基于數值模擬的封蓋沖壓工藝及模具設計
2013-06-29 02:26:24丁華天杜佳東裘劍峰
鍛壓裝備與制造技術 2013年1期
丁華天,杜佳東,裘劍峰,王 蕾
(臺州學院 機械工程學院,浙江 臺州 318000)
1 引言
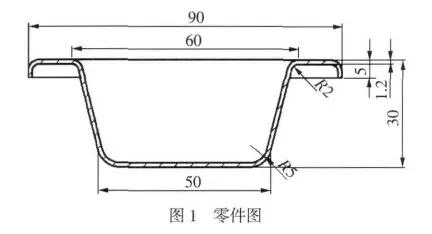
圖1 所示為某封蓋零件,材料08 鋼,料厚2mm,要求制造精度為IT14 級。此零件為帶凸緣的錐筒形件,需要采用拉深成形,經過分析得到的加工過程為:落料、一次拉深、二次拉深、反向拉深、切邊五道工序。對五道工序進行可行性分析,將落料、首次拉深復合成第一套模具,將二次拉深、反向拉深、切邊復合成第二套模具。本零件用于密封,因此有一定的粗糙度和精度要求,模具的成形難點在于第二套模具工件的定位問題,反向切邊質量的保證等。
2 成形工藝與仿真分析
2.1 成形工藝分析
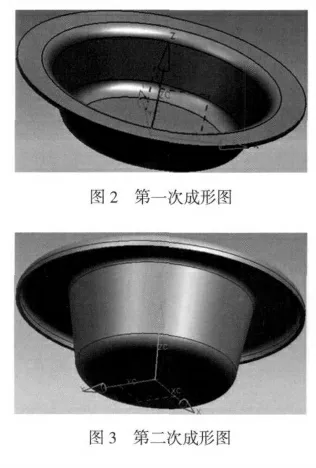
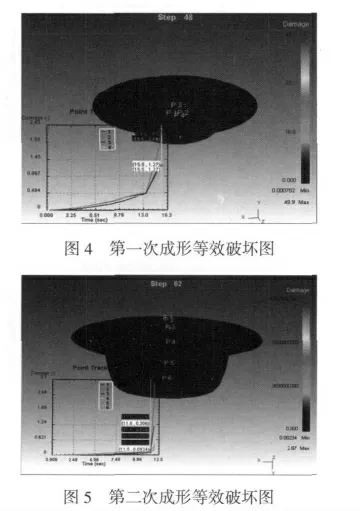
通過對產品零件的形狀、尺寸與材料性質分析,可知該零件適合沖裁和拉深。沖裁該零件包括落料、拉深、反拉深三個基本的工序,且是大批量生產,符合復合沖壓模批量越大效率提高越明顯的特點。相對于單工序模來說,復合模具有生產效率高,沖壓件精度高的特點;相對于級進模來說,又具有體積相對緊湊,定位精度高,定位方便的特點。符合當前模具發展趨勢。整個工藝采用復合模,使用兩套模具,在第一套模具上進行落料和拉深,成形后如圖2 所示;在第二套模具上進行反拉深,模具相對較復雜,但能更好地保證精度,提高生產效率,成形后如圖3 所示。
2.2 仿真分析
本次設計利用模擬軟件對拉深過程進行仿真分析,研究其拉深過程中的等效應力、應變及破壞情況,初步擬定落料、拉深、沖孔及切邊等工序,并為生產出的零件實現表面平整無拉裂、起皺提供理論依據。
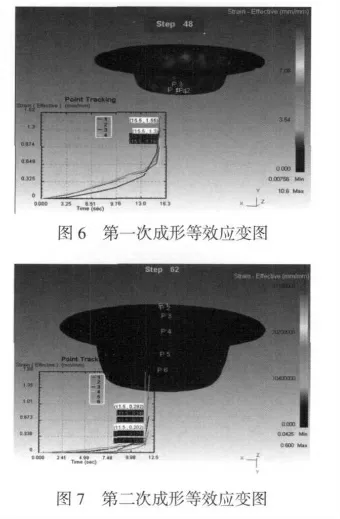
由圖4 可知,零件第一次成形拉深過程中凸模圓角破壞最嚴重,是極易發生拉裂的部位。這與拉深理論相符,表明仿真結果符合實際。該零件破壞最大處為2.3<49.9,說明該模具結構設計合理,符合設計要求;由圖5 第二次成形過程云圖同樣可知模具結構設計合理,符合要求。
