座環(huán)工地加工設(shè)備安裝及調(diào)整工藝性分析
2013-07-02 03:29:30齊桂華姜國(guó)華黃海玉
大電機(jī)技術(shù) 2013年3期
關(guān)鍵詞:設(shè)備
齊桂華,姜國(guó)華,黃海玉
(哈爾濱電機(jī)廠有限責(zé)任公司,哈爾濱 150040)
前言
我公司以往工地座環(huán)的加工主要以工地打磨為主,隨著大型機(jī)組的不斷開發(fā)制造和業(yè)主對(duì)機(jī)組制造質(zhì)量的要求提高,座環(huán)的工地加工日益普遍。大型座環(huán)的加工可以提供高質(zhì)量的安裝尺寸和表面質(zhì)量,消除澆筑和安裝焊接變形,從而提高整機(jī)的安裝精度,保證機(jī)組較好運(yùn)行。大型座環(huán)的工地加工,特別是機(jī)組帶筒閥結(jié)構(gòu)的大型座環(huán),設(shè)計(jì)結(jié)構(gòu)要求多個(gè)部位在工地加工。我公司糯扎渡、溪洛渡、向家壩等大機(jī)組座環(huán)均要求廠內(nèi)粗加工,工地精加工,且座環(huán)尺寸大、重量重。對(duì)于帶有筒閥結(jié)構(gòu)的糯扎渡、溪洛渡機(jī)組,加工部位與不帶有筒閥結(jié)構(gòu)的向家壩機(jī)組相比要求精度高,加工部位多。
座環(huán)工地加工設(shè)備應(yīng)結(jié)構(gòu)簡(jiǎn)單,安裝、拆卸安全,工作穩(wěn)定、可靠,操作、調(diào)整、維修方便。加工設(shè)備的安裝及調(diào)整精度,能保證工地座環(huán)的加工質(zhì)量,節(jié)約生產(chǎn)周期。因此,有必要對(duì)工地加工設(shè)備的安裝及調(diào)整精度進(jìn)行分析及總結(jié),為同類設(shè)備的安裝提供經(jīng)驗(yàn)。
1 工地加工設(shè)備的特點(diǎn)及安裝難點(diǎn)
加工設(shè)備由上支承梁、下支承梁、中心旋轉(zhuǎn)立柱、支臂橫梁、車刀架、磨頭裝置、主傳動(dòng)裝置、帶徑向和軸向的進(jìn)給傳動(dòng)裝置、橫梁平衡裝置、上下支梁安全防護(hù)走臺(tái)、刀架操作隨行走臺(tái)、液壓及潤(rùn)滑裝置、附件及電氣系統(tǒng)等主要部件組成。主要存在以下難點(diǎn):
(1)設(shè)備安裝定位基礎(chǔ)的確定
(2)安裝前設(shè)備安裝基準(zhǔn)的確定
(3)基座焊接
(4)止漏環(huán)預(yù)就位
(5)機(jī)床設(shè)備安裝
(6)安裝下平臺(tái)
2 工地加工設(shè)備安裝及調(diào)整工藝分析
2.1 設(shè)備安裝定位基礎(chǔ)的確定
為保證工地機(jī)床正常加工座環(huán),需要將設(shè)備安裝固定在安裝基礎(chǔ)的相應(yīng)位置,并對(duì)基礎(chǔ)進(jìn)行相應(yīng)的加固措施,以滿足承載設(shè)備重量和保證加工座環(huán)的精度。
設(shè)備基礎(chǔ)要求根據(jù)機(jī)組的結(jié)構(gòu)進(jìn)行相應(yīng)的布置,避開一些坑道、管路、管口等無法埋設(shè)基礎(chǔ)錨鉤的設(shè)施。一般安裝在機(jī)坑里襯和尾水錐管或基礎(chǔ)環(huán)的內(nèi)壁上,并設(shè)置上、下各8等分的基礎(chǔ)支座,如圖1所示。
2.2 安裝前確定設(shè)備安裝基準(zhǔn)
