鼓風機葉片粗加工工藝方案
2013-07-06 11:25:30漢川數控機床股份公司陜西漢中723003徐秋紅
金屬加工(冷加工) 2013年24期
關鍵詞:工藝
漢川數控機床股份公司 (陜西漢中 723003) 張 榮 陳 慧 念 勇 徐秋紅
葉片(見圖1)是鼓風機上的關鍵零件,表面粗糙度和輪廓精度要求較高,葉身較長、壁薄,形狀復雜,在普通機床或三軸數控機床粗加工難度大,而且數量多,因而制定合理的加工工藝方案,在保證質量的前提下提高效率就成為關鍵之一。
圖1 葉片
1. 毛坯狀態
材質為2Cr13,毛坯為模鍛件,其葉型及葉根大面單邊留量4~5mm,葉根長度留量10~15mm。鍛造后,葉根右端面見光,并且以葉型為基準,做出了3個φ4mm中心孔,葉根端面中心孔孔距為(96±0.10)mm,作為以下加工的工藝基準,如圖2所示,毛坯硬度為260~280HBW。

圖2 葉片毛坯
2. 加工要求
葉片加工的要求如下(見圖3):
(1)葉根尺寸(132±0.1)mm、44mm及65°±3′均按圖加工成形。
(2)葉型及葉根槽按造型單邊給最終精加工留量0.80~1.0mm。
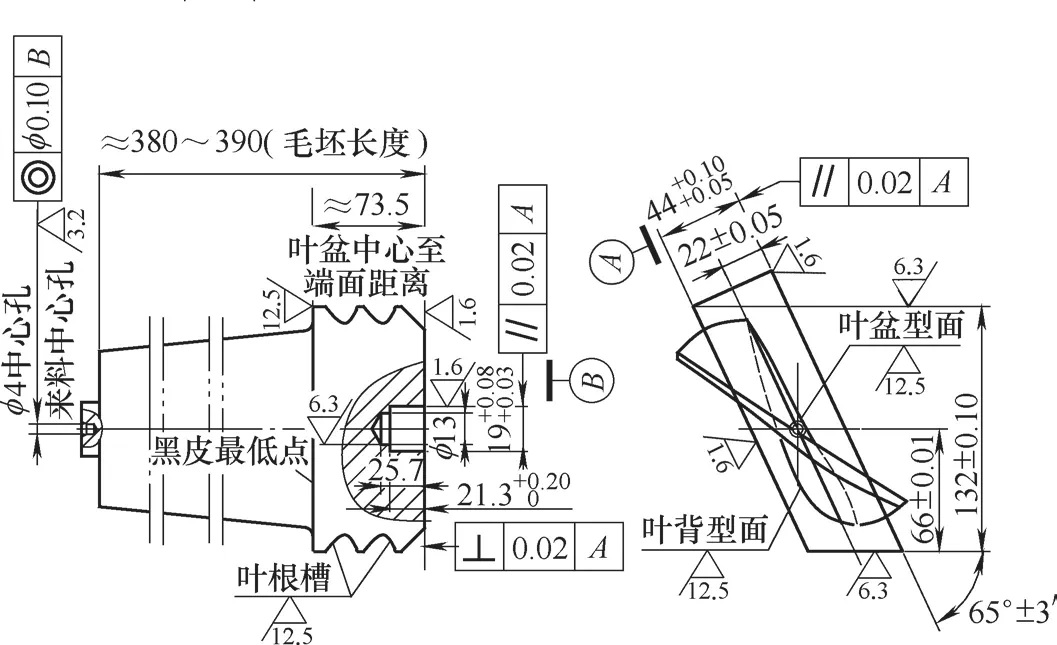
圖3 加工圖
3. 工藝難點
(1)工藝基準轉換:將葉根端面2個φ4mm中心孔轉化為φ19mm孔,保證孔與葉型端中心孔同軸度<0.10mm,工藝基準轉換的精度直接影響后序加工的零件質量。
(2)由于是大批量加工,應盡量減少零件加工過程中的輔助時間,包括零件裝夾、零件轉運等的時間,提高生產效率,保證進度要求。
4. 方案分析
通過對葉片毛坯情況及加工要求的分析,結合公司目前設備狀況,擬確定以下三種加工工藝方案。
(1)方案一:基準轉換:將葉根端面2個φ4mm中心孔轉化為φ35h7外圓作為后序加工的工藝基準,如圖4所示。

圖4 加工簡圖
利用傳統的加工方法,將3個φ4mm中心孔找正在同一平面內,并找正葉根端面2個φ4mm中心孔在中心處劃線,然后根據劃線在中心處鉆另一φ4mm中心孔,在車床上以兩端中心孔為基準頂車出φ3 5 h 7外圓作為后序銑葉根及鉆、絞φ19mm的工藝基準。
其工藝流程為:劃線→鉆中心孔→頂車φ35h7(工藝基準)→劃銑用線→銑葉根兩大面→銑葉根兩斜面→鉗去毛刺→平磨葉根兩大面→銑葉根端面,鉆、鉸φ19mm孔→在數控銑上以葉型端中心孔、φ19mm孔及A面為基準,上分度頭及專用工裝銑葉型及葉根槽,單邊留量0.8~1mm(定位簡圖見圖5)→鉗去毛刺,刻編號,裝箱。