由圖6 可知,零件第一次成形拉深過程中等效應變發生在筒壁和凸模圓角部分。原因在于筒壁部分是由材料塑性流動轉移而成,而凸模圓角部分承受著徑向和切向拉應力的作用,因此變薄現象比筒壁部分嚴重得多。圖示處也是筒壁和凸模圓角部分等效應變最大,最大值1.55<10.6,說明模具符合設計要求;由圖7 第二次成形仿真云圖中,同樣可知模具設計符合要求。
由圖8 可知,零件等效應力最大處在凸模圓角部分。該部分承受徑向和切向拉應力作用,同時在厚度方向因受凸模壓力和彎曲作用而受到壓應力作用。仿真結果符合設計要求,再據圖中所示最大應力606MPa<615MPa,不會產生拉裂現象,說明模具符合設計要求;由圖9 同樣可知模具設計符合要求。
3 模具設計
3.1 模具結構
3.1.1 第一套模具
(1)模架及導向
模具結構如圖10 所示,該零件筒形件要求較高,為保證零件精度要求,采用復合模。為方便加工及降低成本,采用標準模架,模具采用后側導柱滑動導向模架,包括后導向滑動導向組件(主導柱22、導套21)、上模座17、模柄14、下模座4。上模部分由上模座17、上墊板19、凸凹模固定板11、卸料板24 等組成,其中上模座、上墊板、上模固定板通過標準緊固件和定位銷聯為一體。為保證模具制造精度和裝配精度,卸料板采用4 根卸料螺釘,另外,主導套與上模座采用厭氧膠粘接固定,以適當降低導套孔的加工精度,避免內孔處導向組件重復定位,保證模具的整體裝配精度。下模部分由下模座4、落料凹模8、下墊板6 、拉深凸模27、拉伸凸模固定板7 等組成并通過標準緊固件和定位銷聯為一體。
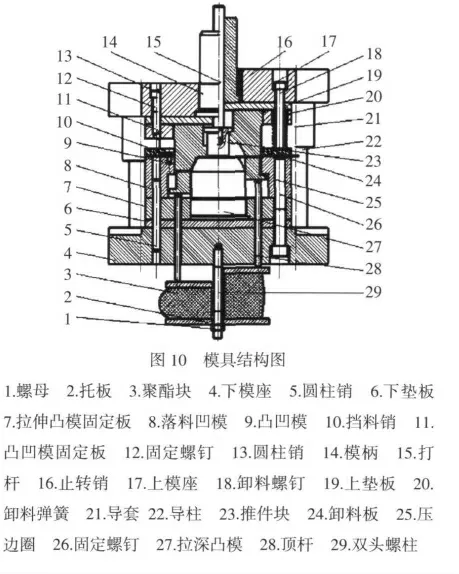
(2)定位和導料
該復合模具為卷料供料生產,板料在模具中必須有正確的位置,才能保證沖裁出外形完整的合格零件,正確的位置是依靠定位零件來保證的。前端用固定擋料銷保證條料的步距。送料粗定距依靠送料機送料精度,精確定位由模內的擋料銷完成,由于采用復合模,因此只需保證送料步距精度即可,其定位累積誤差可控制在0.02mm 以內。此道工序不采用側壓裝置,由兩個導料銷保證條料的正確送進。
(3)壓料與卸料
模具壓料與卸料彈力由推件塊23、壓邊圈25及卸料板24 組成,三個部件都能起卸料作用,其中推件塊和壓邊圈既起推件作用又起壓邊作用。通過調節下端的止付螺母1 的位置可以調節壓料彈簧的預壓力,從而實現壓料力的平衡調節。另外,利用分別安裝在上下模座上的限位柱來控制閉模間隙,其既能為防止工作時因壓力過大而導致料帶嚴重壓薄,又可避免初始送料時模具尾端無料帶而引起的模具不平衡,從而保護模具。
3.1.2 第二套模具
(1)模架及導向
