控制器按鈕罩復合模設計
2013-06-29 02:26:26季小輝裘劍峰杜佳東丁華天
鍛壓裝備與制造技術 2013年1期
關鍵詞:設計
季小輝,裘劍峰,杜佳東,丁華天,王 蕾
(臺州學院 機械工程學院,浙江 臺州 318000)
1 引言
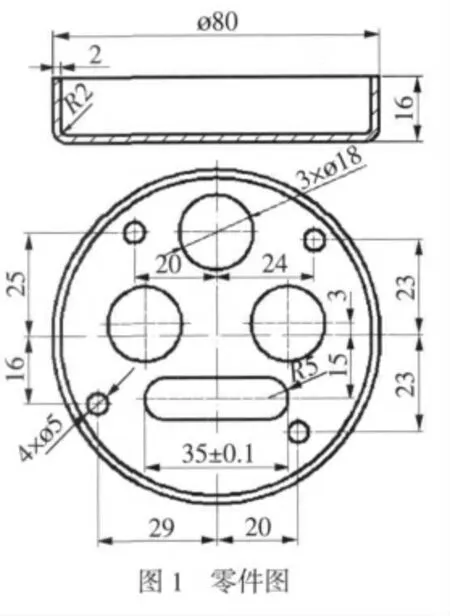
圖1 所示為按鈕罩外殼零件,材料08 鋼,料厚2mm,要求制造精度為IT14 級,并保證孔間距相對位置,筒壁邊緣光滑無毛刺,筒底平整,彎曲部位無褶皺及劃傷,大批量生產。從外形上看,此零件為淺桶形類,成形相對簡單,可以通過復合模一次成形零件筒底分布著八個孔,數量多,形狀種類多,相對位置精度要求高,造成成形難度大,若采用多次沖孔成形則難以保證相對位置。因此用一套模具并設計為階梯沖孔,既保證相對位置精度又降低沖壓力。同時,零件筒底平整、無刮痕的要求進一步提高了模具設計的難度。
2 成形工藝與仿真分析
2.1 成形工藝分析
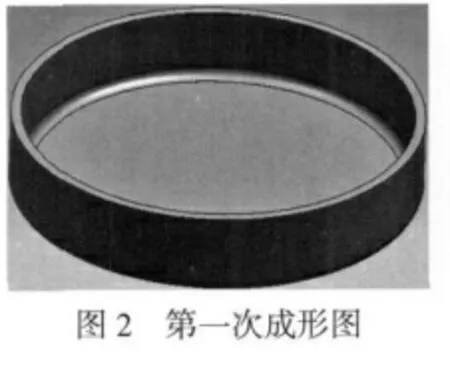
根據零件分析,初步擬定需進行落料、拉深、沖孔及切邊工序。為保證零件表面平整且無劃痕的精度要求,先用一套模具進行落料、拉深兩工序。從圖2所示的零件毛坯圖可知,因筒壁較淺,其拉深系數為0.76>0.6,可以一次拉深成形。其次,如圖2 所示的首次拉深的筒形又為下一步模具的沖孔起到了定位作用(圓形件旋轉不影響定位)。而第二套模具采用8個工位的階梯沖孔模,為定位方便將沖孔凹模做成與工件相配合的外形。在一塊推件板及一根延遲推桿的作用下順利進行沖孔及推件,其中沖孔凹模與毛坯工件之間保證H7/e6 的間隙配合。
2.2 仿真分析
本設計還對該拉深過程進行了Deform 分析,研究其拉深過程中的等效應力、應變及破壞情況,保證所設計的模具滿足零件表面平整且無拉裂、起皺現象提供一個更有利的理論依據。
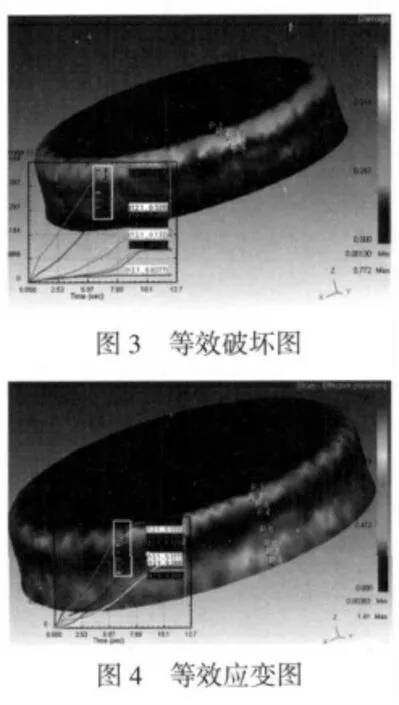
由圖3 可知,零件拉伸過程中拉深凸模圓角處破壞最嚴重處,是極易發生拉裂的部位。其與拉深理論相符,表明仿真結果符合實際。該零件破壞最大處為 0.461<0.772,說明該模具結構設計合理,符合成形要求。
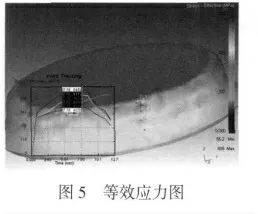
由圖4 可知,零件拉深過程中等效應變最大處出現在筒壁和凸模圓角部分。原因在于筒壁部分是由材料塑性流動轉移而成的,而凸模圓角部分承受著徑向和切向拉應力的作用,因此變薄現象比筒壁部分嚴重得多。圖示處也是筒壁和凸模圓角部分等效應變最大,最大值0.4032<1.41,說明模具符合設計要求。
由圖5 可知,零件等效應力最大處在凸模圓角部分。該部分承受徑向和切向拉應力的作用,同時在厚度方向由于凸模的壓力和彎曲作用而受到壓應力的作用。仿真結果符合設計要求,再據圖中所示最大應力545MPa<606MPa,不會產生拉裂現象。說明模具符合設計要求。
