旁多水利樞紐泄洪兼導(dǎo)流洞深孔閘門安裝
2013-07-15 07:23:04向尚君王海波林光躍
水利建設(shè)與管理 2013年6期
向尚君 王海波 林光躍
(武警水電第十支隊(duì) 成都 611130)
1 工程概述
旁多水利樞紐工程地處西藏自治區(qū)拉薩河中游,位于林周縣旁多鄉(xiāng)下游1.5km,距下游拉薩市直線距離約63km,是一座以灌溉、發(fā)電為主,兼顧防洪和供水的綜合利用工程。水庫庫容12.3億m3,電站裝機(jī)容量160MW,工程規(guī)模為Ⅰ等,大(1)型水庫,地震基本烈度為Ⅷ度,為西藏“十一五”期間重點(diǎn)建設(shè)項(xiàng)目。樞紐由碾壓式瀝青混凝土心墻砂礫石壩、泄洪洞及泄洪兼導(dǎo)流洞、發(fā)電引水系統(tǒng)、發(fā)電廠房和灌溉輸水洞等水工建筑物組成。其中泄洪兼導(dǎo)流洞前期為施工導(dǎo)流洞,后期改建為永久泄洪隧洞,同時(shí)兼做水庫放空洞使用。洞身全長756.7m,分進(jìn)口段、洞身段和出口段,進(jìn)口洞段為城門洞形斷面,尺寸10.0m×11.0m;進(jìn)口閘門井為豎井式(見圖1~圖2),井高70m,內(nèi)設(shè)一道10m×11m 檢修閘門和一道10m×11m 事故閘門,其中檢修閘門為平面滑動(dòng)閘門,事故閘門為平面定輪閘門;啟閉機(jī)平臺(tái)采用圓形井筒式結(jié)構(gòu),直徑11m。
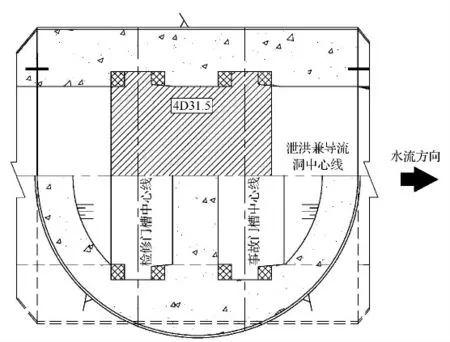
圖1 井身段斷面
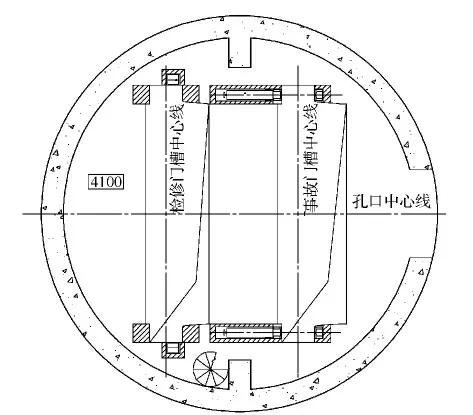
圖2 井筒段斷面
因截流節(jié)點(diǎn)工期要求,導(dǎo)流兼泄洪洞閘門在截流前要完成埋件安裝和試槽,在閘門埋件和門葉安裝過程中,豎井尚在施工,啟閉機(jī)平臺(tái)仍未形成,現(xiàn)場(chǎng)土建施工和閘門埋件及門葉安裝過程存在交叉作業(yè),相互影響和制約。
2 閘門設(shè)計(jì)參數(shù)
2.1 檢修閘門
檢修閘門采用平面滑動(dòng)閘門,門葉主橫梁為變截面的焊接組合工字梁和焊接組合箱形梁,縱隔板為實(shí)腹T 形焊接結(jié)構(gòu),面板及止水布置在上游側(cè),正向支承為自潤滑復(fù)合材料滑塊,反向支承采用鑄鐵滑塊,側(cè)向采用懸臂式定輪。閘門充水方式為節(jié)間小開度充水。雙吊點(diǎn)門葉結(jié)構(gòu)分四個(gè)制造運(yùn)輸單元,工地焊接為上下兩節(jié);埋件主軌為Q235B 厚鋼板及不銹方鋼、型鋼焊接結(jié)構(gòu),副軌、反軌、門楣、底坎均為焊接組合結(jié)構(gòu)。主要特性見下表。
2.2 事故閘門
