液控絲杠支撐裝置在機床中的應用
2013-06-18 06:35:10齊齊哈爾二機床集團有限責任公司黑龍江161005張立偉
金屬加工(冷加工) 2013年17期
齊齊哈爾二機床(集團)有限責任公司(黑龍江 161005)張立偉
數控落地銑鏜床中X向進給傳動元件(立柱水平方向橫向移動)通常采用滾珠絲杠副傳動或消隙后的齒輪齒條傳動,在通常的情況下4000mm以下的X向行程采用滾珠絲杠副傳動,4000mm以上的X向行程采用消隙后的齒輪齒條傳動。兩種傳動方式的特點如下:滾珠絲杠采用帶預緊的雙螺母結構,對螺母施加預緊力,消除滾珠與螺桿的間隙,在裝配過程中不需要消隙機構,驅動機構帶動滾珠絲杠的螺桿轉動,驅動滾珠絲杠的絲母帶動滑座作X向移動,滾珠絲杠副便于裝配,節約裝配時間,機床的X向數控精度好,適用于X向小行程機床。齒輪齒條傳動需要加消隙機構,還需要裝配人員在裝配過程中反復調整,進行齒輪齒條的消隙。由于齒輪齒條的加工特性,消隙后的精度也低于滾珠絲杠傳動的精度,裝配繁瑣,基本件及外購件數量多,適用于X向大行程機床。數控落地銑鏜床的X向進給滾珠絲杠為水平放置,由于X向行程的增大,滾珠絲杠的長度也隨之增加,這樣滾珠絲杠的撓度變形也隨之增大,影響機床的數控精度。液控絲杠支撐裝置的成功研制,解決了滾珠絲杠撓度變形大的難題。實現數控落地銑鏜床在X向大行程的情況下可以采用滾珠絲杠副傳動,提高機床X向傳動的數控精度,節約了裝配時間。
圖1所示為液控絲杠支撐裝置結構圖。液控絲杠支撐裝置由擺桿9、滾珠絲杠支撐輪8、旋轉軸5、驅動座2、液壓缸1等件組成。液控絲杠支撐裝置安裝在滾珠絲杠長度方向的中間位置,當絲母座11遠離液控絲杠支撐裝置時,如圖1a,油口4供油,液壓油推動液壓缸1的活塞向下移動,帶動驅動座2向下移動,驅動座2帶動擺桿9繞旋轉軸5順時針旋轉,使滾珠絲杠支撐輪8與滾珠絲杠10接觸,實現滾珠絲杠的支撐。滾珠絲杠轉動帶動絲母座橫向移動,當絲母座接近液控絲杠支撐裝置時,如圖1b所示,在絲母座11上把合的撞塊7撞擊檢測開關6,這說明絲母座11將要與液控絲杠支撐裝置相撞,電氣系統反饋信號,控制液壓缸1的電磁換向閥換向,油口3進油,油口4出油,液壓缸1的活塞向上移動,帶動驅動座2向上移動,驅動座2帶動擺桿9繞旋轉軸5逆時針旋轉,使得滾珠絲杠支撐輪8低于絲母座11的下面,保證絲母座順利通過液控絲杠支撐裝置。當絲母座11完全通過液控絲杠支撐裝置后,撞塊7撞擊前面的檢測開關,電氣系統反饋信號,電磁換向閥換向,液控絲杠支撐裝置重復圖1a的動作,實現滾珠絲杠的支撐。
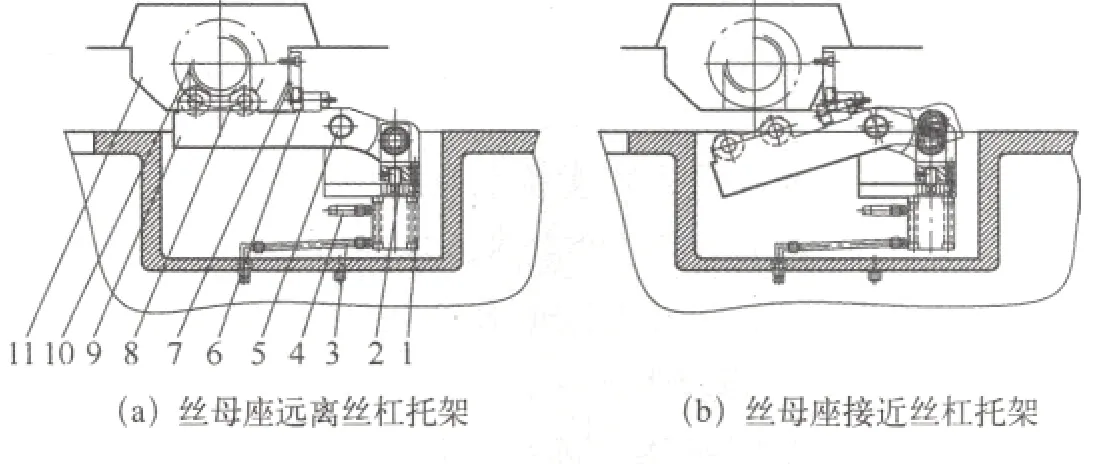
圖1 液控絲杠支撐裝置結構
圖2為液控絲杠支撐裝置液壓原理圖。液壓控制的相關元件為:基板1、溢流閥4、雙單向節流閥5、減壓閥6、電磁換向閥7。當絲母座遠離液控絲杠支撐裝置時,如圖示位置電磁換向閥7的b電磁鐵得電,進油口3進油,液壓油經基板1→減壓閥6→電磁換向閥7→雙單向節流閥5→基板1進入液壓缸10的上腔,驅動活塞向下移動,擺桿8繞旋轉軸逆時針旋轉,實現液控絲杠支撐裝置支撐滾珠絲杠的功能。液壓缸10中下腔的液壓油經基板1→溢流閥4→雙單向節流閥5→電磁換向閥7→基板1→出油口2流回油箱。當絲母座接近液控絲杠支撐裝置時,撞塊與檢測開關相撞,電氣系統反饋信號,電磁換向閥7的a電磁鐵得電,進油口3進油,液壓油經基板1→減壓閥6→電磁換向閥7→雙單向節流閥5→溢流閥4—基板1進入液壓缸10的下腔,驅動活塞向上移動,擺桿8繞旋轉軸順時針旋轉,實現液控絲杠支撐裝置躲避絲母座下面的動作。液壓缸10中的丄腔液壓油經基板1→雙單向節流閥5→電磁換向閥7→基板1→出油口2流回油箱。
我公司生產的FA-160型數控落地銑鏜床、TKC-1型外立柱容器加工機床均采用液控絲杠支撐裝置,經使用證實數控精度穩定,安裝方便,性能可靠,縮短了生產的周期,提高了工作效率。
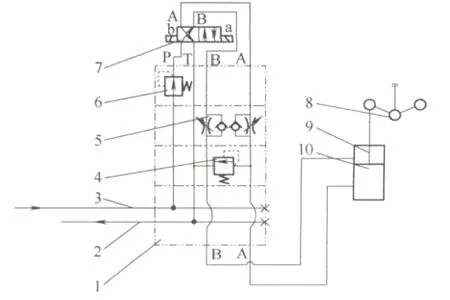
圖2 液控絲杠支撐裝置液壓原理圖