臥式高壓主汽閥碟與閥座間隙問題的分析與處理
2013-06-01 12:29:47房貴明袁連平胡開吉張桂明
東方汽輪機(jī) 2013年1期
孫 強(qiáng) 房貴明 袁連平 胡開吉 張桂明
(東方汽輪機(jī)有限公司, 四川 德陽, 618000)
臥式高壓主汽閥碟與閥座間隙問題的分析與處理
孫 強(qiáng) 房貴明 袁連平 胡開吉 張桂明
(東方汽輪機(jī)有限公司, 四川 德陽, 618000)
文章針對(duì)現(xiàn)場(chǎng)裝配過程中高壓主汽調(diào)節(jié)閥閥碟與閥座存在間隙問題進(jìn)行分析并提出處理方案,為以后處理或避免同類技術(shù)問題提供了借鑒和參考。
閥碟;閥座;間隙
1 前言
高壓主汽閥是汽輪機(jī)進(jìn)汽的總閥門。汽輪機(jī)正常運(yùn)行時(shí),主汽閥全開;汽輪機(jī)停機(jī)時(shí),主汽閥關(guān)閉。其主要功能是,運(yùn)行中汽輪機(jī)的任一遮斷保護(hù)裝置動(dòng)作時(shí),主汽閥應(yīng)能快速關(guān)閉,實(shí)現(xiàn)停機(jī)。若其中的閥碟與閥座的接觸面存在間隙,則會(huì)帶來高溫高壓氣體的泄漏,影響機(jī)組的停機(jī)動(dòng)作,從而引發(fā)安全事故,因此閥碟和閥座的接觸面要求很嚴(yán)格。為此,閥門模塊首先在廠內(nèi)進(jìn)行總裝,待滿足接觸面整圈接觸后發(fā)往現(xiàn)場(chǎng)進(jìn)行裝配。在現(xiàn)場(chǎng)裝配的過程中,閥門模塊還需進(jìn)行主蒸汽管道閥門水壓試驗(yàn)來確認(rèn)閥門接觸的嚴(yán)密性。
2 問題闡述及分析
在某現(xiàn)場(chǎng)首臺(tái)臥式高壓主汽閥安裝時(shí)水壓試驗(yàn)的灌水過程中,左上高壓主汽閥出現(xiàn)泄漏問題,經(jīng)檢測(cè)后發(fā)現(xiàn)其閥碟與閥座閉合不嚴(yán)。重新進(jìn)行紅丹粉接觸檢查, 發(fā)現(xiàn)僅有小半圈接觸 (長(zhǎng)約200mm, 其理論接觸長(zhǎng)度約為 1790mm)。 用塞尺進(jìn)行測(cè)量, 發(fā)現(xiàn)其密封接合面最大間隙為 0.2mm。
閥門模塊發(fā)往現(xiàn)場(chǎng)前,需對(duì)其接觸面進(jìn)行紅丹粉檢查,且保證接觸合格。因此,其接觸面的加工已符合要求。而閥門模塊廠內(nèi)總裝與現(xiàn)場(chǎng)裝配的主要區(qū)別為閥門的狀態(tài),其中廠內(nèi)預(yù)裝為豎直狀態(tài),現(xiàn)場(chǎng)裝配為水平狀態(tài),在重力的作用下會(huì)導(dǎo)致一定量的變形及錯(cuò)位,此可能為出現(xiàn)間隙的主要原因之一。
高壓主汽閥零部件較多,各零部件的變形及加工超差均有可能帶來間隙的超差,這樣分析起來便較為復(fù)雜。于是分析其接觸面結(jié)構(gòu),將高壓主汽閥結(jié)構(gòu)進(jìn)行簡(jiǎn)化。其裝配圖及簡(jiǎn)圖如圖1所示。 其中, 閥座圓弧面圓心距離 D=850mm, 閥碟圓弧面圓心距離 d=500mm, 閥座圓弧面半徑 R= 160mm, 閥碟圓弧面半徑 r=40mm。