事故閘門采用平面定輪閘門,門葉主橫梁為變截面的焊接組合工字梁和焊接組合箱形梁,縱隔板為實(shí)腹T 形焊接結(jié)構(gòu),面板及止水布置在上游側(cè),正向支承為簡支式定輪支承,主輪軸采用偏心軸,反向支承采用彈性簡支式定輪,側(cè)向采用懸臂式定輪。閘門為小門充水方式。閘門需加鑄鐵配重閉門。單吊點(diǎn)門葉結(jié)構(gòu)分四個(gè)制造運(yùn)輸單元。埋件主軌下段為鑄鋼裝配件,上段為Q235B 厚鋼板及不銹方鋼、型鋼焊接結(jié)構(gòu),副軌、反軌、門楣、底坎均為焊接組合結(jié)構(gòu)。主要特性如下表所示。
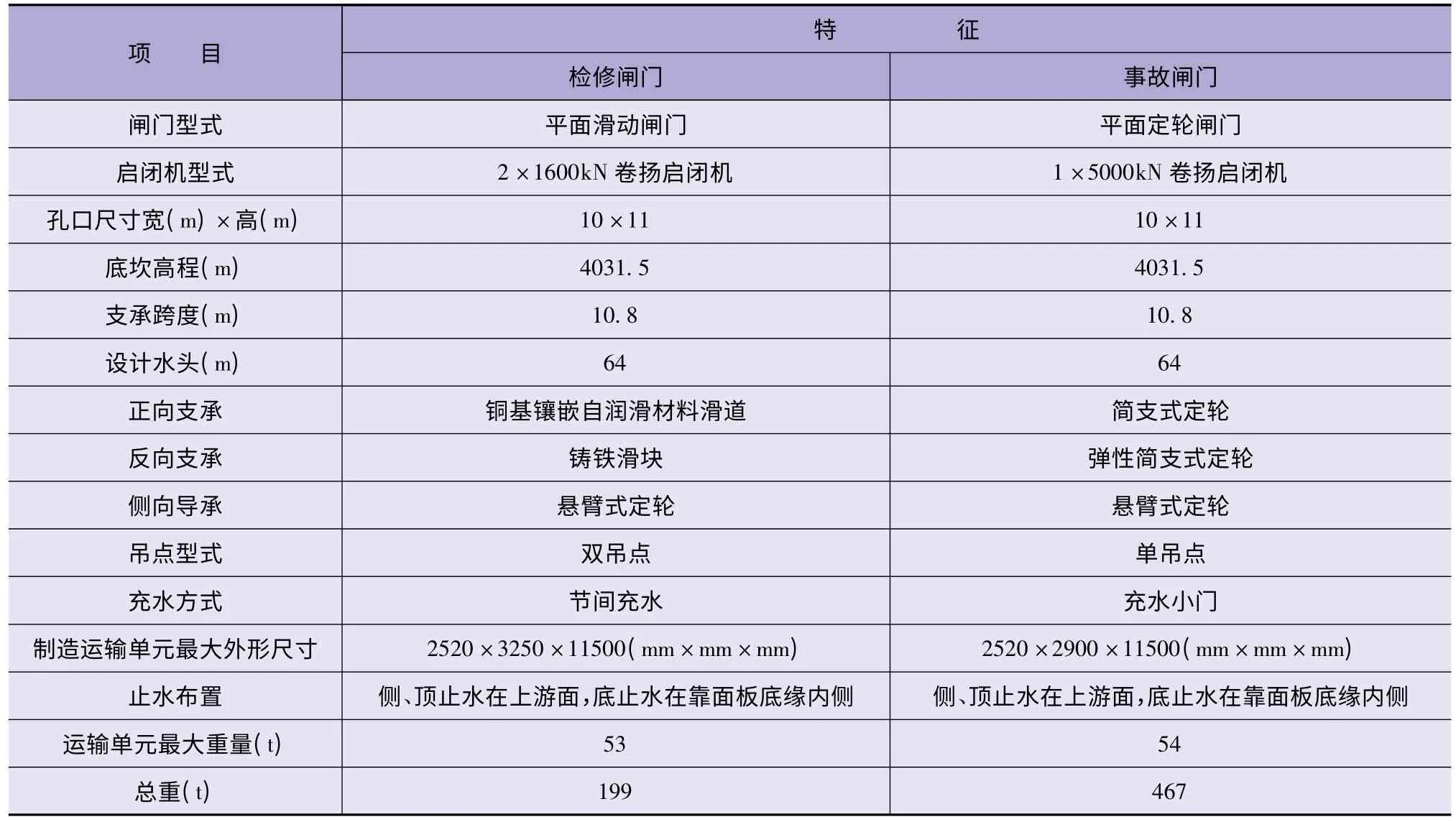
閘門主要特性表
3 埋件安裝
3.1 安裝準(zhǔn)備
安裝的準(zhǔn)備工作主要包括清理一期埋件、確定測(cè)量基準(zhǔn)和焊接工藝、到場(chǎng)檢測(cè)埋件及門葉等。一期埋件清理主要檢查、修整預(yù)埋錨筋和底檻及門槽混凝土表面鑿毛情況,缺損部位用引筋法補(bǔ)齊;測(cè)量基準(zhǔn)主要確定門槽的縱、橫軸向中心線、安裝尺寸控制線及高程基準(zhǔn)點(diǎn);焊接工藝主要針對(duì)埋件的不同焊接部位,進(jìn)行焊接方法的確定;埋件到場(chǎng)檢測(cè),主要對(duì)埋件及門葉的制造公差和焊接質(zhì)量進(jìn)行安裝前檢測(cè)。
3.2 埋件的吊裝
底檻采用滾筒和5t 卷揚(yáng)機(jī)拖拽運(yùn)至安裝現(xiàn)場(chǎng),在安裝現(xiàn)場(chǎng)利用兩臺(tái)卷揚(yáng)機(jī)進(jìn)行就位。孔口以下的主軌、反軌及門楣利用卷揚(yáng)機(jī),從導(dǎo)流兼泄洪洞高程4031.5m 平臺(tái)進(jìn)行吊裝就位,孔口以上主軌及反軌從高程4100m 平臺(tái)進(jìn)行吊裝就位。
3.3 埋件的安裝
3.3.1 底檻安裝
底檻安裝前在錨筋上,距左、右邊墻300mm的位置及底檻中間位置,沿洞軸線方向各焊接一角鋼作為底檻安裝支架,支架角鋼面的高程小于底檻埋件底部設(shè)計(jì)高程約20mm。就位后,先粗調(diào)底檻埋件樁號(hào)尺寸與設(shè)置的安裝基準(zhǔn)中心重合,合格后在角鋼上焊接定位擋塊,然后從兩側(cè)端檻到門槽中心用千斤頂對(duì)埋件高程進(jìn)行調(diào)整及加固,對(duì)埋件高程進(jìn)行同步檢測(cè)。完成后,檢測(cè)、復(fù)測(cè)底檻高程、樁號(hào)和中心尺寸,合格后對(duì)加固情況進(jìn)行全面檢查并對(duì)接縫進(jìn)行加固焊接。二期混凝土回填施工完成并達(dá)到一定強(qiáng)度后,進(jìn)行底檻尺寸復(fù)檢及底檻預(yù)留孔的封堵,首先用角向磨光機(jī)對(duì)焊縫及兩側(cè)進(jìn)行清理,按照試驗(yàn)的工藝進(jìn)行焊接。最后對(duì)焊縫進(jìn)行打磨修整及檢查,完成后涂刷防腐涂料。