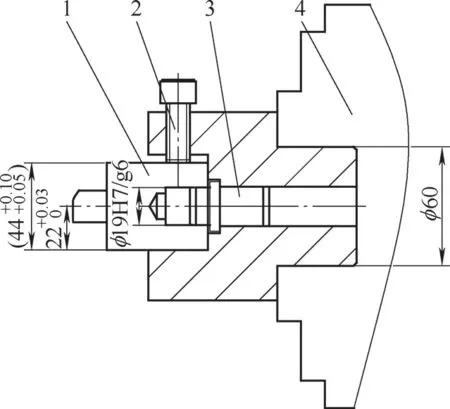
圖5 定位簡圖
此工藝流程的缺點是:由于葉片毛坯形狀不規則,劃線存在困難,且劃線誤差較大;由于車削時為斷續切削,故效率低,且刀具磨損嚴重;銑葉根面、端面及鉆、鉸孔時都以φ35h7外圓為基準,加工、測量方面都比較麻煩,效率低;需要普通機床多,勞動強度大;零件周轉次數多,裝夾次數多,輔助時間長,不易保證加工進度的要求,不適應大批量加工。
此工藝流程的優點是:專用工裝設計、制造簡單;銑葉型及葉根槽時,可以消除φ19mm孔與葉型端中心孔同軸的加工誤差,產生廢品幾率低。
(2)方案二:基準轉換:將葉根端2個φ4mm中心孔轉化為65°斜面及斜面(105±0.02)mm尺寸作為后序加工的工藝基準,用來料3個φ4mm中心孔為基準,做專用工裝銑葉根大面及葉根65°斜面,控制65°斜面尺寸為(132±0.02)mm;利用65°斜面定位,做專用工裝,銑葉根端面及鉆、鉸φ19m m孔(定位簡圖見圖6),加工時用φ40mm檢棒,根據計算尺寸來確定φ19mm孔X方向位置。
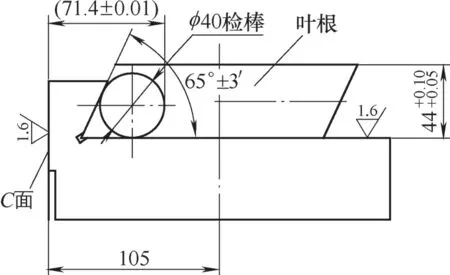
圖6 定位簡圖
其工藝流程為: 銑葉根兩大面→銑葉根兩斜面→鉗去毛刺→平磨葉根兩大面→銑葉根端面,鉆、鉸φ19mm孔→在數控銑上以葉型端中心孔、φ19mm孔及A面為基準,上分度頭及專用工裝銑葉型及葉根槽,單邊留量0.8~1mm(定位簡圖見圖5) →鉗去毛刺,刻編號,裝箱。
此工藝流程的缺點是:6 5°斜面尺寸(132±0.1)mm尺寸要求高,為了保證φ19mm孔與葉型端φ4mm中心孔同軸,132mm尺寸要控制在±0.02mm內,且表面粗糙度值要達到Ra=1.6μm,這樣增加了中間尺寸的控制,提高了加工難度零件裝夾麻煩,容易造成零件與定位面產生間隙,φ19mm孔與葉型端φ4mm中心孔同軸度小于0.10mm不易保證;專用工裝種類多(銑大面、銑斜面、銑端面及鉆、鉸孔、銑葉型及葉根都需要專用工裝),設計、制造麻煩。
此工藝流程的優點是:工序相對簡單,零件周轉次數減少,輔助時間縮短;銑葉型及葉根槽時,可以消除φ19mm孔與葉型端中心孔同軸的加工誤差。