圖1 高壓主汽閥裝配圖及簡(jiǎn)圖

圖2 偏移和旋轉(zhuǎn)偏差時(shí)閥門裝配簡(jiǎn)圖
分析其結(jié)構(gòu)簡(jiǎn)圖可以發(fā)現(xiàn),偏移和旋轉(zhuǎn)的出現(xiàn)均會(huì)造成間隙的出現(xiàn) (見圖2)。 其中發(fā)生偏移和旋轉(zhuǎn)時(shí),間隙量的理論計(jì)算公式為:
其中,當(dāng) Δ和θ極小時(shí), 其計(jì)算公式可以簡(jiǎn)化為 δ=1.75Δ, δ=242θ。
由此得出, 隨Δ 和θ的變大, 間隙量δ會(huì)不斷變大, 因此應(yīng)嚴(yán)格控制其偏移量Δ和旋轉(zhuǎn)量θ。經(jīng)過對(duì)閥門結(jié)構(gòu)及裝配要求的分析,影響接觸間隙的因素主要有以下幾點(diǎn):
(1) 主汽閥殼上閥蓋安裝密封面與閥座中心線垂直度;
(2) 主汽閥碟閥桿組件和閥蓋的安裝配合間隙;
(3) 主汽閥蓋安裝密封面與主汽閥碟閥桿組件中心線垂直度;
(4) 閥蓋和閥碟閥桿組件與主汽閥殼和閥座組件同軸度;
(5) 主汽閥殼的閥蓋安裝孔與閥座中心線垂直度;
(6) 主汽閥蓋錯(cuò)位量。
2.1 不同因素的測(cè)量及其對(duì)間隙量的影響
下面對(duì)上述可能出現(xiàn)的原因進(jìn)行具體測(cè)量及分析,并將變化轉(zhuǎn)換到圖2平面上,以便對(duì)間隙量進(jìn)行簡(jiǎn)單的預(yù)估。
2.1.1 主汽閥殼的閥蓋安裝密封面與主汽閥座中心
線垂直度
現(xiàn)場(chǎng)裝配中,使用內(nèi)徑千分尺圓周均向測(cè)量主汽閥殼的閥蓋安裝密封面與主汽閥座之間安裝距離尺寸 h (見圖3)。 通過 h 值的計(jì)算, 得出垂直度值。
圖3 閥殼閥座測(cè)量圖
將其轉(zhuǎn)換到圖2 所示平面上, 則 Δ=Hθ-dθ/2;θ=θ。
2.1.2 主汽閥碟閥桿組件和閥蓋安裝配合間隙
圖4 閥蓋安裝配合簡(jiǎn)圖
主汽閥碟閥桿組件和閥蓋間的安裝配合存在多處間隙 (見圖4)。 分別用內(nèi)、 外徑千分尺測(cè)量閥蓋閥殼配合尺寸及閥蓋兩處襯套Ⅰ、Ⅱ與主汽閥碟配合尺寸, 實(shí)測(cè)孔/軸配合尺寸, 從而計(jì)算出間隙量。
由于間隙的存在,閥桿組件在一定范圍內(nèi)晃動(dòng)變形,從而彌補(bǔ)加工誤差所帶來的偏移。若間隙值較小,則無法通過調(diào)整滿足整圈接觸的要求,從而遺留一定量的間隙。
2.1.3 主汽閥蓋安裝密封面與主汽閥碟閥桿組件中
心線垂直度
將主汽閥蓋放在精密數(shù)控立車上檢測(cè)閥蓋安裝密封面與兩處安裝襯套Ⅰ和襯套Ⅱ中心線的垂直度 (見圖5)。
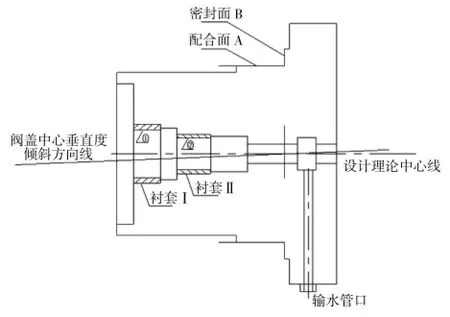
圖5 閥蓋與襯套內(nèi)孔同軸度、垂直度
將其轉(zhuǎn)換到圖2 所示平面上, 則 Δ=Hθ-dθ/2;θ=θ。
2.1.4 閥蓋和閥碟閥桿組件與主汽閥殼和閥座組件
同軸度