3.3.2 主軌及反軌安裝
主軌及反軌的安裝分孔口以下和孔口以上的主軌及反軌安裝。安裝時(shí),先用腳手架搭設(shè)安裝平臺(tái),然后根據(jù)中心線劃出確定裝配位置線,并在內(nèi)側(cè)焊接定位擋塊,門槽下端落在底檻上時(shí),應(yīng)緊貼定位擋塊并對(duì)準(zhǔn)組對(duì)中心線和位置線。基本調(diào)正后,在其上端穿入調(diào)節(jié)螺桿并與錨筋及埋件搭焊,焊接完畢后將吊鉤拆除,同時(shí)分別將兩套鋼絲線錘由井口的主軌中心及側(cè)軌中心落至底檻,將線錘浸入機(jī)油桶中,以減少線錘的擺動(dòng)。在門槽埋件下端穿入地腳螺栓并與錨筋搭焊,核對(duì)下端尺寸正確無誤后,將螺母擰緊固定門槽埋件下端。利用調(diào)節(jié)螺桿或千斤頂調(diào)整門槽埋件上端尺寸,使門槽埋件上、下端與測(cè)量鋼絲的間距相同,同時(shí),用框式水平儀及鋼尺、拉力器,測(cè)量鋼絲線測(cè)量埋件的垂直度及兩主軌間的平面度、間距,合格后擰緊調(diào)節(jié)螺桿螺母固定門槽埋件上端,而后按從下至上的順序用千斤頂及調(diào)節(jié)螺桿調(diào)整埋件安裝尺寸,合格后用鋼筋將埋件錨筋與預(yù)埋錨筋搭焊,固定門槽埋件。緊固過程中采用邊緊固邊檢測(cè)的方法,以防止門槽埋件在加固過程中變形,對(duì)局部不合格部位可利用千斤頂局部調(diào)整。兩側(cè)調(diào)整加固完成后,重新復(fù)測(cè)各部尺寸及加固情況,合格后將測(cè)量鋼絲線收回。剩下門槽的安裝在已安裝好的門槽上端口內(nèi)側(cè)焊接定位擋塊,擋塊按照安裝首節(jié)的方法進(jìn)行門槽的加固。每一段軌道調(diào)整完成后,復(fù)測(cè)其安裝尺寸,合格后進(jìn)行二期混凝土回填施工。
3.3.3 門楣安裝
在門槽主軌面劃出門楣橫向裝配位置線及止水面中心線,并在裝配位置焊接定位塊。將門楣吊運(yùn)至安裝工作面并就位,就位后在門楣兩端及中間裝入調(diào)節(jié)螺桿,擰入螺母并臨時(shí)固定門楣。松開臨時(shí)固定螺母,調(diào)整門楣的裝配位置,使其兩端擱放在主軌橫向裝配線的定位塊上,調(diào)整兩端螺桿螺母,使其與門槽主軌面平齊,控制錯(cuò)邊尺寸在規(guī)范允許范圍內(nèi),同時(shí),檢查門楣止水面與門槽止水面接口幾何尺寸及中心,合格后將螺母擰緊以固定埋件兩端。調(diào)整埋件中間位置的調(diào)節(jié)螺桿螺母,以調(diào)整埋件的平直度。合格后用連接鋼筋將門楣上的鋼筋與預(yù)埋錨筋搭焊,并檢查止水面的平面度及中心尺寸,隨后進(jìn)行二期混凝土施工。
3.3.4 埋件焊接及復(fù)測(cè)