(3)方案三:基準轉換:將葉型端2個φ4mm中心孔轉化為葉根面上深4mm臺階作為銑端面及鉆、鉸孔的工藝基準,要求臺階立面與大面垂直度不大于0.02mm,如圖7所示。利用來料3個φ4mm中心孔為定位基準,制作專用可轉位氣動工裝,一次裝夾銑葉根大面、葉根65°斜面,銑葉型及葉根槽留量,并且銑出銑端面時的定位基準。
其工藝流程為:銑葉根兩大面、兩斜面、銑葉型及葉根槽單邊留量0.8~1mm→鉗去毛刺→平磨葉根兩大面→銑葉根端面,鉆、鉸φ19mm孔(定位方式見圖8)→鉗去毛刺,刻編號。
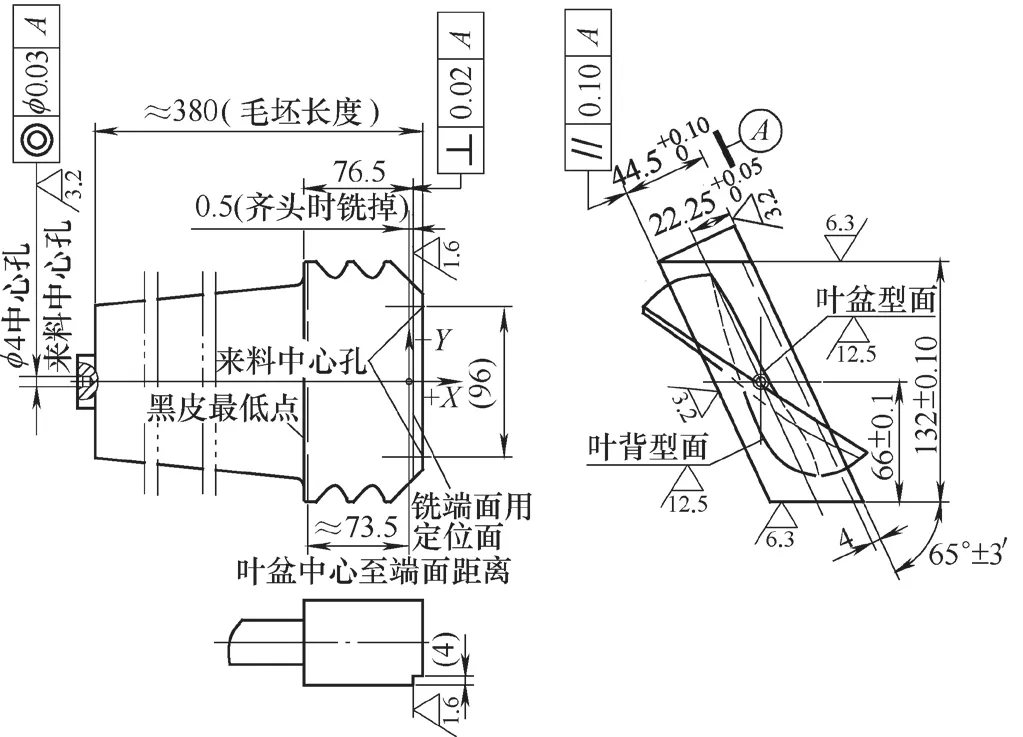
圖7 加工簡圖
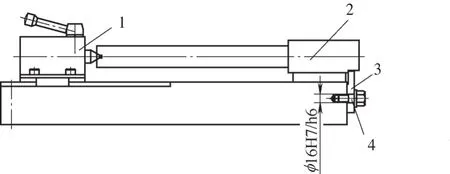
圖8 定位簡圖
此工藝流程的優點是:加工工序減少,便于大批量生產的組織及管理;零件周轉次數少,一次裝夾即可完成所有銑削工作,勞動強度大大減少,減少了加工的輔助時間,容易保證加工進度的要求,適應大批量加工;專用工裝種類少,只需要設計、制造銑用工裝及銑端面工裝;取消了分度頭,減少了資金投入。
此工藝流程的缺點是:專用工裝設計、制造復雜;最后工序銑端面及鉆、鉸孔,前序加工誤差無法消除,因此對工裝精度要求高。
5. 設備投入分析
按年產量10萬件,每月工作24天,每天三班進行計算(只考慮投入設備,不考慮使用人員):
設備臺數=100 000×工時定額/(12×24×3×8×60)
不同的工藝方案所選設備分別如表1、表2和表3所示。

表1 工藝方案一

表2 工藝方案二
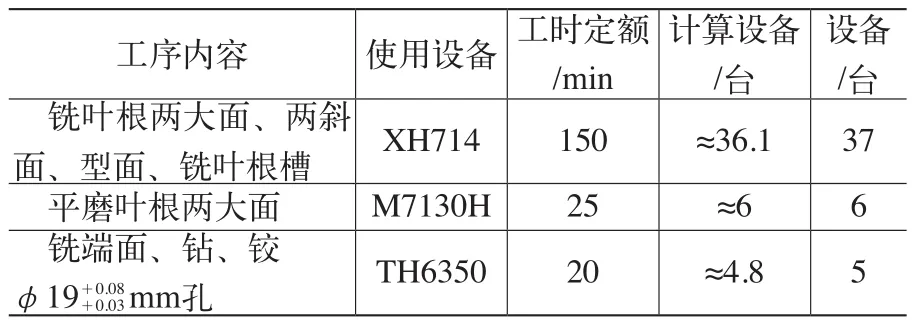
表3 工藝方案三
說明:①設備臺數為理論計算所得,未考慮機床故障、操作者損失時間等因素,實際投入機床數量要大于理論計算所得。②工藝方案三中,銑端面、鉆、鉸φ19mm孔工序小規格葉片可放在立式數控銑XK714上加工。
6. 結語
工藝方案一由于設備投入多,普通機床使用多因而勞動強度大,工序復雜,不適應大批量加工,可應用于試制或小批量葉片的加工。工藝方案二、工藝方案三都適應大批量葉片加工,綜合考慮設備投入、生產組織、零件轉運、勞動強度、生產效率等因素,工藝方案三最適合大批量生產。我公司加工采用工藝方案三,順利完成葉片的加工任務。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
