水解酸化-EGSB-生物接觸氧化工藝處理啤酒廢水
2013-05-18 11:27:58福建省環境保護設計院李紅亮
海峽科學 2013年6期
福建省環境保護設計院 李紅亮
?
水解酸化-EGSB-生物接觸氧化工藝處理啤酒廢水
福建省環境保護設計院 李紅亮
根據某啤酒廠的水量、水質,選擇水解酸化-EGSB-生物接觸氧化工藝作為主體工藝處理該啤酒廢水。工程調試運行結果表明,該工藝運行穩定,抗沖擊負荷能力強,出水水質達到《啤酒工業污染物排放標準》(GB19821-2005)的排放要求。
啤酒廢水 EGSB 接觸氧化 水解酸化
啤酒是以大麥芽、啤酒花、水為主要原料,經酵母發酵作用釀制而成的富含營養物質和二氧化碳的低酒精度酒。在其生產過程會產生相應的污水,主要為麥糟廢水,糖化、發酵、灌裝等車間所排的廢液,設備與管道洗滌水,地面沖洗水及來自生活辦公區的生活污水等,其主要成分有淀粉、蛋白質、酒花殘渣、酵母菌殘體、少量酒精及洗滌用堿等,屬于中高濃度有機廢水。啤酒廢水具有可生化性好(BOD/COD一般為0.5~0.7 )、毒性較小的特點。目前國內外一般采用生化處理工藝,主要有UASB、EGSB、IC、SBR法、生物接觸氧化法等。
某啤酒集團新建分廠,根據“三同時”要求,需新建一個污水處理站。經過多方調研論證,最終選擇水解酸化-EGSB-生物接觸氧化工藝。工程竣工之后,進行了三個多月的調試運行,出水水質達到了設計要求。
1 工藝流程說明
根據水量,進、出水水質的要求,并結合工程實際,本設計采用水解酸化/EGSB/生物接觸氧化工藝為主體工藝。具體工藝流程見圖1。
廢水經廠區的排水管網收集后,首先經過機械格柵去除廢水中的較大顆粒固體雜物后流入集水井中,由潛污泵提升至旋轉濾網去除小顆粒的懸浮物,出水流入調節水解酸化池。污水在調節水解酸化池內進行均質調峰和水解酸化反應,將水中難降解的大分子有機物質裂解生成易生物降解的小分子有機物質,然后由供料泵提升送入EGSB厭氧反應器進行厭氧處理,去除大部分有機污染物。EGSB厭氧反應器出水進入生物接觸氧化池進行好氧生物降解,最后經過斜管二沉池進行泥水分離。二沉池出水部分回用于廢氣處理系統。
調節水解酸化池、生物接觸氧化池前端和污泥濃縮池產生的廢氣經廢氣收集系統收集后,進入滌氣塔內進行處理。滌氣塔采用二沉池出水添加堿液進行循環噴淋,滌氣廢液最終排入生物接觸氧化池前端,與廢水一同處理。
二沉池部分污泥回流進入生物接觸氧化池前端,剩余污泥直接排入污泥濃縮池。濃縮后的污泥通過螺桿泵送至帶式壓濾機進行污泥脫水處理,脫水后的污泥由污泥車外運,按當地環保局要求妥善處置。

圖1 廢水處理工藝流程
2 工藝設計
2.1 設計水量及水質
根據該廠提供的有關數據,廢水為24小時連續排放,設計水量為6000m3/d。廢水經過處理后,出水水質指標應達到《啤酒工業污染物排放標準》(GB19821-2005)的要求,具體設計進、出水水質詳見表1。
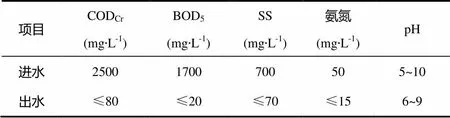
表1 設計進、出水水質
2.2 主要構筑物設計
2.2.1集水井
廢水通過廠區的排水管網收集后,依靠重力流入集水井。集水井為地下式鋼砼結構,平面尺寸為15m×5.0m,有效容積187m3,平均水力停留時間0.75h。集水井內安裝一臺機械格柵(B=1.0m,e=5mm),同時配備3臺(2用1備)潛水無堵塞提升泵用以將廢水提升至旋轉濾網(e=0.5mm),由浮球液位計控制其運行。