門軌調(diào)整時(shí)應(yīng)嚴(yán)格控制工件間接縫的錯(cuò)邊量小于0.5mm,接縫尺寸調(diào)整合格后將其點(diǎn)焊固定,門槽埋件二期混凝土完成并達(dá)到一定強(qiáng)度后,割除連接縫定位塊清理焊縫,按確定的接縫焊接工藝進(jìn)行接縫的焊接施工。門槽全部安裝完畢后,對(duì)門槽尺寸進(jìn)行復(fù)測(cè)并記錄,合格后對(duì)門槽進(jìn)行清理并補(bǔ)刷涂層保護(hù),而后拆除臨時(shí)工裝及腳手架。
4 門葉安裝
4.1 安裝準(zhǔn)備
受截流節(jié)點(diǎn)工期限制,若豎井筒采用一次性澆筑成型的方法,門葉的安裝將影響節(jié)點(diǎn)工期。實(shí)際施工過程中,在豎井筒預(yù)留門洞,利用已安裝好的啟閉機(jī)結(jié)合小車的吊裝方式,采用垂直拼裝的方法進(jìn)行門葉的安裝,其中豎井筒檢修門預(yù)留孔洞尺寸為4.2m×5m,事故門預(yù)留孔洞尺寸為4.2m×7m,孔洞采用二期混凝土進(jìn)行封堵。同時(shí),門葉安裝前要完成門葉尺寸和焊接質(zhì)量現(xiàn)場(chǎng)復(fù)檢,確定門葉的焊接工藝。
4.2 門葉的吊裝
門葉單節(jié)最大起吊重量54t,在施工現(xiàn)場(chǎng)利用100t吊車和啟閉機(jī)自身動(dòng)力進(jìn)行門葉吊裝,運(yùn)輸車由5t 卷揚(yáng)機(jī)提供動(dòng)力,先利用吊車將門葉吊裝在運(yùn)輸車上,然后用運(yùn)輸車運(yùn)輸?shù)骄矁?nèi)進(jìn)行組裝焊接,在井筒內(nèi)由啟閉進(jìn)行吊裝,門葉安裝順序?yàn)轫敼?jié)門葉→中上節(jié)門葉→中下節(jié)門葉→底節(jié)門葉(見圖3)。
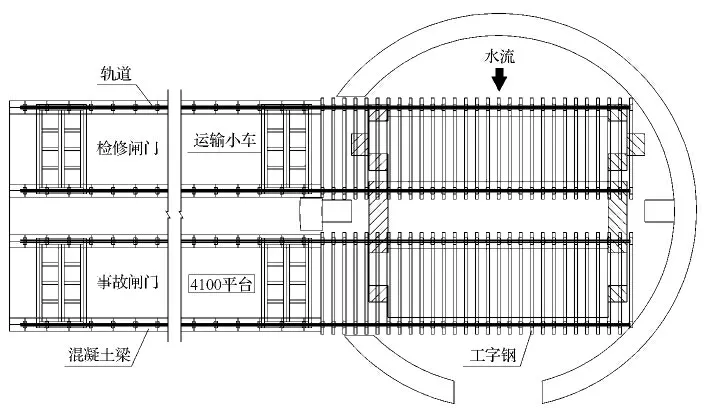
圖3 門葉的運(yùn)輸與吊裝示意圖
4.3 門葉的焊接
4.3.1 焊接質(zhì)量管理
焊接是保證閘門質(zhì)量的一個(gè)重要環(huán)節(jié),必須按照試驗(yàn)確定的焊接工藝進(jìn)行施工,所有參與閘門焊接的施工人員必須持證上崗,各類焊接材料,應(yīng)符合相應(yīng)的標(biāo)準(zhǔn)及技術(shù)要求,且應(yīng)有生產(chǎn)廠家的材料質(zhì)檢單及質(zhì)量合格證,入庫的焊接材料實(shí)行一、二級(jí)庫管理,焊接材料的存放、保管及干燥按相應(yīng)規(guī)范執(zhí)行。
4.3.2 閘門焊接順序
門葉焊接施工的順序按照兩邊梁腹板→兩邊梁翼緣板→縱梁腹板、翼緣板→門葉尺寸檢查→面板焊縫→附件焊縫→局部補(bǔ)焊等依次進(jìn)行施工。
4.3.3 閘門焊接