座環(huán)焊接和澆注完畢后機(jī)組的安裝高程即已確定,該高程即固定導(dǎo)葉的平均高程,也即為水輪機(jī)安裝高程,該高程作為設(shè)備安裝調(diào)水平的基準(zhǔn),也是加工時(shí)的高度測(cè)量基準(zhǔn)面,以此分別測(cè)量座環(huán)加工平面高程,檢查各平面加工余量。

圖1 座環(huán)設(shè)備基礎(chǔ)安裝布置
設(shè)備安裝中心的確定,是以座環(huán)下環(huán)板內(nèi)圓為基準(zhǔn),通過測(cè)量桿,打百分表測(cè)量與座環(huán)各圓同心度和檢查各圓的余量情況,并復(fù)查座環(huán)加工后頂蓋、底環(huán)把合螺栓孔的節(jié)圓中心的偏差。
設(shè)備的安裝以上述確定的中心線和水平線為基準(zhǔn),待設(shè)備安裝后對(duì)座環(huán)進(jìn)行全面測(cè)量和記錄,確認(rèn)各加工面的加工余量和加工后的最終尺寸。檢查各圓和平面的加工余量是否足夠,及工件變形、位置變化情況。對(duì)座環(huán)加工面的負(fù)區(qū)域,進(jìn)行局部補(bǔ)焊處理。
座環(huán)機(jī)床設(shè)備在機(jī)坑里襯、上部基礎(chǔ)襯臂共有16個(gè)基礎(chǔ)座。以座環(huán)導(dǎo)水機(jī)構(gòu)中心線為基準(zhǔn),用水準(zhǔn)儀劃出安裝設(shè)備的上、下各8個(gè)基座高度位置,該上、下8處基座在同一平面內(nèi)。該基礎(chǔ)座必須保證高度、位置準(zhǔn)確,使設(shè)備順利安裝就位。
2.3 機(jī)床設(shè)備安裝
機(jī)床設(shè)備的安裝工藝流程按如下進(jìn)行:
安裝下平臺(tái)→安裝旋轉(zhuǎn)立柱→安裝橫梁各部件→安裝上平臺(tái)→安裝旋轉(zhuǎn)立柱的主傳動(dòng)裝置→安裝橫梁上其余部件→機(jī)床電氣的安裝與布置→旋轉(zhuǎn)立柱及各項(xiàng)精度的調(diào)整檢查→設(shè)備精度檢查與調(diào)試
2.3.1 安裝下平臺(tái)
設(shè)備安裝首先從下平臺(tái)的安裝開始,主要步驟和工藝要求按以下進(jìn)行:
(1)先將8個(gè)下支撐臂與下平臺(tái)清理后在安裝廠房?jī)?nèi)進(jìn)行裝配組合,把緊螺釘。
(2)安裝下平臺(tái)各部件,將下平臺(tái)分別用可調(diào)墊鐵和固定螺釘固定在各基座支點(diǎn)上,以下平臺(tái)平面作為基準(zhǔn),調(diào)整各支點(diǎn)上的調(diào)整墊鐵,用平尺和水平儀按8點(diǎn)等分檢查,并調(diào)整下平臺(tái)平面水平,暫不用緊固、頂緊固定螺釘。
(3)安裝下立柱支座,暫不把緊,在下立柱支座上裝配找正臺(tái)架,如圖2所示。
(4)在找正臺(tái)架上裝找正測(cè)量桿、百分表,8等分測(cè)量與下環(huán)板內(nèi)圓距離,調(diào)整找正臺(tái)架中心位置,并復(fù)查和調(diào)整找正臺(tái)架中心位置與下環(huán)板上平面的 4個(gè)機(jī)組中心線基準(zhǔn)點(diǎn)同心;
(5)重新檢查下平臺(tái)水平度,如超差按上序重新調(diào)平,調(diào)平后再?gòu)?fù)查同心度,直至下平臺(tái)水平度和同心度均合格為止。
(6)將下平臺(tái)緊固并頂緊固定螺釘,復(fù)查平臺(tái)水平度和下立柱支座同心度應(yīng)合格。