2.2.2調節水解酸化池
調節水解酸化池為半地下式鋼混結構,平面尺寸25m×15m,有效容積2100m3,平均水力停留時間8.4h,污泥濃度4000mg/L。該單元不僅起到調節水質水量的作用,而且將污水中的有機污染物通過酸化菌的作用部分地轉化為揮發性脂肪酸(VFA),為后續的EGSB反應器的運行創造良好的條件。對調節水解酸化池內的pH值和溫度進行連續監控,通過投加NaOH(或HCl)來實現自動調節。設計6臺潛水攪拌機連續運行以維持池內混和均勻。該池加蓋密封,并設有引風設備,將產生的廢氣送入滌氣塔進行處理。
2.2.3厭氧處理系統
厭氧處理系統主要包括投配罐,供料泵,循環泵,EGSB厭氧反應器。
投配罐直徑1.2m,高度3.6m,設置2個,碳鋼結構。EGSB厭氧反應器設計2組,并聯運行,每組2臺分級串聯運行,此舉可提高厭氧系統的抗沖擊負荷能力和處理效率,單臺直徑為6m,總高度16m,總水力停留時間為5.8h,碳鋼結構,整套厭氧系統需做防腐。一級EGSB的容積負荷為13.3kgCOD/ (m3·d),二級EGSB的容積負荷為8.5kgCOD/(m3·d)。
對EGSB的配水系統和三相分離器這兩個關鍵部分進行改良,采用等阻力多管配水系統和雙層三相分離器,可提高進水分配的均勻性和泥、水、氣三相的分離效率,從而提高整個厭氧系統的處理效率。等阻力多管配水系統是由6根DN80的進水管按60°夾角組成,這樣能保證各點進水量基本相等。
2.2.4生物接觸氧化池
厭氧處理出水重力流入有效容積為3000m3的生物接觸氧化池中,其平面尺寸為30m×25m,均分為10個廊道,有效水深4.2m,分為2組,并聯運行,平均水力停留時間12h,污泥負荷0.10kgBOD5/(kg·d)。為了增加池內的微生物量,設置2100m3的組合彈性填料。
在生物接觸氧化池池底均勻分布880個管狀微孔曝氣器,氣水比為18:1,由4臺(3用1備)羅茨鼓風機供氣,每臺風量為25m3/min,總曝氣量為4500m3/h。
2.2.5斜管二沉池
斜管二沉池設計2個,并聯運行,單個平面尺寸為14.6m×11m,設計表面負荷為0.8m3/(m2.h),平均水力停留時間為2h。
在斜板二沉池中,活性污泥依靠重力沉降得以污水分離。污水經出水槽收集排走,污泥采用SHB型行車式泵吸排泥機抽吸至污泥槽,部分污泥回流到生物接觸氧化池前端,剩余污泥進入污泥濃縮池進行濃縮,再經螺桿泵送至帶式壓濾機壓縮處理。
3 工程調試
工程竣工后,經過清水、污水聯動試車,結果表明設備運轉正常。開始啟動系統,進行調試運行。
3.1 調節水解酸化池調試
采用接種培馴法,接種污泥來自于某啤酒廠脫水后的厭氧污泥,共200m3,VSS/TSS為75%~80%。進水pH值控制在5.5~6.5,通過投加酸來實現,同時投加適量的氮磷營養物。采用連續運行,間歇進水,控制進水流量為50m3/h,而后按10%的增加量遞增。運行4周后,出水較為清澈。當進水流量達到230m3/h時,COD去除率穩定在19%左右,水解酸化池達到設計要求,調試工作完成。
3.2 厭氧處理系統調試
