圓錐滾子箱軸承套圈磨削加工工藝的改進
2013-07-06 11:25:28瓦房店軸承集團股份有限公司陳淑榮王江山
金屬加工(冷加工) 2013年16期
關鍵詞:工藝
瓦房店軸承集團股份有限公司 陳淑榮 王江山

技術科工程師 陳淑榮
隨著中國汽車工業技術的快速發展,汽車軸承的產品結構更趨復雜化。汽車軸承雖然是個小零件,但它與整車的可靠性、安全性和舒適性都有著密切關系,為了更好地滿足重型卡車軸承向自動化、輕量化、多檔化產品改型的需要,安裝在變速箱上的雙列圓錐滾子軸承結構正發生相應的改變。
1. 原有加工工藝存在的問題
圓錐滾子軸承350616R/C9YA10是變速箱軸承的一種,該套圈是外圈帶止動擋邊的雙列圓錐滾子軸承,該類軸承在承受徑向負荷的同時,可承受雙向軸向負荷,外圈擋邊設計能夠與裝配殼體配合,實現對軸承進行精確軸向定位,使軸承裝配后使用性能良好。
為了加強軸承的使用強度,止動擋邊與外徑連接處不得存在有深度的油溝,這種結構套圈由于沒有空刀槽,采用3MZ2120數控設備磨加工外徑表面及3MZ2212數控設備磨加工止動擋邊表面時,砂輪工作面均無法完全進入磨削區,連續加工2~3件產品后砂輪直角變鈍,形狀被破壞,使得產品止動擋邊與外徑連接部位不能“清根”,如圖1所示,R0.65mm處半徑越來越小,造成軸承安裝困難。

圖 1
2. 改進后磨削工藝方案
(1)工藝的改進 為解決不“清根”問題,需改變現有的產品磨削加工模式,以硬車過程代替粗磨。硬車工藝是指用車削的工藝方法作為淬硬鋼的最終加工或精加工。通常,車削只是淬火前進行的粗加工,直到20世紀90年代前,淬火后的精加工還只能采用磨削工藝,而車削也只能加工硬度不大于55HRC的工件。隨著高硬度切削材料和相關機床的發展,PCBN刀具、陶瓷刀具或新型硬質合金刀具在新型車床或車削加工中心上對淬硬鋼進行車削,其加工質量可以達到精磨的水平。大多數硬車的應用是替代磨削,目前,車削的硬度極限可達到68HRC,在發達國家硬車技術已被普遍應用,可加工各種零件,是代替磨削的經濟性加工工藝。

圖 2
本次采用沈陽機床廠出產的HTC2050數控車床硬車雙列外圈各表面,作為定位表面的端面和外圈止動擋邊外徑磨削完成后,一次裝夾硬車外圈止動擋邊→外徑→外圈雙滾道,替代粗磨各過程表面,止動擋邊硬車到圖樣尺寸,表面粗糙度值達到Ra=0.26μm。外徑及雙外圈滾道表面留出直徑0.10mm的終磨量(見圖2),同時在外徑方向車加工一個深度為0.05mm的油溝,作為外徑終磨時砂輪的空刀位置。磨削完成后,外徑和擋邊連接處無殘留量。同時,雙外圈滾道一次完成,兩滾道尺寸相互差0.02mm以內,為精磨兩滾道尺寸相互差在0.01mm提供保證,從而保證產品合套游隙的精確與穩定。新工藝可大幅度提高加工效率,降低加工成本。采用磨削加工工藝,止動擋邊、外徑、外圈雙滾道需4臺設備和4名操作人員,加工中需重復搬運和上、下料,硬車工藝1臺設備1名操作人員即可完成,采用陶瓷刀具,磨損后4個角度更替使用,調整方便。為了有效利用資源,操作者雙機操作HTC2050,單機定額300件。加工中操作者需打開防護門將產品放到卡具上,關上門加工;待加工完成,打開門拿出完成品同時裝上新的產品。如此,操作者每天開關設備防護門1 200余次。HTC2050設備防護門長850mm、寬115mm、深30mm,由于門大而重,如此頻繁地推拉開關,造成很大的勞動量,影響加工效率,增加勞動強度。故采用硬車工藝需對防護門進行改進,使之自動開關。
(2)數控磨床自動開關防護門改進 將一單作用氣缸固定在床體的頂部,一個方向上有孔,另一個方向上帶擋板的底座固定在另一側的防護門的頂部,其工作原理如圖3所示。
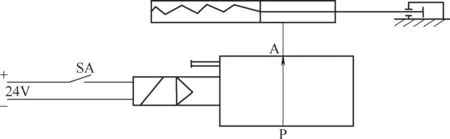
圖 3
按動開關鈕,氣閥線圈得電,產生電磁力推動滑芯移動,此時氣缸一端輸入壓縮空氣,當氣缸左腔進氣時,氣壓由P→A,氣體的壓力克服彈簧的作用力,使活塞桿伸出,推動防護門頂部的底座,帶動防護門打開;按動開關鈕,氣閥線圈失電,左腔無氣,活塞桿在彈簧的作用下自動返回,活塞桿帶動底座反方向運動,門關閉。防護門開關過程僅需5s,動作耗時縮短了5倍,操作人員按動開關,無需用力,極大地減輕了操作工人的勞動強度,同時制作非常簡單,使用便利,效果顯著。將現有數控設備12臺全部改制,同時與廠家磋商,對出廠設備進行改進,增加自動開關功能,完善設備性能。
3. 結語
汽車制造業的大多數零件是在熱處理后進行最終精度或形狀的加工,硬車削正作為替代磨削的一種經濟性方法正在普及。目前,國外越來越多的企業已認識硬車削的優點,而國內還是以磨削的方法為主,主要是由于刀具(如PCBN)的成本問題,使很多企業仍把它看作為一種昂貴的工藝,但硬車工藝的多工序合并加工等優勢極大地降低了加工綜合成本。在激烈的市場競爭中,通過技術和工藝改進,得到高質量、高效率、低成本、低工作量的軸承加工過程,提升產品的性價比、可靠性、穩定性,是在競爭中獲勝的重要途徑。本次外圈帶止動擋邊的雙列圓錐滾子軸承加工過程的改進,以硬車代替粗磨,多工序合并加工,效率提高,同時使產品形狀得以保證,滿足了用戶需求。氣動防護門的設計使用,可以有效降低操作者的勞動強度,不至使操作人員因為疲勞作業而導致質量事故,讓操作變得快捷省力,為用戶提供更可靠的質量保證。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52