3 模具設計
(1)模架及導向
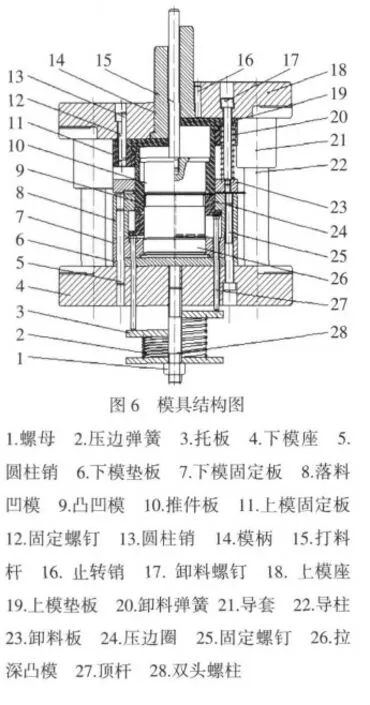
模具結構如圖6 所示。為方便加工及降低成本,采用標準模架,模具采用后側導柱滑動導向模架,包括后導向滑動導向組件(主導柱21、導套22)、上模座18、模柄14、下模座4。上模部分由上模座18、上墊板19、上模固定板11、卸料板23 等組成,其中上模座、上墊板、上模固定板通過標準緊固件和定位銷聯為一體。為保證模具制造精度和裝配精度,卸料板采用4 根卸料螺釘,另外,主導套與上模座采用厭氧膠粘接固定,以適當降低導套孔的加工精度,避免多導向組件重復定位,保證模具的整體裝配精度。下模部分由下模座4、凹模板8、下墊板6、拉深凸模26、下模固定板7 等組成并通過標準緊固件和定位銷聯為一體。
(2)導料和定位
該級進模具為卷料供料生產,送料粗定距依靠送料機的送料精度,精確定位則由模內的擋料銷完成。由于采用復合模,因此只需保證送料步距精度即可,其定位累積誤差可控制在0.02mm 以內。模具閉合沖裁一次完成后由兼取導料和浮料作用的導料銷實現順利送進。另外,在適當位置添加浮料機構,盡可能使料帶整體脫離凹模表面向前送進。
(3)壓料與卸料
模具壓料與卸料彈力由推件塊10、壓邊圈24及卸料板23 組成,三個部件都能起卸料作用,其中推件塊和壓邊圈既起推件作用又起壓邊作用。通過調節下端的止付螺母1 的位置可以調節壓料彈簧的預壓力,從而實現壓料力的平衡調節。另外,利用分別安裝在上下模座上的限位柱來控制閉模間隙,既可為防止工作時因壓力過大而導致料帶嚴重壓薄,又可避免初始送料時模具尾端無料帶而引起的模具不平衡,從而保護模具。
4 結束語
通過合理安排零件成形工序,設計出切實可行的輔助成形機構和模具結構,生產的零件質量良好,可為此類零件的復合模設計提供參考。
[1]劉占軍.接插件多工位級進模設計[J].鍛壓技術,2007,33(1):96-98.
[2]郭 雷,黃珍媛,阮 鋒,等.接觸端子精密級進模設計[J].模具工業,2007,33(2):11-14.
[3]王 蕾,范 劍.雙向旋轉技術在接插件端子級進模中的應用[J].鍛壓裝備與制造技術,2007,42(4).
[4]劉 云,王 蕾.旋切機構在級進模具中的應用[J].鍛壓裝備與制造技術,2009,44(6).
[5]李靈潔,王 蕾.折彎校正一體化機構在級進模具計中的應用[J].鍛壓裝備與制造技術,2009,44(3):101-103.
[6]歐陽波儀.引線框多工位精密級進模設計[J].模具制造,2007,(4):15-18.
[7]丁松聚.冷沖模設計[M].北京:機械工業出版社,2010.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