一級EGSB反應器投加厭氧污泥120m3,二級EGSB反應器投加80m3。水溫控制在33℃±1℃,pH值控制在7.0±0.2,回流量70m3/h。厭氧反應器采用連續運行,間歇進水,開始階段的進水量為50m3/h,COD濃度約為1500mg/L,而后逐漸提高進水量,并逐漸縮短進水周期。
4周之后,COD去除率逐漸從20%提高到60%,出水pH值在7.0左右,觀察污泥呈黑色,出現少量1mm顆粒污泥,表明污泥馴化期結束,進入負荷提高階段。
通過逐漸增加進水量和加大進水COD濃度來提高反應器的容積負荷,每次負荷提高幅度為1kgCOD/ (m3·d),控制COD去除率達到60%以上穩定運行一周,當容積負荷達到設計要求,反應器內污泥沉降性能良好,厭氧系統COD總去除率為70%,此時基本達到設計要求。
3.3 生物接觸氧化池調試
好氧接種污泥來自某啤酒廠的曝氣池,接種污泥量約為300m3。投入污泥后,采用先間歇進水,連續悶曝3d后改為連續進水,逐漸提高容積負荷,池內DO濃度維持在2~5mg/L,當進水COD濃度提高至500~550mg/L,去除率達到68%,出水水質穩定,開始全負荷進水。
4 運行情況
工程竣工之后,經過三個多月的調試運行,各處理單元達到設計要求,出水水質基本穩定,各項污染物指標達到排放標準。在調試工作結束后,對系統各處理單元的處理效果進行連續監測,結果見表2 (表2中數據為連續10d的平均值)。

表2 工藝處理效果
5 投資運行估算
本污水處理工程總投資為1288.9萬元,其中土建工程306.8萬元,安裝工程25.8萬元,設備材料費用為884.6萬元,其他費用(含設計調試費、稅金等)71.7萬元。噸水造價為2148元/m3。直接運行成本0.68元/t,其中電費0.53元/t,藥劑費0.08元/t,人工費0.07元/t。
6 結論
6.1 采用水解酸化-EGSB-生物接觸氧化工藝處理啤酒廢水,具有運行穩定,抗沖擊負荷能力強,高效低耗、剩余污泥量少、管理方便等優點。
6.2 對EGSB的配水系統和三相分離器這兩個關鍵部分進行改良,可提高厭氧反應器的處理效率。
6.3 水解酸化池和EGSB在整個處理工藝中起著重要作用,需嚴格控制其運行條件,主要是控制pH值。
[1] 林寶春,許鳳剛,黃本科,等.啤酒生產廢水處理設計及運行研究[J]. 環境污染與防治,2007,29(8):635-637.
[2] 匡武,殷福才,孫世群,等. UASB工藝在啤酒廢水處理中的應用[J]. 中國給水排水,2006,22(16):62-66.
[3] 馬文成,韓洪軍.水解酸化-兩級厭氧工藝處理離濃度甲醇廢水[J]. 環境工程,2008,26(3):75-77.
[4] 韓洪軍,衣春敏,杜茂安,等. 啤酒廢水處理工程設計及運行分析(二)[J]. 哈爾濱建筑大學學報,2000,33(5):128-131.
[5] 賀延齡. 廢水的厭氧生物處理[M]. 北京:中國輕工業出版社,1998.
猜你喜歡
天天愛科學(2022年9期)2022-09-15 01:12:54
天天愛科學(2022年4期)2022-05-23 12:41:48
當代水產(2022年3期)2022-04-26 14:26:56
航空世界(2020年10期)2020-01-19 14:36:20
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
電子制作(2017年19期)2017-02-02 07:08:38