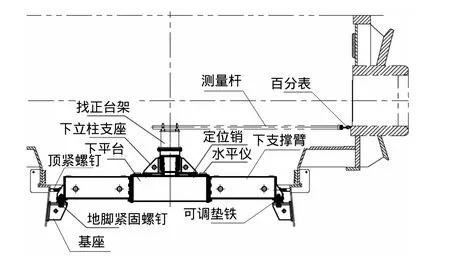
圖2
2.3.2 旋轉(zhuǎn)立柱的安裝
旋轉(zhuǎn)立柱是設(shè)備的主要部件,為保證設(shè)備加工精度,旋轉(zhuǎn)立柱安裝有一定的精度要求,具體安裝如下:
(1)下空心軸裝配到立柱支座內(nèi),將裝配體安裝到下支撐平臺(tái)定位止口處,復(fù)查裝配體下空心軸處裝旋轉(zhuǎn)立柱的上平面,如果超差,應(yīng)調(diào)整支座,加墊調(diào)平,立柱支座裝配把合螺釘,但暫不把緊,以配合旋轉(zhuǎn)立柱上部后序的精調(diào)。
(2)旋轉(zhuǎn)立柱在安裝前,先安裝好上傳動(dòng)軸,并把緊螺釘。
(3)為方便橫梁的安裝,清洗立柱齒條后,將橫梁滑座安裝在立柱體上,緊固滑座上的鎖緊螺釘,使旋轉(zhuǎn)立柱部件與橫梁滑座一起吊裝。
(4)安裝旋轉(zhuǎn)立柱部件并與下支座上的空心軸裝配把合,上部暫時(shí)懸空,將橫梁滑座放至下部,并支撐牢固。
2.3.3 橫梁各部件安裝
旋轉(zhuǎn)立柱安裝后,在立柱上依次吊裝橫梁升降箱、橫梁聯(lián)結(jié)梁、 橫梁平衡裝置,如圖4所示安裝工藝步驟如下:

圖3
(1)首先清洗橫梁升降減速箱,安裝升降箱于橫梁滑座體上;
(2)安裝時(shí)將橫梁組件置于立柱下部,依靠下平臺(tái)周圍設(shè)置支點(diǎn)。用墊塊和千斤頂對(duì)稱4點(diǎn)支撐橫梁升降箱、滑座、聯(lián)接梁裝配體,使旋轉(zhuǎn)立柱固定并避免偏載,如圖4所示。
(3)安裝橫梁平衡裝置時(shí),平衡重物暫不裝配。
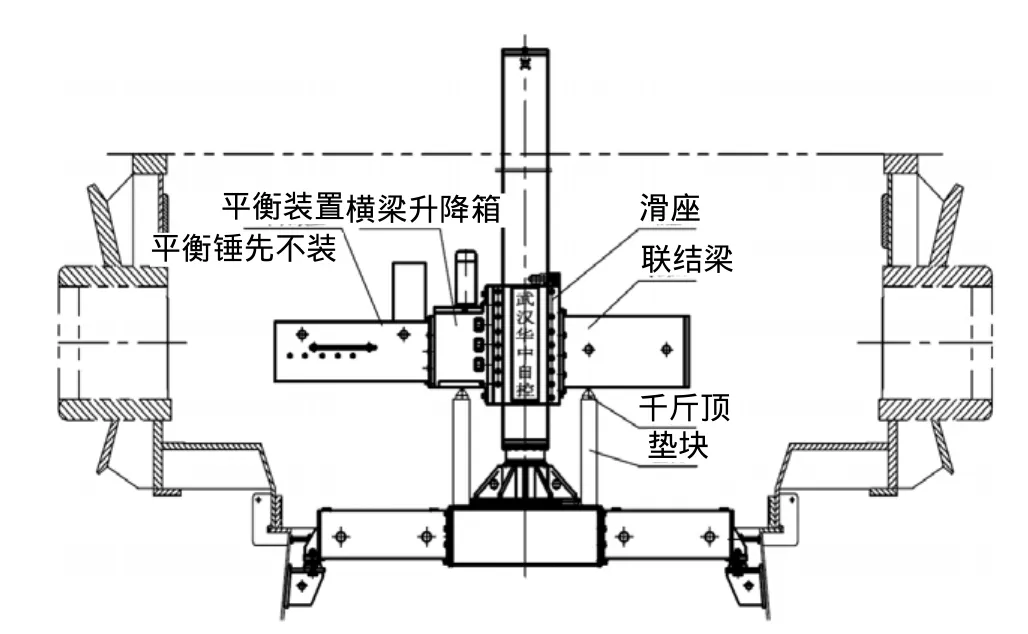
圖4
2.3.4 安裝上平臺(tái)
旋轉(zhuǎn)立柱安裝完畢后,進(jìn)行上平臺(tái)的安裝,安裝工藝如下:
(1)將8個(gè)上支撐臂與上平臺(tái)在安裝廠房?jī)?nèi)先裝配組合,把緊螺釘。
(2)安裝上平臺(tái)各部件。上平臺(tái)和支臂安裝時(shí),設(shè)有護(hù)欄的支臂位置應(yīng)設(shè)在機(jī)坑進(jìn)入門上方附近,以方便設(shè)備檢修及安裝。
(3)將上平臺(tái)分別可調(diào)墊鐵和固定螺釘固定在各基座支點(diǎn)上,根據(jù)旋轉(zhuǎn)立柱的上傳動(dòng)軸的位置,粗調(diào)整上平臺(tái)中心位置。以上平臺(tái)平面作為基準(zhǔn),調(diào)整各支點(diǎn)上的調(diào)整墊鐵,用平尺和水平儀多方位檢查,調(diào)整上平臺(tái)平面水平,暫不用緊固、頂緊固定螺釘。
(4)以旋轉(zhuǎn)立柱的上傳動(dòng)軸為基準(zhǔn),測(cè)量與上平臺(tái)內(nèi)孔距離,并調(diào)整上平臺(tái)。
(5)重新檢查上平臺(tái)水平度,如超差按上序重新調(diào)平,調(diào)平后再?gòu)?fù)查同心度,直至上平臺(tái)水平度和同心度均合格為止。
(6)將上平臺(tái)緊固并頂緊固定螺釘,復(fù)查平臺(tái)水平度和同心度。
(7)機(jī)電配合安裝拖鏈支架,吊裝主傳動(dòng)箱,然后緊固滑座鎖緊螺母,拆卸橫梁千斤頂和支撐墊塊。
2.3.5 安裝旋轉(zhuǎn)立柱主傳動(dòng)裝置
