篦冷機(jī)三角架的工藝改進(jìn)
2013-07-06 11:25:28徐州中材裝備重型機(jī)械有限公司江蘇221006李洪翠
金屬加工(冷加工) 2013年16期
徐州中材裝備重型機(jī)械有限公司 ( 江蘇 221006) 李洪翠
我公司生產(chǎn)的行進(jìn)式穩(wěn)流冷卻機(jī),篦床部分基本單元采用四連桿機(jī)構(gòu)傳動(dòng)方式(見圖1),巧妙地通過三角架的旋擺運(yùn)動(dòng)產(chǎn)生篦床的往復(fù)直線運(yùn)動(dòng)。三角架在此四連桿機(jī)構(gòu)中起著重要作用,所以其各部分的加工精度直接影響四連桿機(jī)構(gòu)傳動(dòng)的精準(zhǔn)度。再加上三角架具有批量大,制作工序多,制造難度大的特點(diǎn),屬于四代篦冷機(jī)的關(guān)鍵件。本文重點(diǎn)介紹三角架的制作過程及工藝改進(jìn),供同行參考。
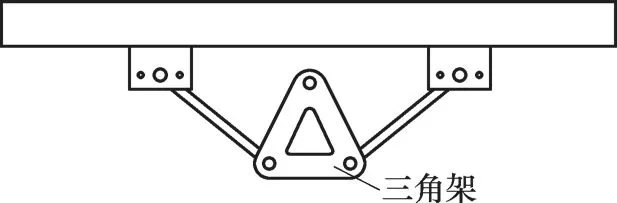
圖 1
1. 制造工藝分析及改進(jìn)方案
圖 2
從圖2中可以看出有3個(gè)關(guān)鍵點(diǎn),分別是:六孔的精度、位置度及同軸度的保證;兩側(cè)大平面加工后的平行度、公差尺寸及表面粗糙度,需要多個(gè)位置多個(gè)點(diǎn)同時(shí)驗(yàn)證,滿足圖樣設(shè)計(jì)要求;空間狹小的內(nèi)擋A(A的尺寸只有172mm)的公差及表面粗糙度、平行度的保證。下面逐點(diǎn)進(jìn)行分析。
在試制初期,考慮到批量大,加工周期長(zhǎng),再加上三角架本身特點(diǎn),公司定制了兩臺(tái)三角架專用機(jī)床,分別是銑兩側(cè)大平面的專機(jī),雙動(dòng)力頭,同時(shí)加工,定位基準(zhǔn)是提前銑好的三角架底平面。二是粗、精鏜六孔的專用機(jī)床,三軸聯(lián)動(dòng),專用工裝定位,一次裝夾完成六孔的粗、精鏜,保證圖樣及設(shè)計(jì)要求。銑內(nèi)擋由于空間狹小,無法使用專用機(jī)床,三角架的內(nèi)擋尺寸A需要另行加工。該加工面與銷軸端面配合直接影響軸承位,因而十分關(guān)鍵。盤銑刀的加工速度相對(duì)較快,但考慮到盤銑刀刀桿粗,若要想加工到圖樣要求的深度100mm,需要φ400mm的刀盤,但是空間有限,加工時(shí)刀盤會(huì)切削到兩側(cè)的鋼板。此方法不合適,如果用立銑刀加工倒是可以的。但事實(shí)證明該加工方式存在以下不足之處:
(1)由于內(nèi)擋尺寸的深度為100mm,立銑刀在加工時(shí),極易在加工面留下振刀紋,達(dá)不到表面粗糙度要求。
(2)由于加工深度大,銑刀吃力大,刀具容易損毀,通常每加工三件三角架就要換一把刀。
(3)加工過程繁瑣,需要多次打表找正,來保證內(nèi)擋尺寸。
(4)生產(chǎn)效率低,通常一個(gè)班只能完成三件三角架內(nèi)擋的銑加工。
由于效率低,這道工序嚴(yán)重制約我公司三角架的產(chǎn)量,占用好幾臺(tái)銑床,質(zhì)量也不穩(wěn)定,因此三角架內(nèi)擋加工成了生產(chǎn)瓶頸,三角架工藝改進(jìn)成了技術(shù)人員主要攻克對(duì)象。為解決此問題大家集思廣益,制造工裝并對(duì)機(jī)床進(jìn)行改造,經(jīng)過多次不斷試驗(yàn),制造了內(nèi)擋銑工裝,該工裝由定位工裝與刀架工裝兩部分組成,定位工裝(見圖3)底座1通過三個(gè)腰槽用銷釘固定在機(jī)床上有效保證三角架按相對(duì)于機(jī)床水平的位置固定,幾乎不受機(jī)床與刀桿振動(dòng)影響;立板2與3垂直焊接增強(qiáng)工裝的穩(wěn)固性;定位塊4為工件的定位基準(zhǔn),該件盡量做窄,以實(shí)現(xiàn)點(diǎn)接觸;三角架通過螺紋孔5與工裝壓緊;立板6根據(jù)三角架的角度做成楔形,楔形面與三角架的斜面相接觸,保證三角架在加工過程中始終與刀盤平行。

圖 3
刀架工裝(見圖4)由刀桿、隔套及兩件φ315mm錯(cuò)齒三面刃銑刀盤組成。內(nèi)擋銑刀桿直接將內(nèi)擋尺寸控制,在加工過程中無需再調(diào)刀,可一次加工成形。事實(shí)證明采用經(jīng)過改造的萬能升降銑床銑內(nèi)擋,滿足了圖樣尺寸要求,并存在以下優(yōu)點(diǎn):加工后的內(nèi)擋尺寸符合圖樣要求;加工表面粗糙度值小于圖樣要求;裝夾精確定位,裝夾臺(tái)調(diào)好位置后用定位銷固定在機(jī)床上,銑三角架無需再打表;加工速度大幅提高,現(xiàn)一班可加工完成18件,效率是原來的6倍以上,每月可完成2~3臺(tái)套三角架的加工,可與車間生產(chǎn)進(jìn)度同步,實(shí)現(xiàn)了三角架的完全自主加工;同時(shí)刀具的損毀率也大為降低,每加工一臺(tái)套三角架只需更換一次刀片。

圖 4
2. 工藝過程
三角架的工藝過程可簡(jiǎn)單概括為:數(shù)控下料后,鉚工工裝組對(duì)、點(diǎn)焊后檢查各尺寸,按焊接規(guī)范對(duì)稱焊接;退火后對(duì)三角架進(jìn)行整形,并注意檢查毛坯尺寸符合加工余量;噴砂見金屬色后,7h內(nèi)油漆內(nèi)擋,兩端加工面不油漆(以防粘刀);銑基準(zhǔn)面,上專機(jī)1銑兩側(cè)大平面,在普通鉆床上工裝鉆出六孔底孔;上專機(jī)2粗、精鏜六孔,采用一次裝夾銑內(nèi)擋工裝及改造后的萬能升降銑床,加工內(nèi)擋;最后以六孔為基準(zhǔn)鉆余孔,三角架即可待裝配。