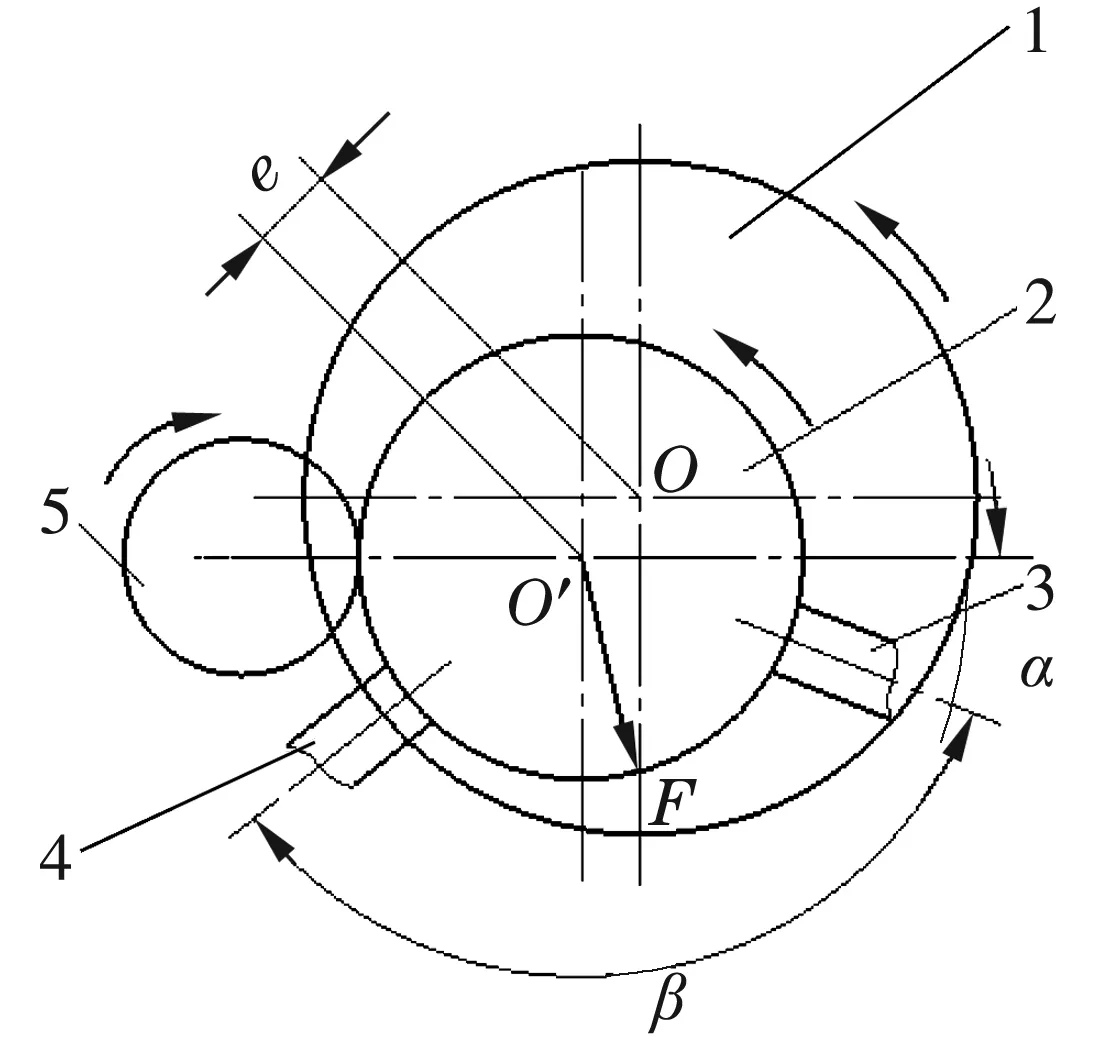
1—工件軸;2—工件;3—后支承;4—前支承;5—砂輪
3.3.2 偏心量e的調(diào)整
偏心量是保證磨削順利進(jìn)行的關(guān)鍵參數(shù),根據(jù)實(shí)際調(diào)整經(jīng)驗(yàn),并參考文獻(xiàn)[1],調(diào)整時(shí)將磁極端面擦拭干凈,打開磁力開關(guān),將工件吸附在磁極端面上,旋轉(zhuǎn)工件軸,使工件與磁極基本同心;然后停止轉(zhuǎn)動(dòng),將兩支承靠在工件外圓上稍稍緊固,再用銅棒從斜上方向下輕敲工件,使前支承向下移動(dòng)0.4~0.5 mm,同時(shí)后支承相應(yīng)上移,使偏心方向落在第3象限,偏心量等于預(yù)定值后緊固兩支承。若需對(duì)工件旋轉(zhuǎn)的穩(wěn)定性進(jìn)行驗(yàn)證,可以使工件離開支承2~3 mm,然后啟動(dòng)工件軸,若工件很快靠近兩支承,則表明偏心已調(diào)好,否則需要繼續(xù)調(diào)整,直到工件達(dá)到穩(wěn)定旋轉(zhuǎn)為止。
3.3.3 前、后支承角的調(diào)整
偏心方向角θ是指偏心方向與前支承(工件旋轉(zhuǎn)方向的第1個(gè)支承)之間的夾角,它決定了工件承受徑向力的方向,一般選為15°~30°,考慮到砂輪進(jìn)給時(shí)不受支承干涉,選擇偏心方向角為30°[2-3]。
