基于手工編程的變距雙向螺桿四維加工方法研究*
2013-06-28 03:59:16藺代永朱有為
長沙大學學報 2013年2期
關鍵詞:方法
藺代永,朱有為,梁 亮
(長沙大學機電工程系,湖南 長沙410003)
變距雙向螺桿作為機械結構中不可缺少的零部件之一,現已廣泛應用于各行各業.變距雙向螺桿最基本的功能是變速傳輸,每個傳輸對象具有不同的傳輸速度,這就保證了其在傳輸過程中相互獨立,不會發生物體之間的碰撞與摩擦.變距螺桿最大的特點是其螺距變化的變量為非恒定值,即螺距的變化沒有特定的規律[1].利用三維制圖軟件SolidWorks可以對變距雙向螺桿進行建模,但編輯三維模型比較麻煩,參數曲線往往出現失真,造成實體圖形出現誤差,并且圖形轉換到MasterCAM后,自動生成的程序十分復雜,占用內存大,一般的數控機床儲存不了,可靠性、通用性也不強[2,3].目前,還有一種方法是基于普通機床的刀具變速移動切削法,其特點是在普通機床基礎之上增加了一個凸輪裝置,其中,凸輪是控制螺距變化的關鍵,此方法對工人的技術水平要求極高,一旦凸輪的設計參數不合理,那么變距雙向螺桿的螺距就會產生變化,導致加工出來的變距螺桿傳動效果和精度都不高,不利于產品的推廣使用[4-6].
近年來,隨著數控技術的發展,特別是多軸高精度數控加工中心的廣泛使用,此類零件的加工變得容易.本文介紹在四軸加工中心上,采用手工編程的方法實現變距雙向螺桿的制造.
1 圖形建模
給定變距雙向螺桿參數:螺旋輪廓線進程升角γ1=16°,回程升角 γ2=23°,進程導程 S1=50mm,回程導程 S2=75mm,變螺距部分有效長度 L=300mm,螺桿外徑 D=90mm,螺距部分槽底直徑d=12mm,螺旋槽深度Z=5mm.
繪制變距螺桿的二維簡圖如圖1所示.
2 加工方法
2.1 銑削刀具的選擇
合理選擇銑削刀具是加工的關鍵內容.銑削刀具種類數量繁多,根據材料牌號分類多達數十種,刀具的刃數也各不相同.考慮到螺桿材料為ABS,其槽底直徑d為12mm,因此選用Ф12mm高速鋼鍵槽銑刀.另外,為保證加工質量,也可選擇稍小一點的刀具,然后再進行多次精加工.
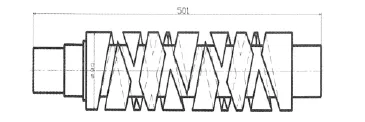
圖1 螺旋變距雙向螺桿二維簡圖
2.2 夾具的選擇
零件加工中的定位與夾緊是加工的前提與基礎,選擇得當可以大大提高加工的精度和效率,反之,定位錯誤將會導致加工失敗.變距雙向螺桿其螺距和導程不是固定的,且截面較為復雜,在加工中,本文選擇了四軸回轉工作臺和三爪自定心卡盤對零件進行定位夾緊.由于螺桿較長,剛性不足等原因,加工過程中容易發生振動,使零件產生自轉,為保證加工質量,在螺桿尾端采用活頂尖支撐頂緊,使得加工過程實現四軸聯動,即回轉工作臺勻速帶動螺桿轉動,刀具自轉,并沿螺桿軸向做直線往復運動.工件裝夾簡圖如圖2.
2.3 數控加工程序的編制
將圖2展開,得到變距雙向螺桿二維展開圖,如圖3所示.
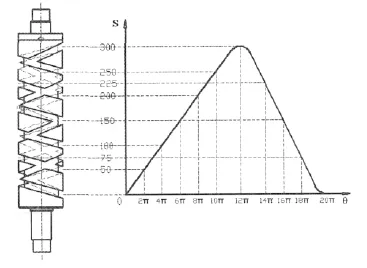
圖3 螺旋變距雙向螺桿二維展開圖
從圖3可以清晰的看出,變距螺桿導程S與螺旋變化角θ之間的關系.已知螺桿的有效長度L為300mm,螺旋雙向變化角度為20π,同時,從展開線可以看出進程角度為12π,回程角度為8π,以FANUC-0i-mc系統為例,編輯數控加工程序.