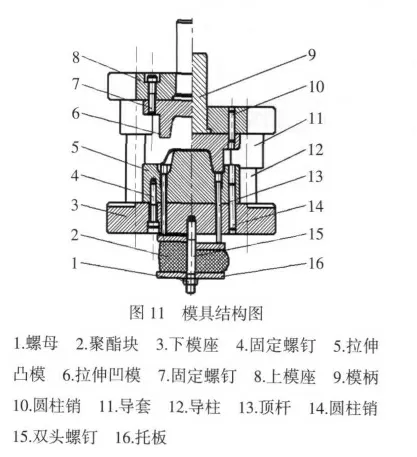
模具結構如圖11 所示,同第一套模具一樣采用復合模,采用后側導柱滑動導向模架,包括后導向滑動導向組件(導柱 12、導套 11)、上模座 8、模柄 9、下模座3。上模部分主要有上模座8、拉伸凹模6 并通過標準緊固件和定位銷聯為一體。主導套與上模座同樣采用厭氧膠粘接固定。下模部分由下模座4、拉伸凸模5 等組成并通過標準緊固件和定位銷聯為一體。
(2)定位和頂料
該復合模具為單個進行生產,定位基本由拉伸凸模完成。模具閉合沖裁一次完成后由頂桿13 將成形的工件從拉伸凸模頂出,頂出機構主要由聚酯塊2、托板16、頂桿13 等組成。通過調節下端的止付螺母1的位置可以調節壓料彈簧的預壓力,從而實現壓料力的平衡調節。另外,利用分別安裝在上下模座上的限位柱來控制閉模間隙,其既能為防止工作時因壓力過大而導致料帶嚴重壓薄,又可避免初始送料時模具尾端無料帶而引起的模具不平衡,從而保護模具。
3.2 模具設計解決的主要問題
(1)拉裂。由于拉深件有一定錐度,凸模接觸面積小,壓力集中,容易引起局部變薄,出現拉裂的情況,因此在設計時應適當增大壓邊力。
(2)起皺。工件壁較薄,且拉深凸緣部分寬大,極易引起起皺,故采用壓邊圈防止起皺。
(3)第二次拉深的定位。經第一次拉深,零件已有了一定的形狀,因此在進行第二次拉深時,使壓邊圈與毛胚的內形完全吻合。沖壓時,將毛胚套在壓邊圈上進行定位,同時為了防止壓邊圈將毛胚壓得過緊,采用了限位螺釘的結構,使壓邊圈和拉深凹模之間保持一定的距離,壓邊力不致隨著行程的加大而加大。
4 結束語
通過合理安排零件成形工序,設計出切實可行的輔助成形機構和模具結構,生產的零件質量良好,可為此類零件的復合模設計提供參考。
[1]王 蕾.雙向旋轉技術在接插件端子級進模中的應用[J].鍛壓裝備與制造技術,2007,42(4).
[2]劉 云,王 蕾.旋切機構在級進模具中的應用[J].鍛壓裝備與制造技術,2009,44(6).
[3]李靈潔,王 蕾.折彎校正一體化機構在級進模具計中的應用[J].鍛壓裝備與制造技術,2009,44(3):101-103.
[4]朱家誠.機械設計課程設計[M].合肥:合肥工業大學出版社,2005.
[5]萬戰勝.沖壓工藝及模具設計.北京:中國鐵道出版社,1995.
[6]陳旭明,肖小亭.高速沖壓及模具技術[M].北京:化學工業出版社,2007.
[7]李志奎.連接器接觸端子級進模設計[J].模具工業,2007,33(10):11-14.