支承角α在外圓磨削時(shí)是指后支承(工件旋轉(zhuǎn)反方向第2個(gè)支承)與工件水平中心線的夾角,其對(duì)加工精度的影響較大。與無(wú)心外圓磨削的原理基本相同,后支承相當(dāng)于無(wú)心磨削的支承刀板,若在直徑方向?qū)χ拜啠ぜ系囊粋€(gè)高點(diǎn)迫使工件壓向砂輪,工件對(duì)應(yīng)的高點(diǎn)被磨去,如果反復(fù)磨削,工件最終形成一個(gè)多邊形;假如后支承向工件中心下方移動(dòng),工件每旋轉(zhuǎn)一周都會(huì)磨去高點(diǎn)多余的金屬,從而使工件逐漸變圓。
以外圓定位磨削外圓,當(dāng)e=0.35 mm,β=105°,θ=30°時(shí)支承角α對(duì)圓度(橢圓、三角、五角)的影響情況如圖4所示。
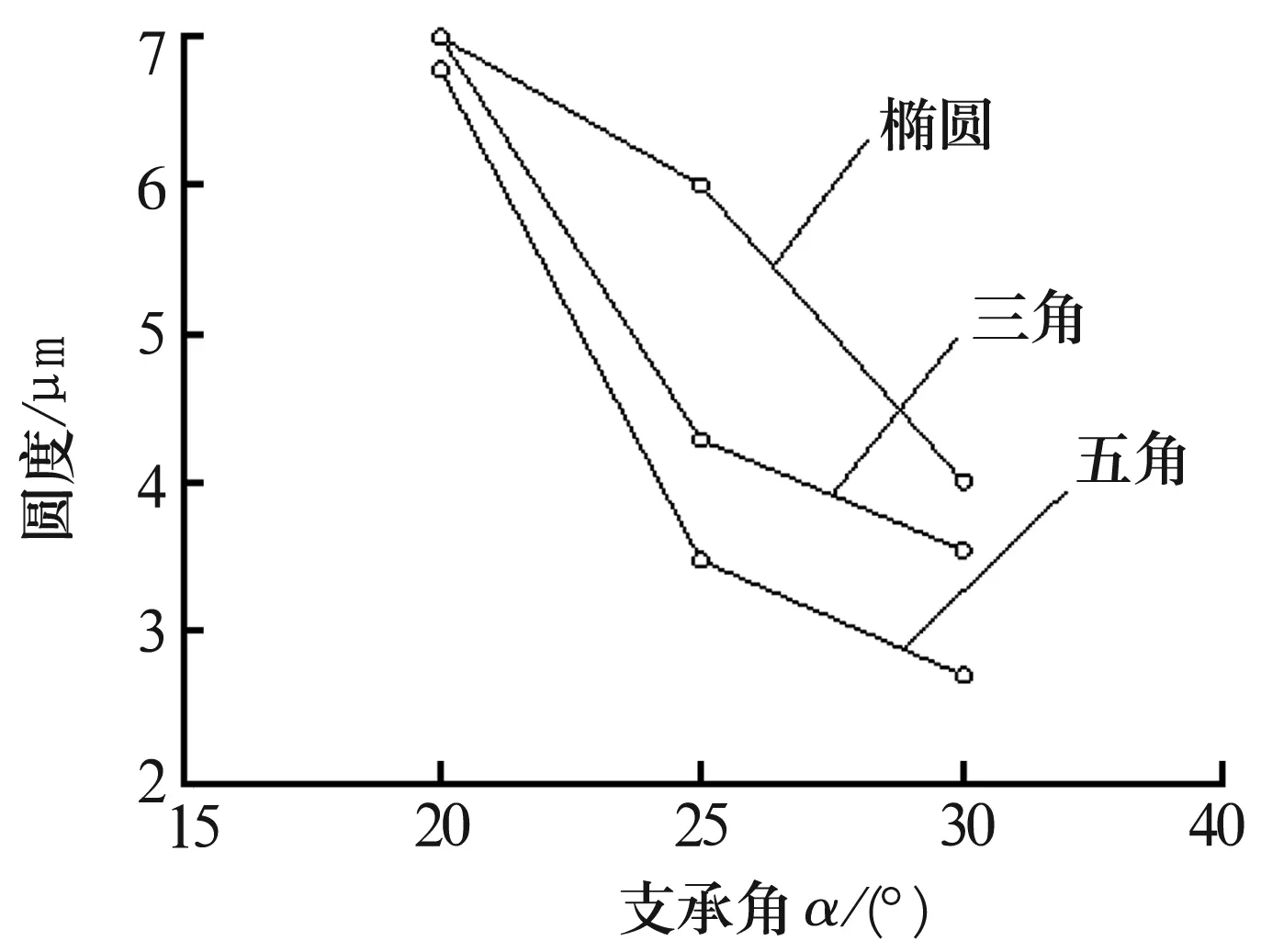
圖4 支承角α對(duì)圓度的影響(外圓磨削)
綜上所述,支承角α取30°可保證外圓磨削時(shí)的橢圓、三角和五角都達(dá)到最小值。實(shí)踐證明,前、后兩支承之間的夾角β對(duì)工件圓度無(wú)顯著影響,可以按工件直徑取值(β與工件直徑成正比),范圍為90°~116°,本例中β取為105°。
3.4 工藝實(shí)現(xiàn)
磨削內(nèi)圈的單側(cè)外徑尺寸與溝底尺寸相同,公差要求控制在0~0.015 mm,因此,對(duì)溝尺寸按2 μm(最大尺寸)一組進(jìn)行尺寸分組,分組之后磨床采用定程無(wú)振蕩磨削,并采用D913外徑測(cè)量?jī)x測(cè)量磨削表面,直至內(nèi)圈單側(cè)外徑尺寸與溝底尺寸的公差符合要求。對(duì)于磨削的外表面是否正好與內(nèi)溝溝底法線重合,不會(huì)產(chǎn)生臺(tái)階,則需通過(guò)自制的一些其他輔具觀測(cè)和判定。
4 結(jié)束語(yǔ)
基于內(nèi)、外圓磨削原理,結(jié)合生產(chǎn)實(shí)際,通過(guò)對(duì)內(nèi)圓磨床局部的調(diào)整,對(duì)磨床的功能進(jìn)行了拓展,實(shí)現(xiàn)了內(nèi)圓磨床對(duì)內(nèi)圈外徑面的磨削,豐富了內(nèi)圓磨床的用法,同時(shí)也保證了產(chǎn)品加工質(zhì)量,可以為受設(shè)備限制的類似產(chǎn)品提供新思路。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2023年1期)2023-02-03 03:09:28
音樂(lè)天地(音樂(lè)創(chuàng)作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
數(shù)學(xué)小靈通(1-2年級(jí))(2021年3期)2021-04-13 01:01:58
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
數(shù)學(xué)小靈通·3-4年級(jí)(2017年11期)2017-11-29 01:35:50