程序代碼:
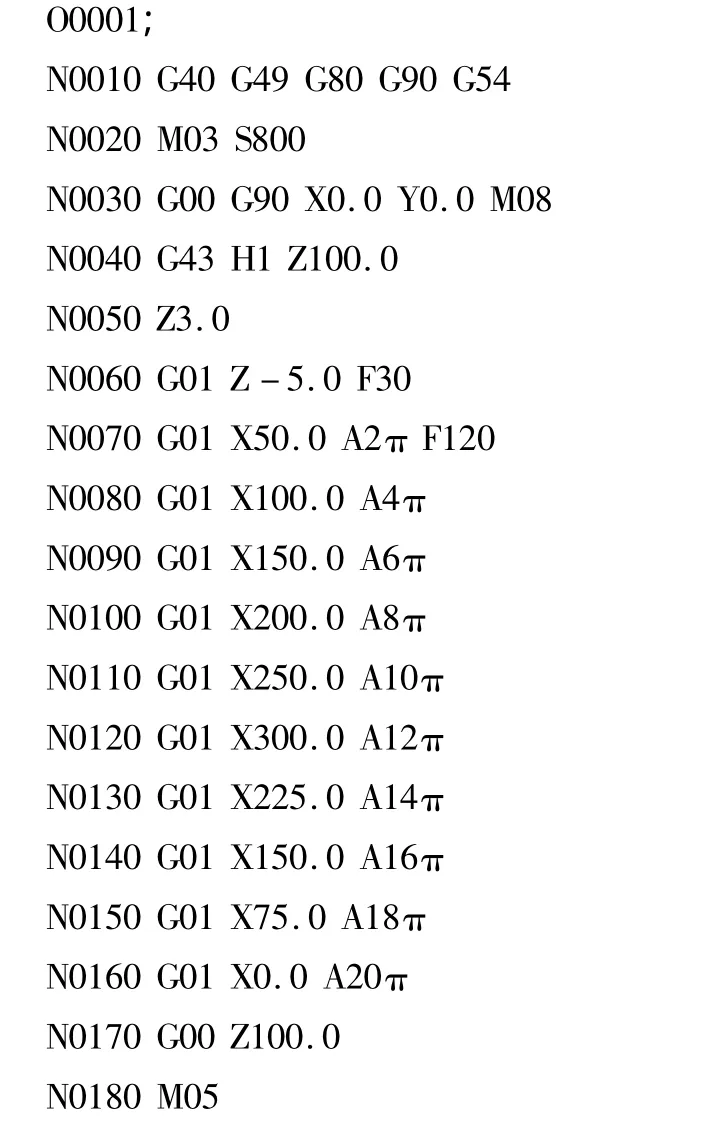
(因某些數控機床不識別π功能,編程時換為π=360、2π=720以此類推)
程序說明:
此螺桿粗加工已在車床上完成,加工過程中零件旋轉了20π共20圈后回到起始點,A軸繞X軸旋轉,同時刀具沿X軸方向作直線運動,Z為刀具銑入深度,若深度不夠,可分多次切削.需要注意的是每次切削在X軸和Y軸上的起始點要保持一致.
加工出的變距雙向螺桿實物圖如圖4所示.
圖4 加工實物圖
3 結語
實踐證明利用手工編程的方法可以制造出較復雜的變距雙向螺桿,并克服了對各種制造軟件的依賴;加工者只需要熟練掌握使用四坐標數控銑床和車削中心等多種數控機床的操作方法,對刀具、夾具有比較深入的了解,便可以高效率地加工出變螺距雙向螺桿.用此方法制造的變距螺桿精度高、表面過渡平滑,方法簡便實用.
[1]宋國龍.基于SolidWorks/MasterCAM的突變螺距螺桿的設計及加工[J].青海大學學報,2009,(6):13-15.
[2]葛文軍,孔繁群,習強,等.單旋變距雙向循環移動螺桿的加工[J].裝備制造技術,2007,(11):138 -139.
[3]劉偉,余英良.大尺寸變螺距絲杠的數控加工[J].農業機械學報,2006,(5):148-152.
[4]孫偉,范成巖.基于變螺距螺紋加工的普通機床改造[J].機床與液壓,2006,(1):167 -168.
[5]吳桂權.簡易變螺距螺旋線的設計與加工[J].包裝與食品機械,2004,(2):53 -54.
[6]白宇,王平.變螺距螺桿的加工方法[J].現代制造工程,2008,(1):24-26.
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