在精密數(shù)控立車上,按圖5中閥蓋配合安裝外圓 “配合面 A” 找正閥蓋, 跳動(dòng)均在 0.02mm 范圍內(nèi)。然后分別用百分表測(cè)量圖中襯套Ⅰ的內(nèi)孔①、 襯套Ⅱ的內(nèi)孔②跳動(dòng)量和垂直度 (見圖6和圖7)。

圖6 立車上實(shí)測(cè)閥蓋形位公差

圖7 測(cè)量襯套內(nèi)孔跳動(dòng)
2.1.5 主汽閥殼的閥蓋安裝孔與主汽閥座安裝孔同軸度

圖8 閥殼閥座偏心示意圖
主汽閥殼安裝孔與主汽閥座的同軸度測(cè)量見圖8, 由于裝配后測(cè)量設(shè)備無法準(zhǔn)確定位, 只能查詢加工數(shù)據(jù)進(jìn)行分析計(jì)算。將偏心量轉(zhuǎn)換到圖2所示平面上, 則 Δ=φ。
2.1.6 主汽閥蓋錯(cuò)位量
現(xiàn)場(chǎng)裝配時(shí),主汽閥蓋在水平狀態(tài)下進(jìn)行裝配。這就導(dǎo)致閥蓋在自重的作用下會(huì)向閥殼內(nèi)孔下側(cè)偏移,從而造成閥蓋與閥殼中心出現(xiàn)偏差(見圖9)。 將錯(cuò)位量轉(zhuǎn)換到圖2 所示平面上, 則Δ=b。 為避免錯(cuò)位量的出現(xiàn), 復(fù)裝時(shí), 在閥蓋裝進(jìn)閥殼后應(yīng)繼續(xù)使用吊車向上承力吊住,使閥蓋與閥殼四周的間隙均等,避免造成閥蓋中心與閥殼中心偏差, 見圖9 (a)。
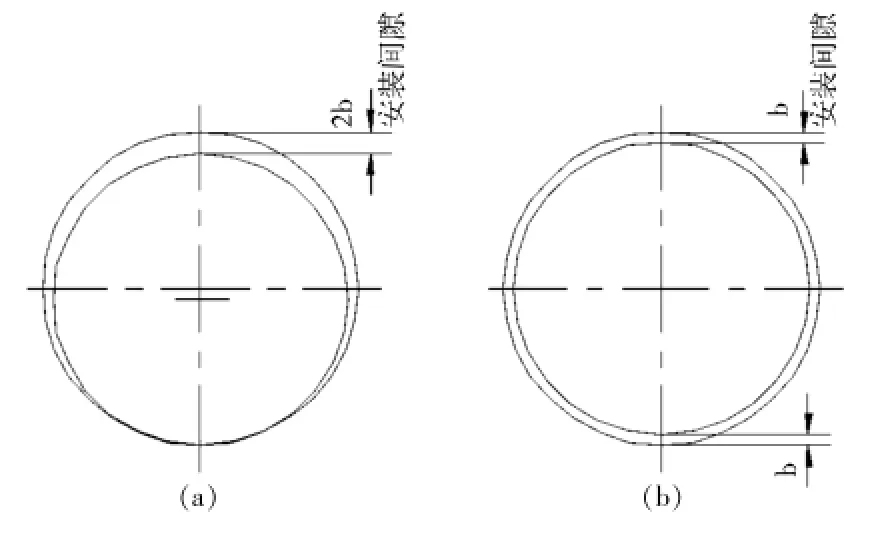
圖9 旋轉(zhuǎn) 45°易帶來的間隙差異
2.1.7 其他因素
除以上因素外,閥桿的撓度變形,閥碟、閥座球心的加工偏差等都會(huì)帶來結(jié)構(gòu)的變化,均會(huì)對(duì)閥碟和閥座的接觸帶來一定的影響。但由于其測(cè)量及分析存在一定難度,在這里先不進(jìn)行討論。
2.2 整體分析
考慮到Δ和θ均在極小的范圍內(nèi)進(jìn)行變動(dòng),因此可用 δ=1.75Δ+0.242⊥來初步進(jìn)行間隙的分析。且多種因素的存在均會(huì)對(duì)閥碟與閥座間的接觸產(chǎn)生影響。由于零件均存在一定的設(shè)計(jì)公差,加工偏差若都趨于一個(gè)方向,零件均是合格的,但裝配在一起后,若偏差得到累積,則會(huì)帶來較大的間隙。因此,在安裝時(shí),需采用修配法進(jìn)行解決。
2.3 測(cè)量結(jié)果及分析
對(duì)以上不同因素進(jìn)行測(cè)量及核對(duì),襯套Ⅰ、Ⅱ處存在 0.16~0.22mm 垂直度的偏差, 此可能為造成間隙出現(xiàn)的原因之一。且通過理論計(jì)算得出,此垂直度偏差有可能帶來 0.2mm 間隙量的出現(xiàn)。
3 解決方案
通過以上分析,可提出襯套Ⅰ、Ⅱ垂直度偏差的修正方案及裝配注意事項(xiàng)。為了證實(shí)分析的正確性,實(shí)際裝配過程中,采用在閥蓋密封面加墊片調(diào)整閥蓋密封面與主汽閥座的垂直度方法,直到閥碟與閥座密封面接觸合格為止。然后按加墊片厚度和方位確定了閥蓋修配量 (見圖10)。 其調(diào)整過程見表1。
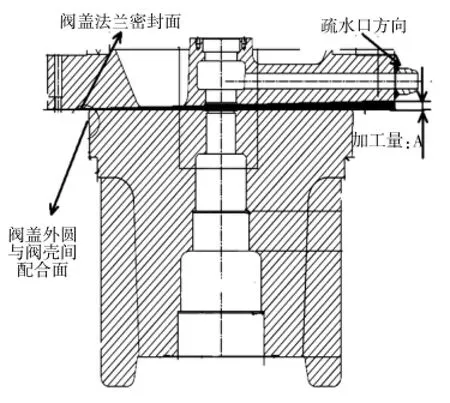
圖10 閥蓋加工位置