焊接前必須對(duì)坡口兩側(cè)30mm 內(nèi)進(jìn)行清掃,不得有油污、水分和氧化物等。同時(shí),根據(jù)門葉梁格的數(shù)量,按均勻?qū)ΨQ的原則,由2 至4 名雙數(shù)焊工按相同的焊接規(guī)范,相同對(duì)稱的部位,同時(shí)、同向、同步進(jìn)行門葉焊接施工。各部位焊縫的焊接須采取分段跳焊、分段退步焊的工藝方法施焊。為減少焊接變形和殘余應(yīng)力集中,門葉節(jié)間連接縫的焊接按從下至上的順序逐條進(jìn)行,且施焊過程中由專人對(duì)門葉外形尺寸的變化情況進(jìn)行監(jiān)測(cè),發(fā)現(xiàn)偏差過大時(shí),及時(shí)調(diào)整焊接工藝程序,以相對(duì)應(yīng)的焊接變形校正尺寸偏差過大部位,從而確保門葉的總體尺寸在允許誤差內(nèi)。整個(gè)焊接過程應(yīng)力求加熱均勻,避免由于局部不均勻加熱而造成冷卻后門葉的變形。
西藏地區(qū)氣候條件特殊,每天施焊前應(yīng)進(jìn)行溫度測(cè)量,并做好記錄。焊接施工時(shí)必須在0℃以上方可施焊。
4.3.4 焊縫返修與處理
焊縫質(zhì)量采用超聲波進(jìn)行無損檢測(cè),焊縫發(fā)現(xiàn)有不允許的缺陷時(shí),應(yīng)進(jìn)行分析,找出原因,制定返修工藝后方可返修處理。焊縫缺陷應(yīng)根據(jù)鋼材種類選用碳弧氣刨或砂輪機(jī)進(jìn)行清除,返修前要認(rèn)真檢測(cè)缺陷性質(zhì),如缺陷為裂紋,清根后則應(yīng)用磁粉或著色探傷,確認(rèn)裂紋已經(jīng)消除方可返修。當(dāng)返修時(shí)的焊縫需要預(yù)熱、后熱,則返修時(shí)按相應(yīng)的要求進(jìn)行預(yù)熱、后熱。在母材上嚴(yán)禁有電弧擦傷,如有擦傷應(yīng)用砂輪機(jī)打磨處理,并檢查有無裂紋。
4.4 閘門安裝焊縫的防腐工藝
預(yù)處理前,應(yīng)將閘門表面整修完畢,并將金屬表面鐵銹、氧化皮、油污、焊渣、灰塵、水分等污物清除干凈;對(duì)工件表面焊縫兩側(cè)用鋼絲刷、鋼絲輪、紙砂輪片進(jìn)行打磨處理;表面粗糙度及清潔度應(yīng)達(dá)到相應(yīng)的設(shè)計(jì)要求。打磨全部完成后,用高壓氣泵將灰塵吹除清理干凈,然后按標(biāo)準(zhǔn)要求對(duì)其清潔度及粗糙度進(jìn)行檢查,合格后進(jìn)入下道工序;原涂層的過渡表面打磨成45°毛面并清理干凈,涂漆施工采用手工滾涂,涂料的配制、噴涂層數(shù)、層厚、層間噴涂時(shí)間間隔,應(yīng)根據(jù)涂料的技術(shù)要求和施工說明,對(duì)需進(jìn)行涂裝的表面進(jìn)行噴涂。
4.5 附件安裝
閘門止水安裝先將橡皮按需要的長度黏結(jié)好,再與水封壓板一起配鉆螺栓孔,橡膠水封的螺栓孔,采用專用鉆頭使用旋轉(zhuǎn)法加工,嚴(yán)禁采用沖壓法和熱燙法加工,其孔徑比螺栓直徑小1mm;門體支承裝置安裝時(shí)將各個(gè)支承裝置的承壓面調(diào)整到同一個(gè)平面上,并注意滑塊面與水封面之間的高差;事故閘門的配重按照設(shè)計(jì)的位置進(jìn)行安放,確保閘門的位置能夠保持靜平衡。