設(shè)備主傳動(dòng)裝置在安裝前,先將各部件在安裝間清理、裝配好,以備整體吊裝。主傳動(dòng)裝置裝在設(shè)備頂部,此時(shí)調(diào)整頂緊螺釘,使中間旋轉(zhuǎn)立柱置鉛直狀態(tài),檢查并調(diào)整旋轉(zhuǎn)立柱的垂直度,然后緊固立柱與下空心軸面聯(lián)結(jié)螺釘,使其定位。
按設(shè)備使用說明書對(duì)立柱回轉(zhuǎn)精度進(jìn)行檢測(cè)和調(diào)整:即在立柱下支點(diǎn)不動(dòng)的前提下手動(dòng)回轉(zhuǎn)立柱,調(diào)整立柱上回轉(zhuǎn)支點(diǎn),打表檢測(cè)圓跳動(dòng),此時(shí)立柱手動(dòng)應(yīng)回轉(zhuǎn)輕松自如,合格后,壓緊壓板,緊固主傳動(dòng)以定位。安裝調(diào)整合格后再安裝主傳動(dòng)裝置其余部件。
2.3.6 橫梁上其余部件的安裝
在立柱中間段依次吊裝下列部件:橫梁與刀架部件;刀架進(jìn)給箱;橫梁走臺(tái)等部件。
3.3.7 機(jī)床電氣的安裝與布置
設(shè)備機(jī)床電柜分兩個(gè)部分安裝布置,其中主控制柜安裝于橫梁平衡裝置部件處,內(nèi)部隨橫梁運(yùn)轉(zhuǎn);副電柜固定安裝在上平臺(tái)支架上,可方便操作與控制。
操縱箱安裝在橫梁走臺(tái)上,設(shè)有手持盒,方便對(duì)刀操作;主傳動(dòng)箱頂部安裝旋轉(zhuǎn)電路裝置,完成總電源輸入與信號(hào)傳輸,并配裝手持盒。然后安裝機(jī)床所有油管、電氣布線及機(jī)床照明等。
2.3.8 旋轉(zhuǎn)立柱及各項(xiàng)精度的調(diào)整檢查
初步安裝完畢后,進(jìn)行設(shè)備旋轉(zhuǎn)立柱及各項(xiàng)精度的調(diào)整檢查。低速運(yùn)轉(zhuǎn)主傳動(dòng)系統(tǒng),通過找正座環(huán)內(nèi)圓復(fù)查旋轉(zhuǎn)立柱的精度,并使座環(huán)各內(nèi)圓有足夠的加工余量。然后精調(diào)整主傳動(dòng)裝置頂緊螺釘,使旋轉(zhuǎn)立柱上、下支點(diǎn)同軸(立柱運(yùn)轉(zhuǎn)靈活)、然后緊固主傳動(dòng)部件與上、下平臺(tái)結(jié)合面螺釘,使其定位,啟動(dòng)電機(jī)試運(yùn)行,直至旋轉(zhuǎn)立柱運(yùn)轉(zhuǎn)正常。最終按安裝使用說明書檢查并調(diào)整橫梁及刀架精度,滿足機(jī)床安裝精度要求。
2.3.9 設(shè)備檢查
設(shè)備按以下內(nèi)容進(jìn)行全面檢查:
(1)按機(jī)床安裝使用說明書的安裝精度要求檢查機(jī)床精度。
(2)按機(jī)床安裝使用說明書的要求對(duì)機(jī)床各功能進(jìn)行全面檢查。
(3)機(jī)床進(jìn)行試加工,并根據(jù)設(shè)備合格證要求對(duì)機(jī)床的切削性能和加工精度進(jìn)行檢查。
3 結(jié)論
通過大型座環(huán)工地加工設(shè)備現(xiàn)場(chǎng)成功安裝及使用,我公司在座環(huán)工地打磨設(shè)備的基礎(chǔ)上,對(duì)大型座環(huán)的工地加工技術(shù)不僅有了進(jìn)一步提高,而且為其他機(jī)組工地加工座環(huán)提供了寶貴的座環(huán)工地加工設(shè)備安裝及調(diào)整經(jīng)驗(yàn)。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