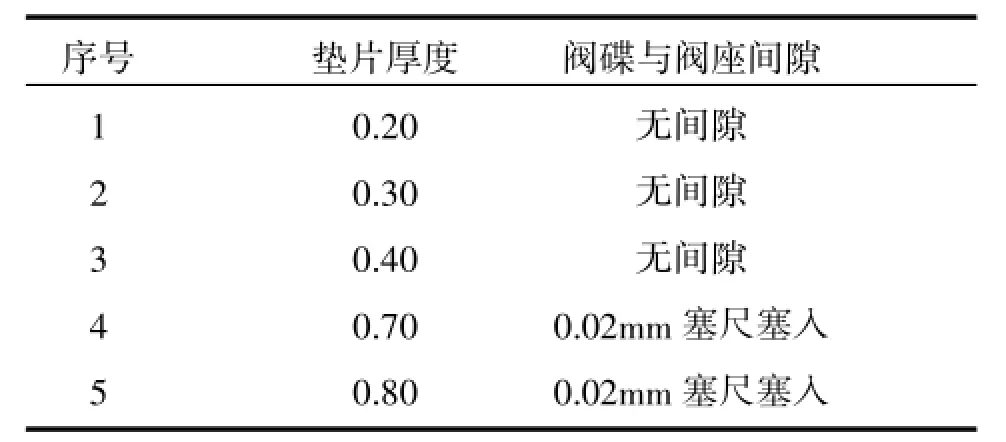
表1 閥碟與閥座接觸調(diào)整過程記錄表
從表1 可以發(fā)現(xiàn), 墊片厚度為 0.2mm、 0.3mm和 0.4mm 時(shí), 閥碟與閥座間均無間隙。 但考慮到一定的加工余量, 其返修方案確定為: 按圖10返修閥蓋密封面, 加工量 A 為 0.3mm, 粗糙度保證R0.8。 返修后, 重新進(jìn)行試裝, 對(duì)閥碟與閥座密封面進(jìn)行間隙及接觸檢查, 檢查結(jié)果為: 0.02mm塞尺不入,紅丹粉整圈接觸,無斷線。重新進(jìn)行主蒸汽管道閥門水壓試驗(yàn),未出現(xiàn)泄漏情況。
4 結(jié)論
影響高壓主汽閥碟與閥座間的接觸有多種因素,包括零部件加工、裝配偏差以及設(shè)計(jì)形位公差累積等。通過上述分析,提出通過配加工主汽閥蓋安裝法蘭密封面的方法來解決。此外,考慮到水平裝配與豎直裝配的差異,在廠內(nèi)裝配后還需進(jìn)行水平狀態(tài)的接觸檢查。要保證主汽閥現(xiàn)場(chǎng)質(zhì)量與進(jìn)度,廠內(nèi)裝配十分必要,通過廠內(nèi)的加工及裝配質(zhì)量控制,避免在現(xiàn)場(chǎng)發(fā)生類似情況。
Analysis and Processing for the Clearance between Valve Disc and Valve Seat of Horizontal Type HP MSV
Sun Qiang, Fang Guiming, Yuan Lianping, Hu Kaiji, Zhang Guiming
(Dongfang Turbine Co.,Ltd.Deyang Sichuan 618000)
The papermade an analysis for the clearance between valve disc and valve seat of HPMSV during the turbine assembly in power plant,and proposed treatment schemes for the clearance.The paper provided some references to dealw ith or avoid such technical problem s.
valve disc,valve seat,clearance
孫強(qiáng) (1988-), 男, 助理工程師, 2010 年畢業(yè)于清華大學(xué)機(jī)械工程及自動(dòng)化專業(yè), 現(xiàn)從事汽輪機(jī)制造工藝研究工作。
猜你喜歡
流程工業(yè)(2022年3期)2022-06-23 09:41:08
中國(guó)石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
智富時(shí)代(2018年5期)2018-07-18 17:52:04
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
中學(xué)科技(2014年11期)2014-12-25 07:38:53
