組合式磁極加工工藝研究
2013-06-18 06:35:08洛陽LYC軸承有限公司河南471039呂軍慶
金屬加工(冷加工) 2013年17期
洛陽LYC軸承有限公司(河南 471039)呂軍慶 薛 冰
1.結構特點分析
磁極是軸承內、外套圈進行磨加工過程中的常見機床夾具。目前,國內軸承生產中出現很多的進口設備,在其中出現了一種外形很怪異的組合式磁極,如圖1所示,組合式磁極主要由3件工件組合而成,由外及里分別是:外環、銅環、內環,之間采用過盈配合裝在一起,主要要求有以下三點:

圖1 組合式磁極示意圖
(1)由于在軸承套圈磨加工中會產生磨屑需要及時排除,所以在靠近磁極的小頭端面分別加工有四等分的缺口,內、外環相互交叉排列,而互相又留有一定的縫隙。要求內、外環之間的縫隙等分均勻,相對差小于0.2mm。
(2)作為端面支承,工作端面必須要有一定的耐磨性,但是作為磁盤又不適合淬火,故內、外環采用GCr 15材料,在小端要求感應淬火60~64HRC,淬火深度4~6mm。
(3)為達到高的定位精度,該磁極的兩端面要求平行差為0.001mm。
2.加工工藝難點解析
組合式磁極主要由3件工件組合而成。此結構的加工難點主要在于以下幾點:
(1)外環和內環皆為圓錐體結構,四等分的缺口相互交叉排列,而兩者之間還要互相保持一定的縫隙,內環與銅環、外環與內環(銅環已裝在內環上)之間的組裝就成為組合式磁極的難點之一。經過多次不同的試驗,由于銅環的膨脹系數較大,在加熱或冷凍后變形難于控制,以至于工件在終磨工序中尺寸變化很大,往往隨著時間推移不停地變化,很難保證工件的要求。鑒于此,最終采用下述方法:
內環與銅環之間采用冷裝法。先將內環置于冷凍箱中,溫度降至-83℃,保溫1h。然后快速把內環拿出與銅環裝在一起,稍加壓力置于室溫處,待內環恢復到室溫。
外環與內環(銅環、內環一體)之間采用熱裝法。先將外環置于回火爐中,爐溫200℃,保溫1.5h。然后迅速將外環拿出,裝在內環上,冷卻至室溫,再進行后續加工工序。
因為設計要求內、外環之間的縫隙均勻且公差為±0.1mm,如果直接隨意把內環放入外環,會造成內、外環扭轉,而之間的縫隙達不到設計的要求,所以設計一裝配胎具(見圖2)以便裝配后能夠達到要求。裝配的操作方法: 首先將裝配用胎具放置于爐邊平臺,從爐中取出外環小端朝下置于裝配胎具固定位置(8個銷釘對應4等分缺口),然后將內環小端朝下放入胎具固定位置(8個銷釘對應4等分瓣),最后在大端面施以壓力,空冷至室溫,從胎具上取下工件。
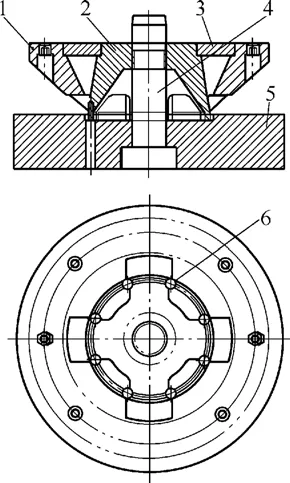
圖2 組合式磁極裝配用胎具
(2)磁極小端面感應淬火。要求磁極小端面感應淬火,硬度為60~64HRC,淬火區域要求距工件小端面3~4mm。由于此工件需淬火端面是不連續的且中斷部分較大,在熱處理過程中很難控制加熱時各部分溫度均勻,易造成工件的局部過熱,而影響磁極的性能,所以只能采取一瓣一瓣分別加熱淬火的方法,這樣就必須制作合適的感應器。如圖3所示,U形感應器套過外環(或內環)的等分瓣,加熱至淬火溫度,然后放入水中冷卻,完成后再加熱另一瓣,最終完成整個工件的熱處理。具體操作方法如圖4所示:①利用工件的四個等分通孔固定在手鉗上,鉗上相應位置有銷釘,撐開鉗口就可加緊工件。②將工件的四等分瓣中一瓣插進U形感應器中,控制工件與感應器之間的距離,待加熱至紅且發亮,迅速將加熱部分放入水槽中冷卻,完成淬火。③轉動工件,再加熱另一瓣,重復上述動作,即可完成整個內、外環的淬火。

圖3 自制感應線圈
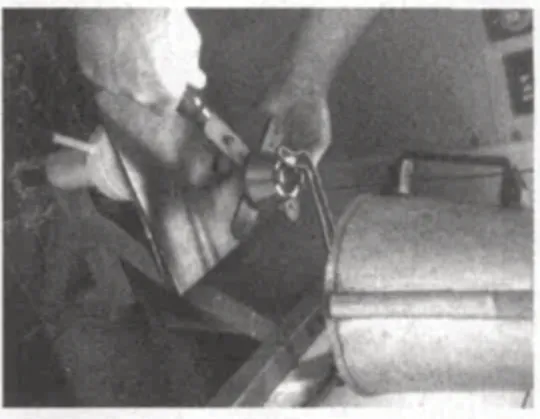
圖4 感應淬火操作方法實拍
(3)磁極兩端面相互平行差要求0.001mm。由于工件是由三部分組合而成,而且三部分又使用兩種材料制成,特別是銅材的熱導系數大,受環境溫度影響大,所以工件的結構尺寸穩定性較差。在研磨過程中發現產品兩端面的平行差隨著時間不斷變化,甚至放置一周時間,尺寸仍然不穩定。經過多次試驗摸索,最終采用如下工藝達到了產品的要求:裝配后→高溫時效24h→深冷處理→精磨→低溫時效24h→超精磨→自然時效(48h)→研磨。
3.結語
隨著國內軸承行業的競爭,新型工具應用越來越多,新型磁極的加工工藝比較復雜,對于類似工具的加工有一定借鑒意義。