5 閘門試驗(yàn)
5.1 閘門靜平衡試驗(yàn)
在啟閉機(jī)和門葉分別安裝完成后,將二者進(jìn)行連接,在啟閉機(jī)無負(fù)荷運(yùn)轉(zhuǎn)合格后,可以進(jìn)行門葉的靜平衡試驗(yàn)。用啟閉機(jī)將閘門門葉吊離鎖定梁約100mm,掛裝線錘通過滑塊面中心測(cè)量門體上、下游及左、右方向的傾斜值,當(dāng)傾斜值過大時(shí),采用加配重的方法調(diào)正門體。
5.2 閘門無水狀態(tài)下全行程啟閉試驗(yàn)
在門體靜平衡試驗(yàn)合格后,就可以進(jìn)行閘門的無水全行程啟閉試驗(yàn)。用啟閉機(jī)將門葉在閘槽內(nèi)分別起吊和放下三次,在啟閉過程中對(duì)水封進(jìn)行淋水潤滑。在無水全行程啟閉試驗(yàn)過程中,主要檢查閘門在啟閉過程中有無卡阻和異常聲響;在閘門處于全關(guān)位置時(shí),對(duì)側(cè)、底止水做透光檢查;檢查止水橡皮有無撕裂。在靜平衡試驗(yàn)和入槽啟閉試驗(yàn)合格后,利用啟閉機(jī)將門葉落至底檻上放置,然后對(duì)閘門系統(tǒng)各部位進(jìn)行全面檢查,檢查水封與止水座板面的間隙及壓縮量,對(duì)壓縮量不均勻或存在間隙處進(jìn)行調(diào)整。
6 結(jié) 語
因受節(jié)點(diǎn)工期的限制,導(dǎo)流兼泄洪洞深孔閘門安裝,存在工期緊和與土建施工交叉作業(yè)問題,通過在豎井筒預(yù)留孔洞,解決了閘門運(yùn)輸和吊裝問題,減少了與土建施工的交叉作業(yè),經(jīng)過閘門埋件安裝、門葉的拼裝和焊接、靜平衡和全程無水啟閉試驗(yàn),閘門運(yùn)行良好,各項(xiàng)安裝施工質(zhì)量符合設(shè)計(jì)及規(guī)范要求,為如期截流打下了堅(jiān)實(shí)基礎(chǔ)。
1 左東啟,王世夏,林益才.水工建筑物:下冊(cè)[M].南京:河海大學(xué)出版社,1996:1-26.
2 馬云霞,金旺盛.平板鋼閘門及啟閉機(jī)安裝技術(shù)的應(yīng)用與探討[J].海河水利,2007(6):49-52.
3 唐繼洲.二灘水電站尾水管閘門及啟閉機(jī)的安裝[J].四川水力發(fā)電,2004,23(1):49-51.
4 王曉東.官廳水庫輸水泄洪洞閘門及啟閉機(jī)的安全檢測(cè)[J].北京水利,2003(2):19-20.
猜你喜歡
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:36
建材發(fā)展導(dǎo)向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34